Изобретение относится к машиностроению, а именно к конструкции приводов установок для сварки давлением в вакууме, в т.ч. диффузионной.
-Известен гидропривод, содержащий соединенный с силовым цилиндром и редукционным клапаном распределитель.
Недостатком указанного привода является низкая точность регулирования усилия, что снижает качество изделий, а также невозможность использования привода в установках для диффузионной сварки.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является привод установки для сварки давлением, содержащий соединенный с силовым цилиндром и редукционным клапаном распределитель, установленные между гидроцилиндром и распределителем регуляторы потока с обратными клапанами, два дополнительных, соединенных между собой
распределителя, вход од н оТоЧГЗ которых соединен с полостью дистанционного управления, и соединенные с выходами другого дополнительного распределителя два предохранительных клапана.
Недостатком указанной установки является огранйченнаяЧ-бчн беть регулирования усилия сжатия, так как обеспечиваются всего три фиксированных значения усилия во всем диапазоне регулирования Это приводит к снижению качества изделий и ограничивает технологические возможности установки. Кроме того, применение гидро привода в вакуумной печи недопустимо вследствие возможных подтеканий масла, наличия масляных паров и т.д
Целью изобретения является повышение качества и расширение номенклатуры свариваемых изделий путем увеличения точности нагружения.
(Л
С
XI СЛ О 00 О
Поставленная цель достигается тем, что в приводе установки для сварки давлением, содержащем силовой цилиндр, регуляторы потока два распределителя и редукционный клапан, причем цилиндр через регуляторы потока и первый распределитель связан с магистралью подачи рабочей среды, последовательно с первым цилиндром установлен цилиндр меньшего диаметра, поршневое пространство которого соединено через второй распределитель и редукционный клапан с магистралью подачи рабочей среды
Установка последовательно с первым цилиндром второго цилиндра меньшего диаметра, поршневое пространство которого соединено с вторым распределителем и через редукционный клапан - с магистралью подачи рабочей среды, обеспечивает повышение точности нэгружения изделия без повышения чувствительности элементов привода, так как точная величина усилия достигается за счет последовательно установленного цилиндра. Это обеспечивает повышение качества свариваемых изделий в результате приложения требуемой нагрузки с высокой степенью точности, а также расширение диапазона свариваемых изделий, поскольку расширяется диапазон значений усилия сжатия.
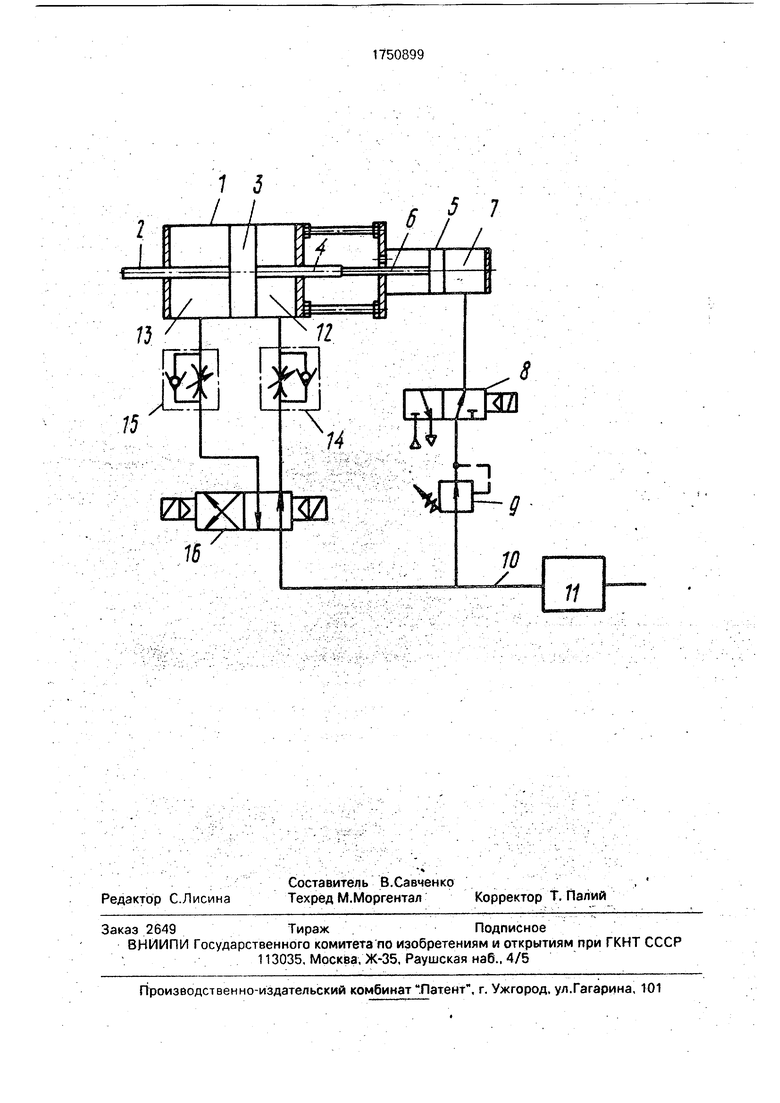
На чертеже представлена схема предлагаемого привода.
