Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий из труднодеформируемых и малопластичных материалов.
Известные конструкции штампов имеют ряд недостатков, приводящих к снижению эксплуатационной надежности.
Целью изобретения является повышение эксплуатационной надежности штампа.
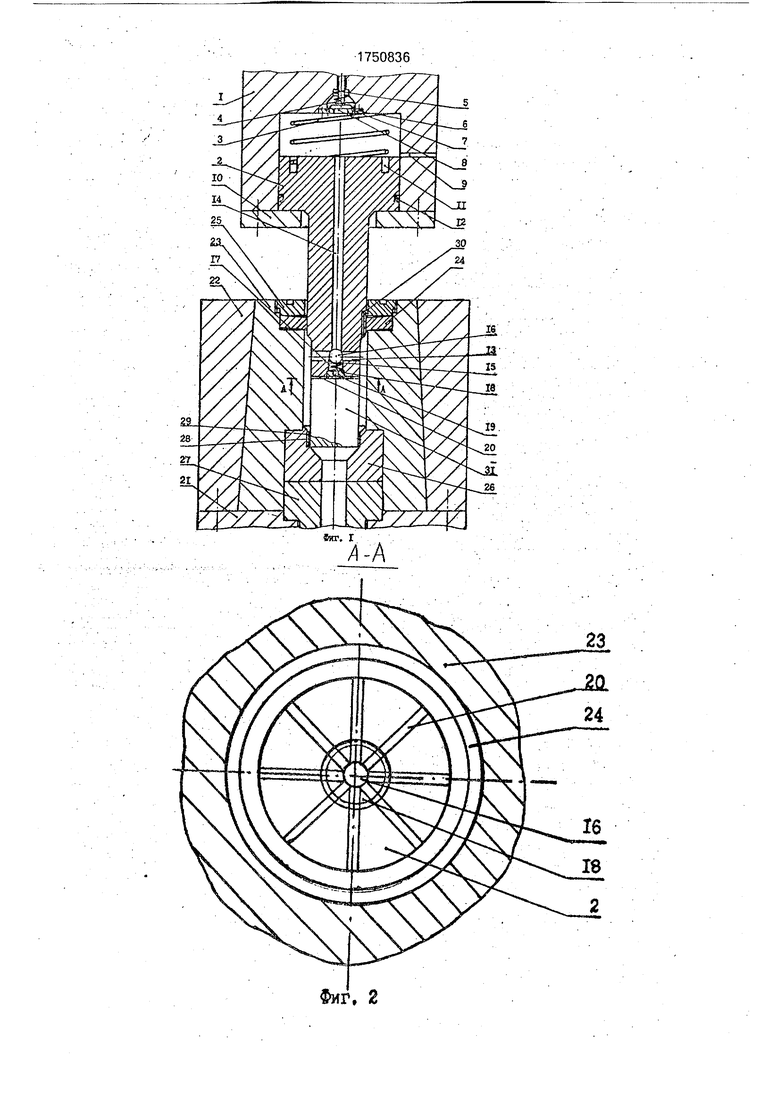
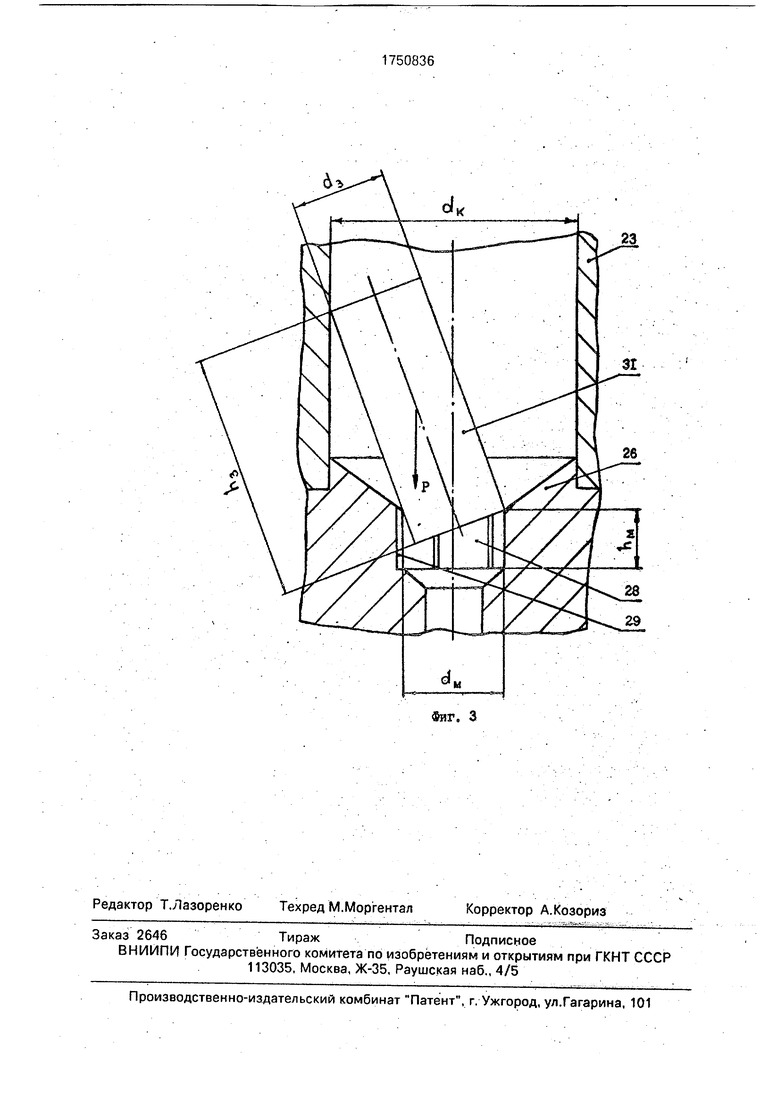
На фиг.1 представлен предлагаемый штамп, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - положение заготовки, находящейся в неустойчивом равновесии.
Штамп для прямого выдавливания изделий содержит верхнюю плиту (не показана с закрепленным на ней пуансонодержателем 1, в полостях которого размещены пуансон 2, пружина 3, клапан 4. пружина 5 (фиг.1). В планке 6, удерживающей клапан 4 и крепящейся к пуансонодержателю винтами (не показаны), выполнены отверстия 7 для выхода воздуха и 8 для воздействия рабочей жидкости на клапан 4. В пуансоно- держателе 1 также выполнено отверстие 9 для подачи рабочей среды. Кольцо 10 удерживает пуансон 2 & пуансонодержателе 1 и крепится к последнему винтами (не показаны). На торцовой поверхности хвостовика пуансона выполнена кольцевая полость 11, глубина которой определяется высотой сжатой пружины 3, а на боковой его поверхности установлено уплотнительное кольцо 12. В пуансоне 2 выполнены поперечный 13 и осевой каналы. Осевой канал состоит из части 14. расположенной между верхним торцом пуансона и местом пересечения каналов, и части 15, расположенной между местом пересечения каналов и нижним торцом пуансона. В месте пересечения каналов установлен шарик 16, прижатый к выходу части 15 осевого канала пружиной 17, сжатой винтом 18, имеющим отверстие 19. На
ч ел о с
О)
о
тюцовой поверхности пуансона 2 ВЫПОЛНР- ны диаметральные канавки 20 (фиг 1 и 2) На нижней плите 21 закреплен винтами (не показаны) бандаж 22, в котором размещен контейнер 23. В верхней части полости контейнера 23 размещено уплотнительное коническое кольцо 24, вогнутая поверхность которого расположена над выпуклой. Кольцо 24 поджимается винтом 25 В нижней части полости контейнера 23 размещены матрица 26 и втулка 27. На центрирующем цилиндрическом участке 28 матрицы 26 выполнены концентричные продольные канавки 29. В пуансоне 2 выполнен канал 30 для выхода воздуха.
Штамп работает следующим образом.
