Изобретение относится к литейному производству, а именно к изготовлению форм и стержней с применением сжатого газа для их уплотнения
Целью изобретения является повышение равномерности уплотнения форм. Существенным отличительным признаком является то, что смесь перед воздействием на нее сжатым газом поднимают вверх с помощью вакуума, затем отключают вакуум и сжатым газом воздействуют на смесь и уплотняют ее импульсом сжатого газа, при этом начинают воздействовать на смесь до опускания смеси вниз до первоначального исходного уровня.
В результате подъема смеси над оснасткой при одновременном создании в
полости вакуума смесь под воздействием импульса сжатого газа приобретает значительную скорость, которая и позволяет надежно уплотнять смесь с более высокой степенью уплотнения и равномерностью, чем при известных способах.
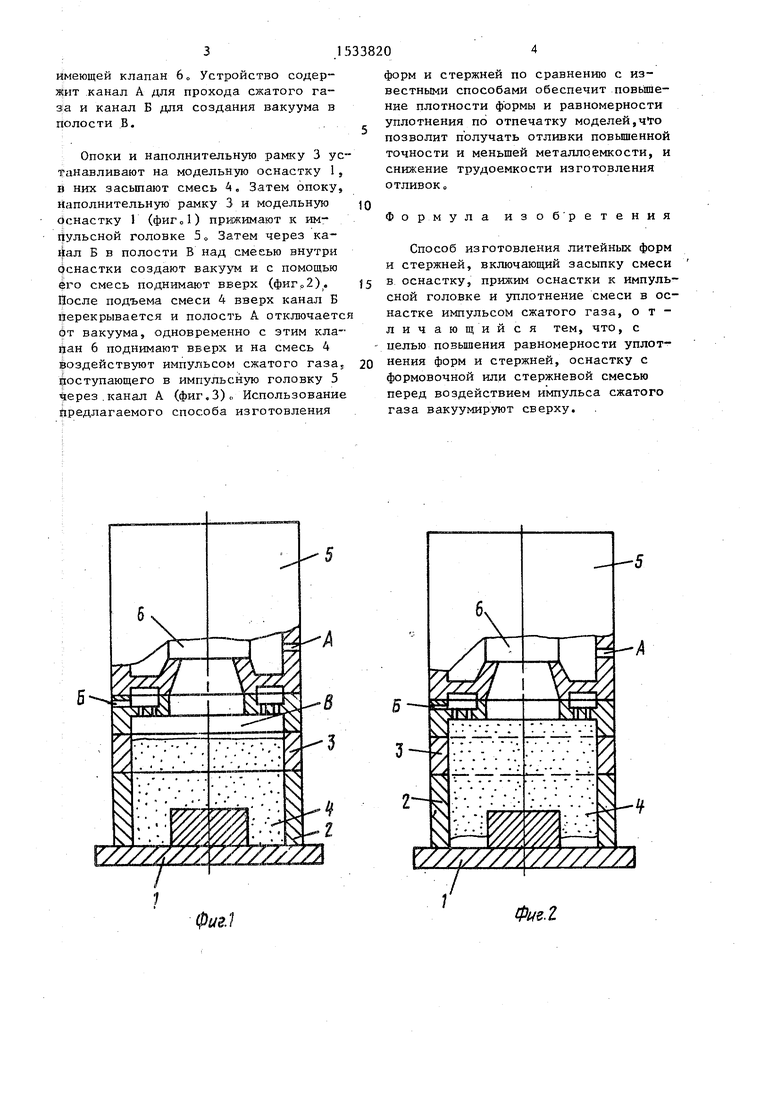
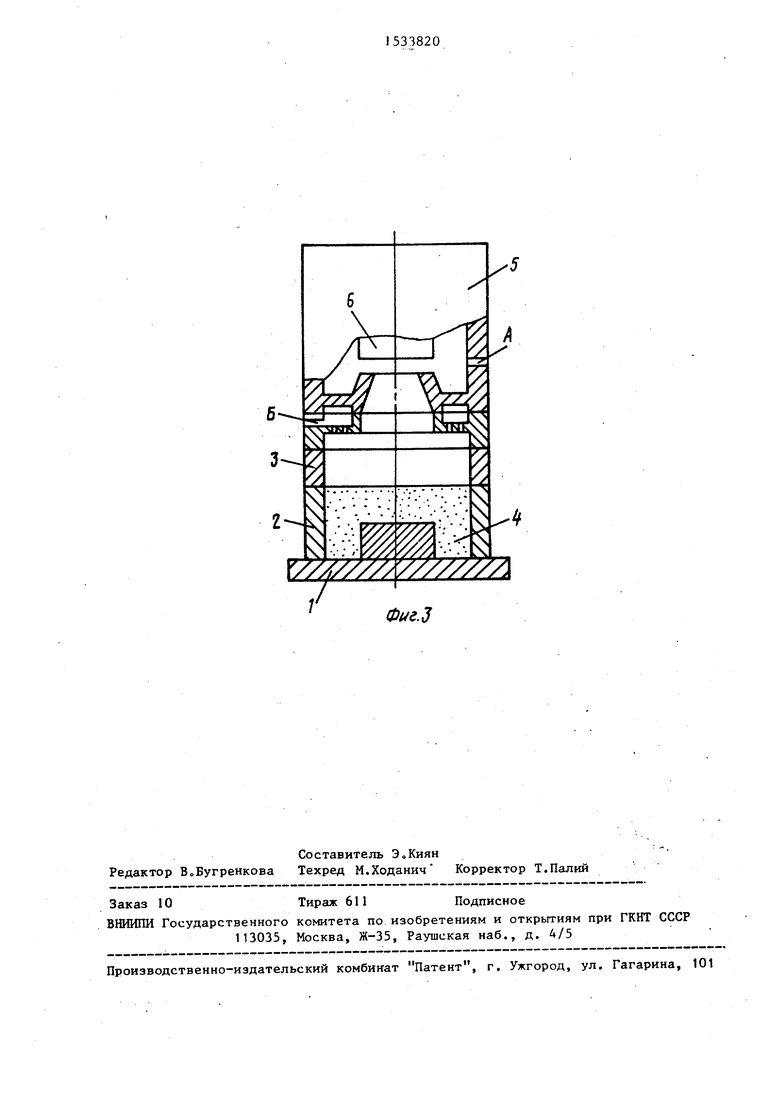
На фиг01 показано положение формовочной смеси после засыпки; на фиг.2 - то же, при вакуумировании, вид сверху; на фиг.З - то же, после отключения вакуума и воздействия импульса сжатого газа.
Способ осуществляется при помощи устройства, состоящего из модельной оснастки 1, опок 2 с наполнительной рамкой 3, в которой находится смесь 4, уплотняемая импульсной головкой 5,
имеющей клапан 6„ Устройство содержит канал А для прохода сжатого газа и канал Б для создания вакуума в полости В.
Опоки и наполнительную рамку 3 устанавливают на модельную оснастку 1s в них засыпают смесь 4 , Затем опоку, наполнительную рамку 3 и модельную оснастку 1 (фиг01) прижимают к импульсной головке 5 о Затем через канал Б в полости В над смесью внутри оснастки создают вакуум и с помощью его смесь поднимают вверх (фиг«2) После подъема смеси 4 вверх канал Б перекрывается и полость А отключаетс от вакуума, одновременно с этим клапан 6 поднимают вверх и на смесь 4 воздействуют импульсом сжатого газа, поступающего в импульсную головку 5 через канал А (фиг.З),, Использование предлагаемого способа изготовления
5
0
