Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для получения изделий с профилированной поверхностью.
Цель изобретения - повышение качества листовых изделий и расширение технологических возможностей.
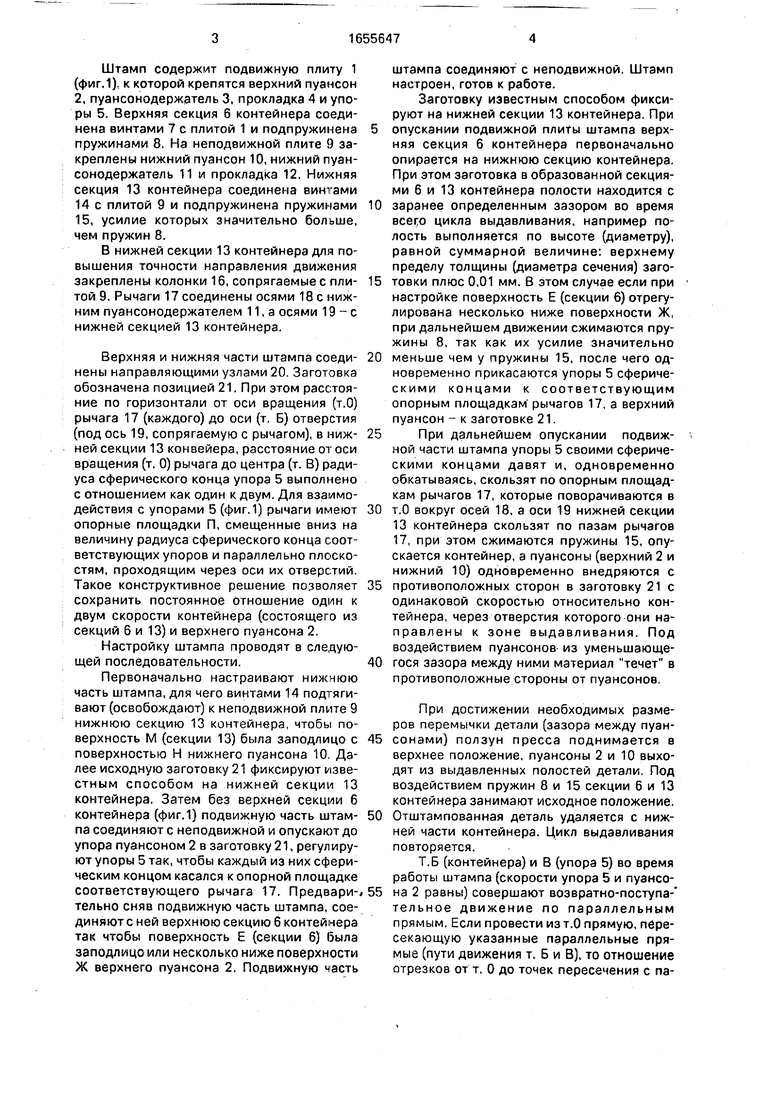
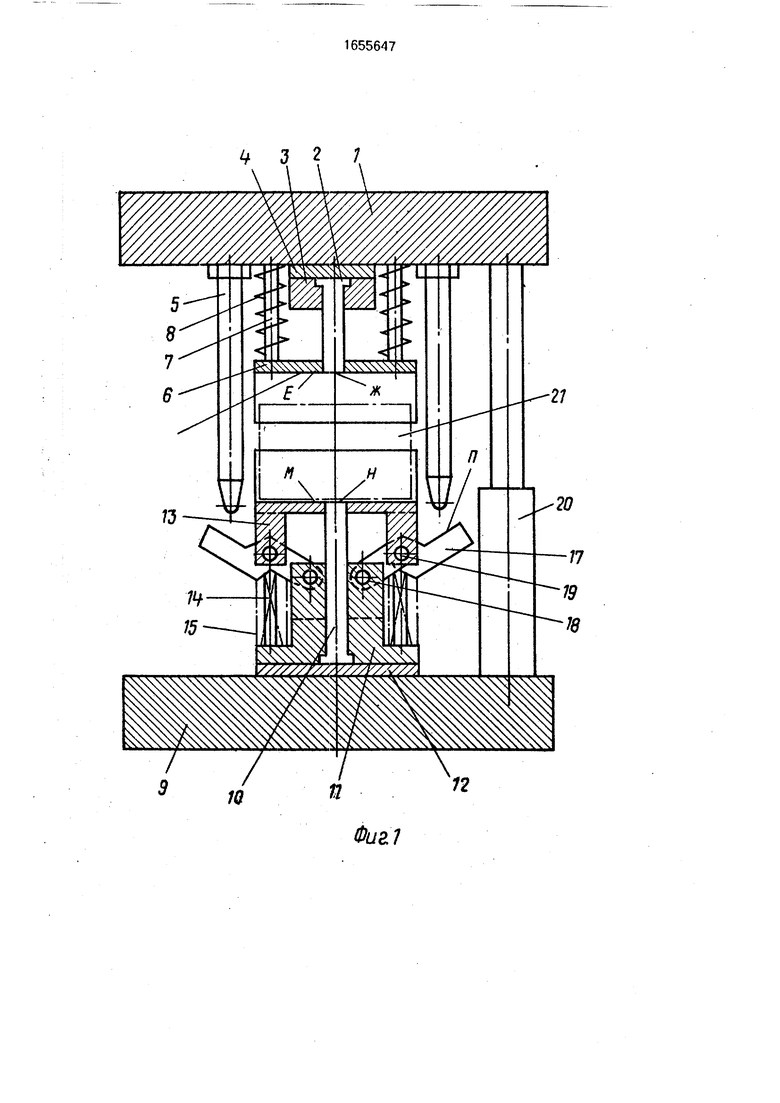
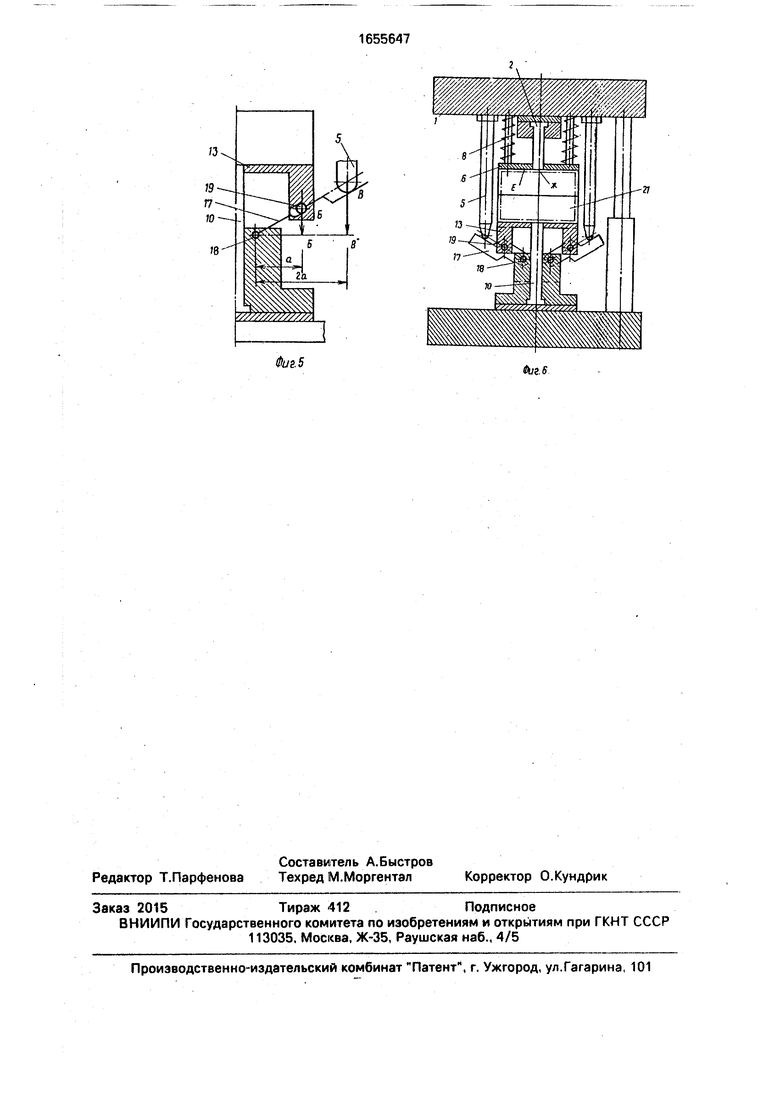
На фиг.1 изображен предлагаемый штамп, общий вид. разрез, на фиг.2 - нижняя часть штампа; на фиг.З - разрез А-А на фиг.2: на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - схема взаимодействия упора с нижней частью контейнера; на фиг.6 - отрегули- рованный штамп, момент начала выдавливания заготовки
Штамп содержит подвижную плиту 1 (фиг.1). к которой крепятся верхний пуансон 2, пуансонодержатель 3, прокладка 4 и упоры 5. Верхняя секция 6 контейнера соединена винтами 7 с плитой 1 и подпружинена пружинами 8. На неподвижной плите 9 закреплены нижний пуансон 10, нижний пуансонодержатель 11 и прокладка 12. Нижняя секция 13 контейнера соединена винтами 14 с плитой 9 и подпружинена пружинами 15, усилие которых значительно больше, чем пружин 8.