В пуансонодержатель 1 через канал 9 закачивают рабочую жидкость, например смесь масла с графитом. Нагретую до температур пластической деформации заготовку 31 помещают в полость контейнера 23 (фиг.1). При этом заготовка 31 под собственным весом самоцентрируется и устанавливается во входной цилиндрической части матрицы 26 соосно с пуансоном 2. При ходе ползуна пресса вниз пуансон 2 входит в полость контейнера 23, проходит уплотнительное кольцо 24 и воздействует торцовой поверхностью на заготовку 31. В результате противодействия заготовки 31 при продолжающемся движении пуансонодержателя 1 происходит закрытие канала 9, сжатие пружины 3, вытеснение воздуха над пуансоном 2 через каналы 7, воздействие рабочей жидкости на клапан 4, перемещение его вверх. Рост давления в рабочей жидкости приводит к ее перетеканию из полости в пуансо- нодержателе 1 через осевой канал 14 и поперечный канал 13 в простанство между заготовкой 31 и частью боковой поверхности пуансона 2 с одной стороны и внутренней стенкой контейнера 23 с другой, благодаря сжатию пружины 17 и освобождению канала 13. При этом через канал 30 из заполняемого пространства выходит воздух. В дальнейшем при перемещении пуансона 2 относительно контейнера 23 этот канал перекрывается уплотнителем 24 и выходное OTBepctV.e канала 30 попадает в закрытую полость под уплотнителем 24.
Смещение пуансона 2 относительно пуансонодержателя 1 продолжается либо до момента, когда сомкнутся их торцовые поверхности, либо до момента, когда давление рабочей жидкости в контейнере станет больше давления в пуансонодержателе. В первом случае необходимо равенство объемов полости в пуансонодержателе и свободного пространства в контейнере. Во втором - это достигается перекрытием шариком 16
канала 14 Последнее происходит в следующей последовательности. По мере заполнения рабочей жидкостью через канал 14 свободного пространства в контейнере 23 и
нарастания в ней давления пружина 17 приподнимает шарик 16 и запирает канал 14. Это приводит к дальнейшему нарастанию давления рабочей среды в контейнере 23 и дополнительному усилению прижатия ша0 рика 16 к каналу 14, благодаря воздействию на него в направлении оси канала 14 рабочей жидкости, сообщающейся с кольцевым пространством в контейнере 23 через каналы 20 на торце пуансона 2 и отверстия 19 в
5 винте 18 (фиг.2). При достижении давления, равного уровню сопротивления деформации заготовки 31, происходит пластическое истечение ее через матрицу 26. По мере выдавливания заготовки 31 через матрицу
0 26 давление рабочей жидкости в контейнере 23 уменьшается и становится меньшим давления рабочей жидкости в полости пуансонодержателя 1. В результате этого шарик 16, сжимая пружину 17, снова откроет кана5 лы 13, что приведет к перетеканию рабочей жидкости из полости пуансонодержателя 1 через канал 14 в полость контейнера 23. При обратном ходе пуансонордержателя 1 вверх пружина 3 возвращает пуансон 2 в исходное
0 положение до упора на кольцо 10, открывая канал 9 для подачи рабочей жидкости в полость пуансонодержателя 1, а пружина 17 шариком 16 запирае т канал 14. Одновременно с этим пружина отжимает клапан 4 в
5 исходное положение После закачки рабочей жидкости через канал 9 штамп готов к следу ющему циклу.
На предлагаемом штампе получали компактные прутки 012 мм из капсульных заго0 товок с порошком быстрорежущей стали 10Р6М5 для последующего формообразования профильных заготовок режущего инструмента, в частности фрез.
При назначении размеров контейнера и
5 матрицы исходили из следующих соображений. Для компактирования порошка в капсулах, как это установлено практикой, достаточной вытяжкой при экструдировании (выдавливании) заготовки является вытяжка
0 А - 5-6 При заданных конечных размерах полуфабриката (О 12 мм) это позволяет считать, что диаметр заготовки (капсулы) составит 30 мм, а длина - с учетом кратности частей получаемого экструдата после раз5 резки на мерные заготовки под последующее выдавливание из них фрез - 35 мм.
