Изобретение относится к обработке металлов давлением, преимущественно к машинам для резки проката.
Известны барабанные летучие ножницы, содержащие рабочую клеть с механизмом резания в виде двух барабанов с ножами, привод вращения барабанов и систему управления приводом.
Недостатком известных ножниц является то, что система управления приводом не имеет автоматической коррекции скорости вращения барабанов. Горизонтальные динамические нафузки, возникающие Ъ момент реза из-за рассогласования горизонтальных составляющих скоростей ножей и разрезаемого металла,не компенсируются также и конструкцией ножниц и приводят к преждевременному износу узлов рабочей клети и привода. , Известны также барабанные летучие ножницы, содержащие рабочую клеть, установленную на направляющих фундаментных плит с возможностью смещения вдоль оси подачи разрезаемого материала, амортизирующие упоры, привод вращения барабанов и систему управления приводом.
Недостатком известных ножниц является отсутствие автоматической коррекции скорости в системе управления приводом вращения барабанов. Горизонтальные динамические нагрузки, возникающие при резе из-за несоответствия горизонтальных составляющих окружных скоростей режущих кромок верхнего и нижнего ножей и горизонтальной составляющей линейной скорости разрезаемого металла в процессе реза, а следовательно, и появления в момент реза избыточных натяжений металла между ножницами и смежными с ними машинами, не устраняются полностью при смещении клети вследствие инерционности клети и малой продолжительности времени реза. Указанные нагрузки являются причиной снижения надежности работы ножниц и долговечности узлов рабочей клети и привода.
Целью изобретения является повышение надежности и долговечности ножниц и
VI СП О
со
$
ножей путем снижения динамических нагрузок, возникающих при резе из-за рассогласования горизонтальных составляющих скоростей ножей и разрезаемого материала.
Поставленная цель достигается тем, что барабанные летучие ножницы, содержащие рабочую клеть с механизмом резания в виде двух барабанов с ножами, установленную с возможностью возвратно-поступательного перемещения в направляющих фундаментных плит, расположенных перпендикулярно осевой плоскости барабанов, а также амортизирующие упоры, установленные с возможностью взаимодействия с рабочей клетью и привод вращения барабанов, связанный с последними посредством компенсирующей муфты, снабжены системой управления приводом вращения барабанов, гидравлическими аккумуляторами и датчиками смещения рабочей клети, при этом последние выполнены в виде преобразователей давления и связаны с системой управления приводом вращения барабанов, а амортизирующие упоры выполнены в виде силовых гидравлических цилиндров, поршневые полости которых соединены с гидравлическими аккумуляторами. При смещении клети, вызванном горизонтальными нагрузками, возникающими при резе вследствие рассогласования горизонтальных составляющих скоростей ножей и разрезаемого металла, часть жидкости из поршневых полостей цилиндров вытесняется в гидравлические аккумуляторы, при этом повышение давления в гидравлической системе при помощи преобразователей давления преобразуется в управляющий электрический сигнал, поступающий в вычислительное устройство системы управления приводом вращения барабанов, осуществляющее в зависимости от величины сигнала автоматическую коррекцию скорости вращения барабанов.
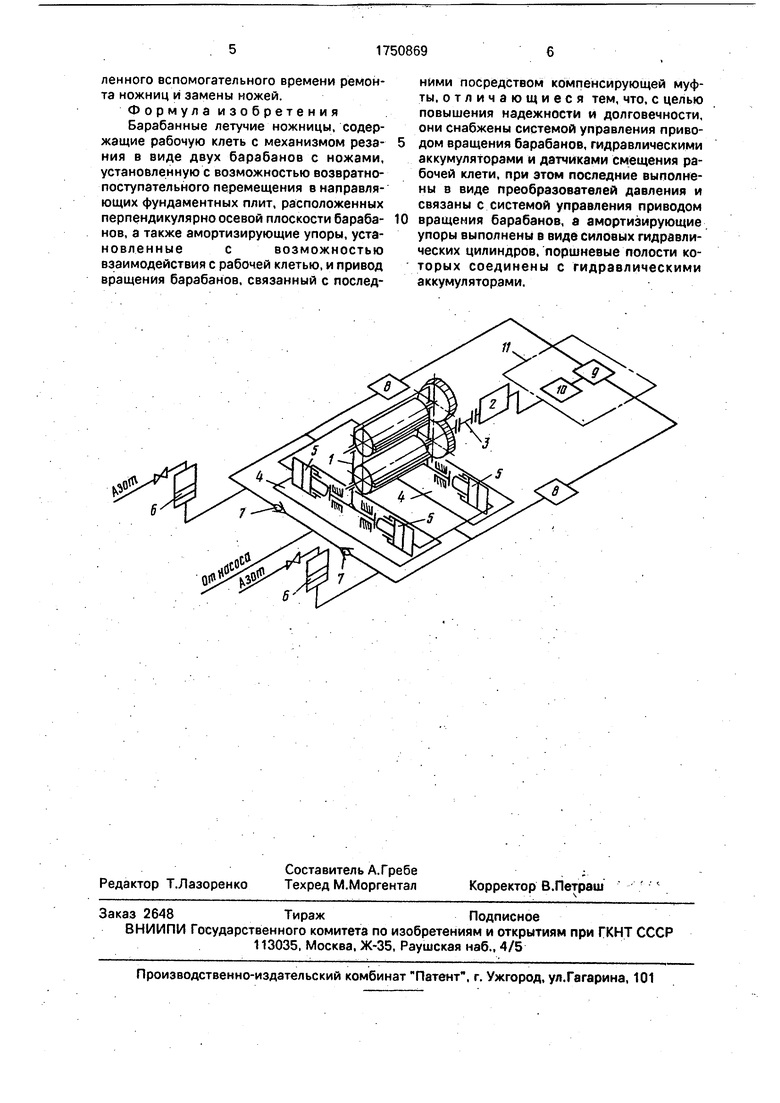
На чертеже приведена схема барабанов летучих ножниц,
Ножницы содержат рабочую клеть 1 с механизмом резания в виде двух барабанов с ножами. Барабаны связаны между собой передачей и имеют привод 2 вращения, соединенный с одним из барабанов посредством компенсирующей муфты 3. Рабочая клеть 1 установлена на направляющих, которыми снабжены фундаментные плиты 4. На фундаментных плитах размещены также амортизирующие упоры 5, выполненные в виде силовых гидравлических цилиндров, штоки которых контактируют с рабочей клетью. Поршневые полости цилиндров соединены с гидравлическими аккумуляторами 6 обратными клапанами 7 и датчиками смещения рабочей клети, выполненными в виде преобразователей 8 давления. Преобразователи 8 давления соединены с вычислительным устройством 9 и регулятором 10 скорости системы управления приводом вращения барабанов 11.