Привод установки для сварки давлени- ем содержит силовой цилиндр 1 со штоком 2, который упирается в толкатель установки. На противоположной стороне поршня 3 цилиндра 1 имеется второй шток 4, выходящий за пределы цилиндра. Последовательно с цилиндром 1 установлен второй цилиндр 5 меньшего диаметра поршня, шток 6 которого упирается в шток 4 цилиндра 1. Цилиндр 5 жестко закреплен на цилиндре 1. Поршневая полость 7 цилиндра 5 через распределитель 8 и редукционный клапан 9 соединена с магистралью 10 подачи рабочей среды, давление в которой устанавливается и стабилизируется с помощью блока 11 подготовки сжатого воздуха. Полости 12 и 13 цилиндра 1 через регуляторы 14 и 15 потока и распределитель 16 соединены с магистралью 10 подачи рабочей среды.
Привод установки для сварки давлением работает следующим образом.
В камеру нагрева устанавливают свариваемые заготовки, герметизируют ее. ваку- умируют и начинают нагрев. После изотермической выдержки начинают нагру- жение заготовок Для этого с помощью Ьло- ка 11 подготовки сжатого воздуха
устанавливают в магистрали 10 требуемое давление рабочей среды Через распределитель 16 и регулятор 14 потока рабочая среда поступает в полость 12. создавая основную составляющую усилия, которое через поршень 3 и толкатель передается на заготовки. Поскольку чувствительность регулирующей аппаратуры блока 11 подготовки сжатого воздуха низка, а диаметр
силового цили-ндра велик, то и изменение нагрузки достаточно велико
Например, при диаметре поршня 400 мм (Fey 1200 см2) и нижнем пороге срабатывания редукционного клапана блока 11 0,5
атм отсчет усилия начнется только с 600 кг
(Р Р-АР;Р 1200-0,5 600кг).
После того, как привод толкателя обеспечивает создание основной составляющей нагрузки на заготовку цилиндром 1 величина
давления на заготовку с высокой точностью доводится до заданного значения Рабочая среда через редукционный клапан 9 и распределитель 8 поступает в поршневую полость 7 цилиндра 5 Поскольку диаметр
поршня цилиндра 5 невелик , а клапаном 9 можно понизить давление рабочей среды, следовательно, усилие создаваемое цилиндром 5 довольно низкое т.е обеспечивается высокая точность нагружения
Распределитель 16 и регуляторы 14 и 15 потока обеспечивают возвратно-поступательное движение толкателя и регулируют скорость его перемещения
При обратном ходе поршня цилиндра 5
распределитель 8 соединяет поршневое пространство 7 цилиндра 5 с атмосферой и перекрывает магистраль 10 подвода рабочей среды
40
Формула изобретения
Привод установки для сварки давлением, содержащий два распределителя, редук- ционный клапан и силовой цилиндр,
соединенный через регуляторы потока и один из распределителей с магистралью подачи рабочей среды, отличающий- с я тем, что, с целью повышения качества и расширения номенклатуры свариваемых
изделий путем увеличения точности нзгру- жения, последовательно с упомянутым цилиндром установлен силовой цилиндр меньшего диаметра, поршневое пространство которого соединено через второй распределитель и редукционный клапан с магистралью подачи рабочей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Зажимное устройство | 1986 |
|
SU1388245A1 |
| Зажимное устройство | 1988 |
|
SU1505724A1 |
| Стенд для ударных испытаний | 1986 |
|
SU1411596A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
Использование: диффузионная сварка. Сущность изобретения: в камеру нагрева устанавливают свариваемые заготовки, герметизируют ее вакуумируют и начинают нагрев После изотермической выдержки начинают нагружение заготовок. Для этого с помощью блока подготовки сжатого воздуха устанавливают в МагйС Щл й требуемое давление рабочей среды Через распределитель и регулятор потока рабочая среда поступает в полость, создавая основную составляющую усилия, которое через поршень и толкатель передается на заготовки. Затем рабочая среда через редукционный клапан и распределитель поступает в поршневую полость цилиндра создавая дополнительное усилие, обеспечивающее точное значение усилия нагружения-, действующего на заготовку. 1 ил.
| Гидропривод | 1982 |
|
SU1103973A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