Важным фактором, определяющим реализацию схемы гидростатического выдавливания, а следовательно, существенно влияющим на износостойкость штамповой
оснастки при выдавливании в режимах гидродинамического трения, является величина зазора в контейнере А
(фиг.З). Расчеты показывают, что для обеспечения самоцентрирования под действием, силы тяжести Р заготовки 31 необходимо выполнение условия:
2/c(aV T-c2-M),
где йз+Ап dada
, A n dM - da диаметральный зазор в цилиндрическом приемнике матрицы 26.
При с 1,1 и а 1,16 максимально допустимый диаметр контейнера 22 составит 47 мм. Минимально необходимая глубина Ьм матрицы 26 определяется из условия
hM ЈVc2 1 30Vul 1ssM2 5(MM).
В нашем случае, диаметр контейнера 22 был принят равным d 40 мм, а Ьм 13 мм.
Рабочую среду, представляющую собой смесь машинного масла (70 об.%) и графита марки С-1 (30 об.%), с помощью насоса через канал 9 закачивали в полость пуансоно- держателя. Нагретую в индукторе до температуры 1100°С капсулу (3 30 мм и длиной 40 мм с порошком быстрорежущей стали помещали в контейнер и включали рабочий ход пресса. С помощью пуансона и рабочей среды производили выдавливание заготовки через матрицу напроход. В результате деформации получали прутки (3 12 мм, которые после отжига при 860°С и выдержке 4 ч разрезали на мерные заготовки длиной 60 мм для последующего выдав- ливания через матрицу профильных заготовок фрез 0 10 мм. Через каждые 50 циклов винтом 25 (фиг.1) поджимали уплот- нительное кольцо 24.
Ф о рмул а и зо б рете н ия
Штамп для прямого выдавливания изделий, содержащий пуансон с пересекающимся осевым и поперечным каналами, контейнер с установленной в нем матрицей
с калибрующей и коническими заходмыми поверхностями, уплотнители, отличающийся тем, что, с целью повышения эксплуатационной надежности шатмпа, пуансон снабжен установленным со стороны
его нижнего торца винтом с осевым отверстием, а также размещеннымв зоне пересечения каналов подпружиненным со стороны нижнего торца пуансона шариком с диаметром, большим диамтров поперечных каналов и части осевого канала, расположенной между верхним торцом пуансона и местом пересечения каналов, и меньшим диаметра части осевого канала, расположенной между местом пересечения каналов и нижним
торцом пуансона, на поверхности последнего выполнены диаметральные канавки, сообщающиеся с отверстием винта, уплотнитель выполнен в виде конического кольца, а матрица между коническими поверхностями на центрирующем цилиндрическом участке снабжена продольными канавками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для прямого выдавливания | 1978 |
|
SU871980A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| Штамп для прямого выдавливания | 1981 |
|
SU1030087A1 |
| Штамп для прямого выдавливания стержневых деталей | 1985 |
|
SU1311834A1 |
| Штамп для получения изделий с профилированной поверхностью | 1988 |
|
SU1655647A1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
Сущность изобретения: штамп содержит верхнюю плиту с закрепленный на ней пуансонодержателем, в полостях которого размещены пуансон, пружина, клапан В пуансоне выполнены поперечный и осевой кэ- налы В месте пересечения каналов установлен шарик, удерживаемый пружиной, сжатой винтом. На торцовой поверхности пуансона выполнены диаметральные канавки. На нижней плите закреплен бандаж, в котором размещен контейнер, В верхней части полости контейнера размещено уплотнительное кольцо, а в нижней - матрица, на центрирующем Цилиндрическом участке которой выполнены продольные канавки. 3 ил.
Фиг, 2
Редактор Т.Лазоренко Техред М.Моргентал
Заказ 2646ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
23
виг, 3
Корректор А.Козориз
| Колпашников А.И., Вялов В.А | |||
| Гидропрессование металлов | |||
| М. | |||
| Металлургия, 1973.С.77, рис | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