Летучие барабанные ножницы работают следующим образом.
0 Рабочая жидкость под расчетным дав лением, требуемым для обеспечения необходимой жесткости, подается в гидросистему амортизирующих упоров 5. Утечка жидкости из системы предотвраща5 ется обратными клапанами 7. Для осуществления реза материала барабаны с ножами, размещенные в рабочей клети 1, приводятся во вращение при помощи привода 2 через компенсирующую муфту 3. При
0 появлении горизонтальных нагрузок в момент реза, вызванных рассогласованием горизонтальных составляющих скоростей ножей и разрезаемого материала, происходит смещение рабочей клети ножниц по на5 правляющим фундаментных плит 4 в направлении действия указанных нагрузок. Смещение рабочей клети вызывает перемещение контактирующих с ней штоков амортизирующих упоров 5, что приводит к
0 повышению давления в гидравлической системе. При этом рабочая жидкость из поршневых полостей упоров 5 вытесняется в гидравлические аккумуляторы 6, заполненные сжатым газом. Повышение давления в
5 системе регулируется преобразователями 8 давления и преобразуется в электрический сигнал, поступающий в вычислительное устройство 9 системы управления приводом вращения барабанов 11. После окончания
0 реза амортизирующие упоры 5 за счет потенциальной энергии газа, накопленной при смещении клети в аккумуляторах 6, возвращают рабочую клеть в исходное положение. Вычислительное устройство 9 в
5 зависимости от величины сигнала, поступившего от преобразователей 8, при последующем резе выдает на регулятор 10 скорости привода вращения барабанов скорректированный сигнал, позволяющий
0 произвести рез с минимальным рассогласованием скоростей ножей и разрезаемого материала, не вызывающим смещение рабочей клети.
Технико-экономическая эффективность
5 изобретения достигается за счет повышения производительности прокатного стана, в линии которого установлены данные ножницы, получаемой путем повышения надежности и долговечности ножниц и ножей и использования, таким образом, сэкономленного вспомогательного времени ремонта ножниц и замены ножей.
Формула изобретения Барабанные летучие ножницы, содержащие рабочую клеть с механизмом резания в виде двух барабанов с ножами, установленную с возможностью возвратно- поступательного перемещения в направляющих фундаментных плит, расположенных перпендикулярно осевой плоскости барабанов, а также амортизирующие упоры, установленныесвозможностьювзаимодействия с рабочей клетью, и привод вращения барабанов, связанный с послед
ними посредством компенсирующей муфты, отличающиеся тем, что, с целью повышения надежности и долговечности, они снабжены системой управления приводом вращения барабанов, гидравлическими аккумуляторами и датчиками смещения рабочей клети, при этом последние выполнены в виде преобразователей давления и связаны с системой управления приводом вращения барабанов, а амортизирующие упоры выполнены в виде силовых гидравлических цилиндров, поршневые полости которых соединены с гидравлическими аккумуляторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ КАТАНОЙ ПОЛОСЫ | 1997 |
|
RU2220029C2 |
| Барабанные летучие ножницы | 1988 |
|
SU1539003A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ ПРИ РЕЗЕ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2100151C1 |
| ГИДРОПРИВОД ЛЕТУЧИХ КАЧАЮЩИХСЯ НОЖНИЦ | 1998 |
|
RU2134194C1 |
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Барабанные летучие ножницы | 1976 |
|
SU656755A1 |
Использование: обработка металлов давлением, машины для резки проката. Сущность изобретения: привод 2 вращения барабанов содержит систему 11 управления. Последняя связана с датчиками смещения рабочей клети 1. выполненными в виде преобразователей 8 давления. Рабочая клеть 1 ножниц связана с амортизирующими упорами 5 в виде силовых гидро цилинд- ров. Поршневые полости гидроцилиндров соединены с гидравлическими аккумуляторами 6, 1 ил,
| Иваницкий Ю | |||
| Н„ Мавроди А, Г | |||
| Электропривод и автоматизация летучих ножниц для обрезки концов проката станов горячей прокатки | |||
| НИИИНФОРМтяжмаш, Металлургическое оборудование, 1972, № 15, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Барабанные летучие ножницы | 1988 |
|
SU1539003A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
