Изобретение относится преимущественно к литейному производству и может быть использовано в устройствах для уплотнения формовочной смеси с помощью сжатого газа.
Целью изобретения является улучшение качества форм.
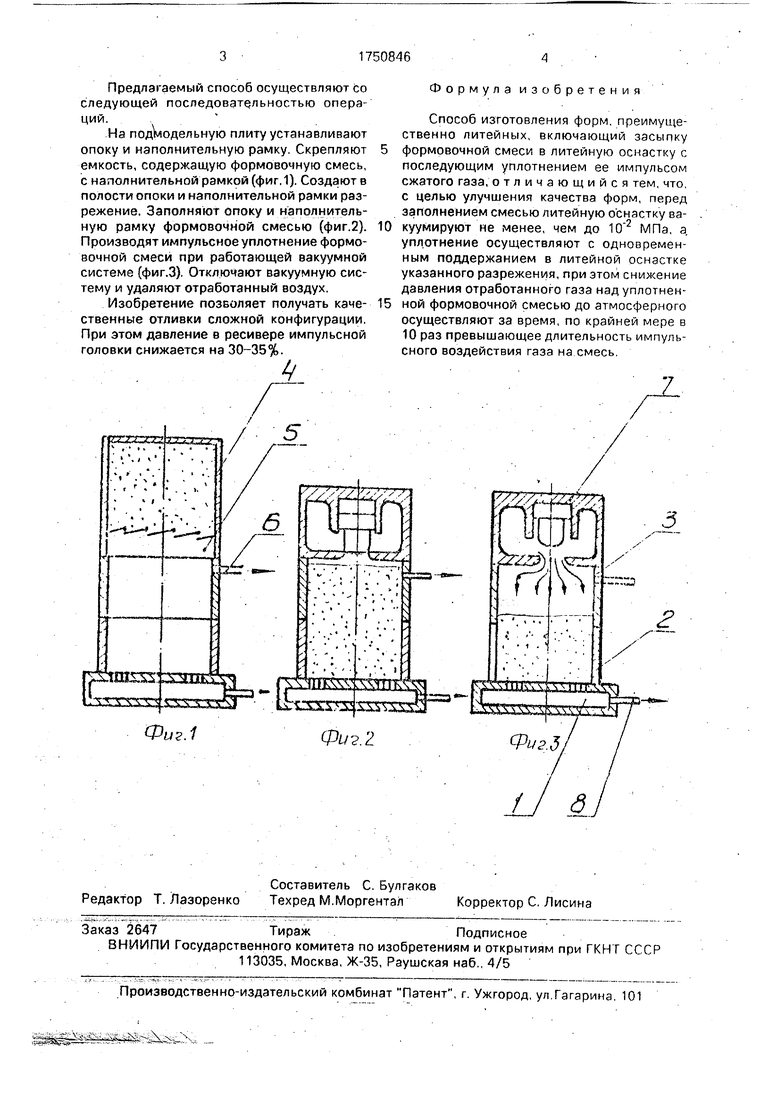
На фиг.1 показана формовочная машина для реализации способа перед заполнением оснастки формовочной смесью; на фиг.2 - вакуумируемая оснастка, заполнен- - ная формовочной смесью; на фиг 3 - формовочная смесь в момент уплотнения
На подмодельную плиту 1 с моделью устанавливают опоку 2 и наполнительную рамку 3. Наполнительную рамку 3 скрепляют с емкостью 4, содержащей формовочную смесь, образуя герметичную полость 5 между модельной плитой 1 и емкостью 4 Образовавшуюся герметичную полость 5 сообщают с вакуумной системой 6 и создают в полости 5 разрежение не менее
, после чего, поддерживая разрежение, из емкости 4 производят заполнение опоки 2 и наполнительной рамки 3 формовочной смесью. Затем при работающей вакуумной системе 8 производят с помощью формообразующего элемента 7 импульсное уплотнение смеси, удаляют отработавший газ через клапанное устройство системы 8, обеспечивая длительность снижения давления газа в полости 5 после импульса до атмосферного за время, по крайней мере в 10 раз превышающее длительность импульсного воздействия газа на смесь при этом продолжительность импульсного воздействия не превышает 0,1 с, а длительность снижения давления над уплотненной смесью превышает 1,0 с При увеличении глубины вакуума с 10 до 10 МПа рабочее давление газа может быть снижено с 0,6 до 0,3 МПа Дальнейшее увеличение глубины вакуума свыше МПа практически не влияет на экономичность процесса и качество форм
х| ел о
00
Os
Предлагаемый способ осуществляют со следующей последовательностью операций.
На подмодельную плиту устанавливают опоку и наполнительную рамку. Скрепляют емкость, содержащую формовочную смесь, с наполнительной рамкой (фиг,1). Создают в полости опоки и наполнительной рамки разрежение. Заполняют опоку и наполнительную рамку формовочной смесью (фиг.2). Производят импульсное уплотнение формовочной смеси при работающей вакуумной системе (фиг.З). Отключают вакуумную систему и удаляют отработанный воздух.
Изобретение позволяет получать качественные отливки сложной конфигурации. При этом давление в ресивере импульсной головки снижается на 30-35%.
Формула изобретения
Способ изготовления форм, преимущественно литейных, включающий засыпку
формовочной смеси в литейную оснастку с последующим уплотнением ее импульсом сжатого газа, отличающийся тем, что с целью улучшения качества форм, перед заполнением смесью литейную оснастку вакуумируют не менее, чем до МПа, а уплотнение осуществляют с одновременным поддержанием в литейной оснастке указанного разрежения, при этом снижение давления отработанного газа над уплотненной формовочной смесью до атмосферного осуществляют за время, по крайней мере в 10 раз превышающее длительность импульсного воздействия газа на смесь
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| Устройство для уплотнения формовочного материала | 1989 |
|
SU1766593A1 |
| Способ изготовления литейных форм | 1989 |
|
SU1764775A1 |
| Способ уплотнения зернистых материалов и устройство для его осуществления | 1979 |
|
SU980605A3 |
| Способ уплотнения формовочного материала и импульсообразующее устройство для его осуществления | 1989 |
|
SU1708493A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Способ изготовления литейных форм и стержней | 1988 |
|
SU1533820A1 |
| Способ изготовления литейных форм и устройство для его осуществления | 1980 |
|
SU997954A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
Изобретение относится преимущественно к литейному производству и может быть использовано в устройствах для уплотнения формовочной смеси с помощью сжатого газа. Целью изобретения является улучшение качества форм Формовочная смесь, находящаяся в герметичной оснастке, перед уплотнением вакуумируется При этом осуществляется ее уплотнение посредством воздействия импульса сжатого газа После реализации уплотнения смеси повышение остаточного давления газов в герметичной полости оснастки до атмосферного осуществляют по крайней мере в 10 раз дольше, чем длительность импульса уплотнения 3 ил (Л С
Фиг.1
| Способ изготовления литейных форм и стержней | 1988 |
|
SU1533820A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