В нижней секции 13 контейнера для повышения точности направления движения закреплены колонки 16, сопрягаемые с пли- той 9. Рычаги 17 соединены осями 18 с нижним пуансонодержателем 11, а осями 19 - с нижней секцией 13 контейнера.
Верхняя и нижняя части штампа соеди- нены направляющими узлами 20. Заготовка обозначена позицией 21. При этом расстояние по горизонтали от оси вращения (т.О) рычага 17 (каждого) до оси (т. Б) отверстия (под ось 19, сопрягаемую с рычагом), в ниж- ней секции 13 конвейера, расстояние от оси вращения (т. 0) рычага до центра (т. В) радиуса сферического конца упора 5 выполнено с отношением как один к двум. Для взаимодействия с упорами 5 (фиг.1) рычаги имеют опорные площадки П, смещенные вниз на величину радиуса сферического конца соответствующих упоров и параллельно плоскостям, проходящим через оси их отверстий. Такое конструктивное решение позволяет сохранить постоянное отношение один к двум скорости контейнера (состоящего из секций 6 и 13) и верхнего пуансона 2.
Настройку штампа проводят в следующей последовательности.
Первоначально настраивают нижнюю часть штампа, для чего винтами 14 подтягивают (освобождают) к неподвижной плите 9 нижнюю секцию 13 контейнера, чтобы поверхность М (секции 13) была заподлицо с поверхностью Н нижнего пуансона 10. Далее исходную заготовку 21 фиксируют известным способом на нижней секции 13 контейнера. Затем без верхней секции 6 контейнера (фиг.1) подвижную часть штам- па соединяют с неподвижной и опускают до упора пуансоном 2 в заготовку 21, регулируют упоры 5 так, чтобы каждый из них сферическим концом касался к опорной площадке соответствующего рычага 17. Предварительно сняв подвижную часть штампа, соединяют с ней верхнюю секцию 6 контейнера так чтобы поверхность Е (секции 6) была заподлицо или несколько ниже поверхности Ж верхнего пуансона 2. Подвижную часть
штампа соединяют с неподвижной. Штамп настроен, готов к работе.
Заготовку известным способом фиксируют на нижней секции 13 контейнера. При опускании подвижной плиты штампа верхняя секция 6 контейнера первоначально опирается на нижнюю секцию контейнера. При этом заготовка в образованной секциями 6 и 13 контейнера полости находится с заранее определенным зазором во время всего цикла выдавливания, например полость выполняется по высоте (диаметру), равной суммарной величине: верхнему пределу толщины (диаметра сечения) заготовки плюс 0,01 мм. В этом случае если при настройке поверхность Е (секции 6) отрегулирована несколько ниже поверхности Ж, при дальнейшем движении сжимаются пружины 8, так как их усилие значительно меньше чем у пружины 15, после чего одновременно прикасаются упоры 5 сферическими концами к соответствующим опорным площадкам рычагов 17, а верхний пуансон - к заготовке 21.
При дальнейшем опускании подвижной части штампа упоры 5 своими сферическими концами давят и, одновременно обкатываясь, скользят по опорным площадкам рычагов 17, которые поворачиваются в т.О вокруг осей 18, а оси 19 нижней секции 13 контейнера скользят по пазам рычагов 17, при этом сжимаются пружины 15, опускается контейнер, а пуансоны (верхний 2 и нижний 10) одновременно внедряются с противоположных сторон в заготовку 21 с одинаковой скоростью относительно контейнера, через отверстия которого они направлены к зоне выдавливания. Под воздействием пуансонов из уменьшающегося зазора между ними материал течет в противоположные стороны от пуансонов,
При достижении необходимых размеров перемычки детали (зазора между пуансонами) ползун пресса поднимается в верхнее положение, пуансоны 2 и 10 выходят из выдавленных полостей детали. Под воздействием пружин 8 и 15 секции 6 и 13 контейнера занимают исходное положение. Отштампованная деталь удаляется с нижней части контейнера. Цикл выдавливания повторяется.