форм и стержней по сравнению с известными способами обеспечит повышение плотности формы и равномерности уплотнения по отпечатку моделей,что позволит получать отливки повышенной точности и меньшей металлоемкости, и снижение трудоемкости изготовления отливок.
Формула изобретения
Способ изготовления литейных форм и стержней, включающий засыпку смеси в оснастку, прижим оснастки к импульсной головке и уплотнение смеси в оснастке импульсом сжатого газа, отличающийся тем, что, с целью повышения равномерности уплотнения форм и стержней, оснастку с формовочной или стержневой смесью перед воздействием импульса сжатого газа вакуумируют сверху.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения литейных форм и стержней | 1986 |
|
SU1380850A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1989 |
|
SU1764775A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Способ изготовления форм | 1989 |
|
SU1750846A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Импульсная головка | 1983 |
|
SU1282953A1 |
Изобретение относится к литейному производству, а именно к изготовлению форм и стержней с применением сжатого газа для их уплотнения. Цель изобретения - повышение равномерности и уплотнения форм и стержней. Сущность предложенного изобретения заключается в том, что смесь перед воздействием на нее сжатым газом поднимают с помощью вакуума, а затем сжатым газом воздействуют на смесь до ее опускания до первоначального исходного уровня. В результате подъема смеси над модельной оснасткой и одновременного отключения вакуума и подачи импульса сжатого газа формовочная или стержневая смесь приобретает большую скорость, чем при воздействии только импульса сжатого газа. Большая скорость движения смеси при уплотнении позволяет повысить величину и равномерность уплотнения формовочной или стержневой смеси. Повышенная плотность формы и равномерность уплотнения по отпечатку из моделей позволяет получать отливки повышенной точности и меньшей металлоемкости. 3 ил.
фиг.1
/Z/7/A
Г
V//////X
Фие.2
//4////////////л
1
I
Фиг.З
Фиг.З
| ПНЕВМАТИЧЕСКИХ СЕПАРАТОРОВ | 0 |
|
SU201260A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