Т.Б (контейнера) и В (упора 5) во время работы штампа (скорости упора 5 и пуансона 2 равны) совершают возвратно-поступа- тельное движение по параллельным прямым. Если провести из т.О прямую, пересекающую указанные параллельные прямые (пути движения т. Б и В), то отношение отрезков от т. О до точек пересечения с параллельными прямыми будет сохранено. Остается справедливо отношение
2а
V
В
- -,откуда VD 2 V
где а - расстояние (по горизонтали) от т.О до оси отверстия Б в нижней секции 13 контейнера;
2а - расстояние от т,0 до центра В радиуса сферического конца упора 5;
V - скорость (путь) движения контейнера;
V - скорость (путь) движения упора 5 (пуансона 2).
Относительно пуансона 10 скорость опускания нижней секции 13 контейнера равна V6 - скорости внедрения нижнего пуансона в заготовку относительно нижней секции контейнера. Верхний пуансон 2 движется со скоростью V . Верхняя секция 6 контейнера движется в том же направлении со скоростью V6, откуда скорость внедрения верхнего пуансона в заготовку равна Vе - V6 2 VB - VB VB т.е. скорости внедрения в заготовку верхнего и нижнего пуансонов относительно контейнера равны V . Обеспечивается условие равных величин внедрения в заготовку верхнего и нижнего пуансонов относительно плоских поверхностей листовых деталей или относительно диаметрально расположенных образующих поверхностей (стержневых) во время всего цикла выдавливания.
Формула изобретения
1. Штамп для получения изделий с профилированной поверхностью, содержащий верхний пуансон, связанный с подвижной плитой, нижний пуансон, связанный с неподвижной нижней плитой, нижнюю секцию контейнера, установленную концентрично нижнему пуансону с возможностью перемещения в осевом направлении и снабженную приводом перемещения в виде рычагов, каждый из которых шарнир- но соединен одним концом с нижним пуансонодержателем, другим концом размещен с возможностью взаимодействия с соответствующим упором, жестко закрепленным на подвижной плите и имеющим рабочий торец со сферической поверхностью, и расположен с возможностью взаимодействия промежуточным участком с нижней секцией контейнера, отличающийся тем, что. с целью повышения качества изделий и рэсширения технологических возможностей, он снабжен верхней секцией контейнера, связанной с подвижной плитой, подпружиненной относительно нее и размещенной концентрично верхнему пуансону с возможностью смыкания с нижней секцией контейнера в плоскости, перпендикулярной движения верхнего пуансона направлению, указанные рычаги соединены с нижней секцией контейнера промежуточными участкзми шарнирно, причем расстояние по горизонтали от оси вращения каждого рычага в зоне соединения его с нижним пуансо- нодержателем до оси отверстия под ось, соединяющую соответствующий рычаг с
нижней секцией контейнера к расстоянию от оси вращения рычага до центра радиуса сферической поверхности соответствующего упора выполнено с отношонием один х двум, а нижняя секция подпр,хине; 3 относительно неподвижной нижней плиты.
2. Штамп по п.1,отличающимся тем, что каждый рычаг в зоне взЗ .модейст- вия с соответствующим упором имеет опорную площадку, смещенную к неподвижной
нижней плите на величину радиуса сферической поверхности упора и с возможностью расположения параллельно плоскости, проходящей через оси отверстий его шарнирных связей.
3, Штамп по п. 1, отличающий ся тем, что усилие воздействия пружин на нижнюю секцию контейнера превышает усилия воздействия пружин на верхнюю секцию контейнера.
Ј
JV
го
S 8 СЗ
Физ.2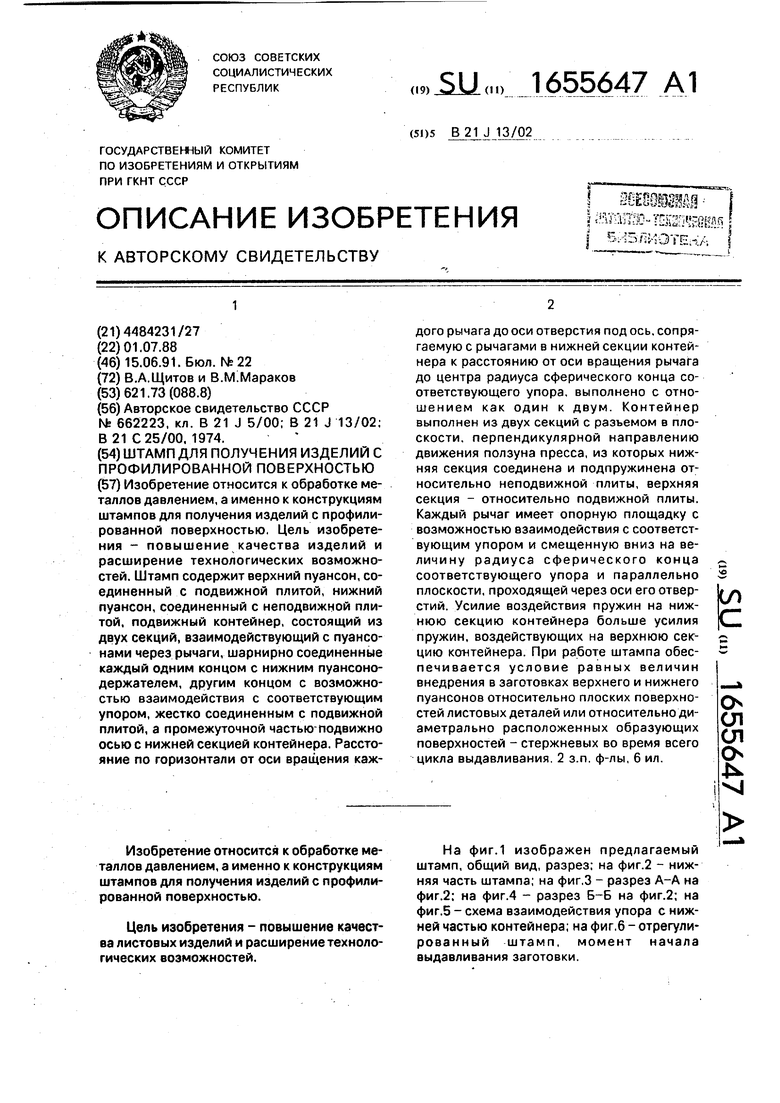

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для выдавливания на двухкоординатном прессе | 2021 |
|
RU2776751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп для прямого выдавливания | 1978 |
|
SU871980A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| Штамп для прямого выдавливания изделий | 1990 |
|
SU1750836A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Штамп для выдавливания деталей типа стаканов с ребрами и ступицей | 1980 |
|
SU927404A1 |
| Штамп для гибки штучных заготовок | 1984 |
|
SU1247123A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для получения изделий с профилированной поверхностью. Цель изобретения - повышение качества изделий и расширение технологических возможностей. Штамп содержит верхний пуансон, соединенный с подвижной плитой, нижний пуансон, соединенный с неподвижной плитой, подвижный контейнер, состоящий из двух секций, взаимодействующий с пуансонами через рычаги, шарнирно соединенные каждый одним концом с нижним пуансоно- держателем, другим концом с возможностью взаимодействия с соответствующим упором, жестко соединенным с подвижной плитой, а промежуточной частью подвижно осью с нижней секцией контейнера. Расстояние по горизонтали от оси вращения каждого рычага до оси отверстия под ось. сопрягаемую с рычагами в нижней секции контейнера к расстоянию от оси вращения рычага до центра радиуса сферического конца соответствующего упора, выполнено с отношением как один к двум. Контейнер выполнен из двух секций с разъемом в плоскости, перпендикулярной направлению движения ползуна пресса, из которых нижняя секция соединена и подпружинена относительно неподвижной плиты, верхняя секция - относительно подвижной плиты Каждый рычаг имеет опорную площадку с возможностью взаимодействия с соответствующим упором и смещенную вниз на величину радиуса сферического конца соответствующего упора и параллельно плоскости, проходящей через оси его отверстий. Усилие воздействия пружин на нижнюю секцию контейнера больше усилия пружин, воздействующих на верхнюю секцию контейнера При работе штампа обеспечивается условие равных величин внедрения в заготовках верхнего и нижнего пуансонов относительно плоских поверхностей листовых деталей или относительно ди- аметрально расположенных образующих поверхностей - стержневых во время всего цикла выдавливания 2 з.п. ф-лы 6 ил. (Л С о СП ел о 1 VJ
ю
л
77
Фиг.З
6-е
Фиг.5
Фиге
| Способ выдавливания металлических деталей | 1974 |
|
SU662223A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
