Известны устройства для обкатки пазовой части катушечных обмоток электрических машин, содержащие поворотную каретку с полым опорным валом на торце и продольными стяжками, несущими зажим для фиксации катушки, с механизмом обкатки, в кольцевом корпусе которого смонтированы обжимные планки и утюг на качаюн;емся рычаге с подъемным элементом. Однако в таких устройствах подъе.м утюгов осуществляется вручную, что снижает производительность, а также отсутствует четкая фиксация катушек, что ириводит к их новреждению.
В предлагаемом устройстве с целью повышення нроизводительности и улучшеиия качестна обмоток на торце кольцевого корнуса эксцентрично оси качающегося рычага установлен гидроцилиндр, взаимодействующий с нодъемным элементом, другой гидроцнлипдр закренлен па пеподвпжной части зажима, вынолнеппой в виде скобы, и соединен тягой с прижимной щекой. Гидроцилиндры подсоединены параллельно трубопроводамп к каналам, выполненным в теле полого вала со стороны поворотной каретки, причем форсировка хода гидроцилиндра зажима обесиечеиа соотношением гидравлических сопротивленнй трубопроводов.
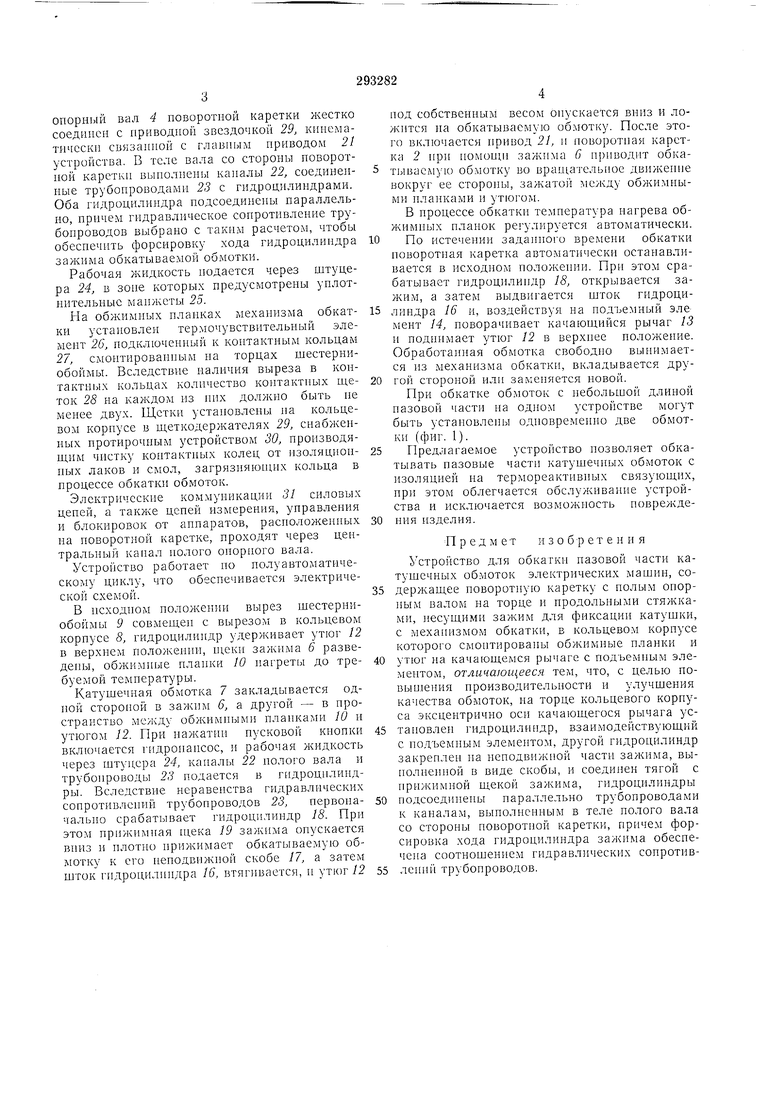
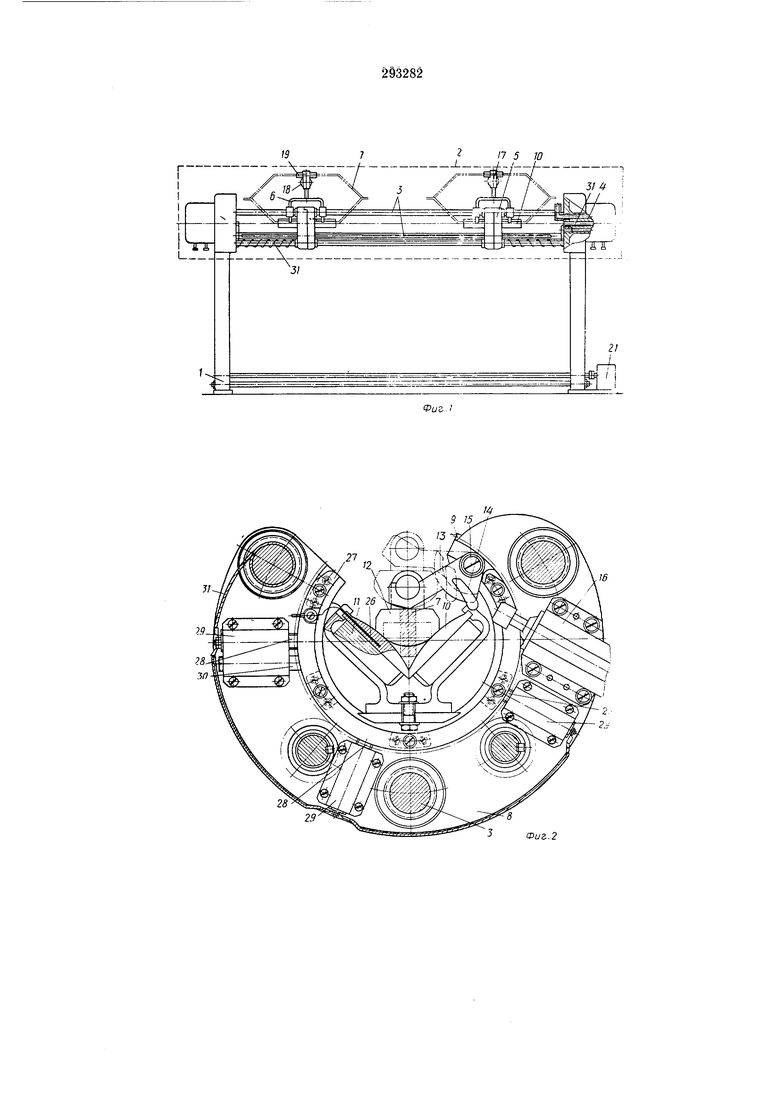
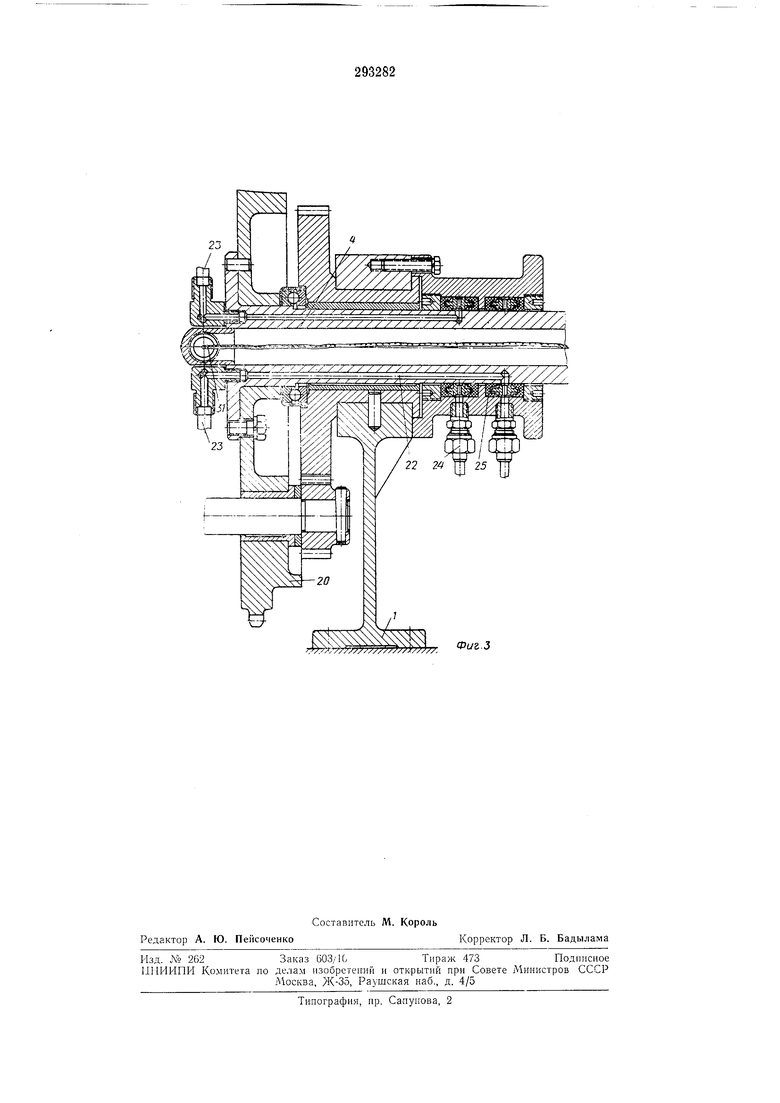
обкатки, иоиеречпый разрез; на фиг. 3 - полый опорный вал поворотной каретки, продольный разрез.
Устройство содсржпт стапипу 1, па которой установлена поворотпая каретка 2 с продольными стяжками 3 и полым опорным валом 4 на торце. Па стяжках 3 монтируются механпзм 5 обкаткп н зажим 6, служащий для фиксации обкатываемой катушечной обмоткн 7 от осевого смеп1епия и привода ее во вращепне. Механизм обкаткн состопт из кольцевого корпуса 8, имеющего вырез для закладкн обкатываемых обмоток и внутреннюю расточку, в которой подвнжно смонтироваиа шестерия-обойма 9 с вырезом, соответствуюиикм вырезх кольцевого корпуса. Внутри шестерн -обой,1ы установлены обжимные планки 10, снабженные электронагревателямп 11, и утюг 12, шарннрно укрепленный на рычаге 13 с подъемным элементом 14. Рычаг 13 качается относительно осн 15. Для мехапизации процесса подъема утюга на кольцевом корпусе 8 механизма обкатки эксцентрнчно оси качающегося рычага 13 установлен гпдроцилиндр /6, взаимодействующий с иодъемным элементом рычага. Залчим 6 выиолнен в виде иеподвижной скобы 17, на которой закренлен другой гидроцилиндр 18, связанный с прижимной щекой 19 угловой тягой (на чертеже не показана). Полый опорный вал 4 поворотной каретки жестко соедипеп с приводпон звездочкой 29, кпиематнческп связанной с главным нриводом 21 устройства. В теле вала со стороны поворотной кареткп выполнены каналы 22, соединенные трубонроводамп 23 с гндроцнлипдрами. Оба гидроцилиндра подсоеднненв параллельпо, прнчем гпдравлнческое сонротпвление трубопроводов выбрано с таким расчетом, чтобы обеспечить форсировку хода гидроцилиндра зажнма обкатываемой обмотки. Рабочая жидкость нодается через штуцера 24, в зоне которых предусмотрепы уплотнительные манжеты 25. На обжнмных нланках механизма обкаткн установлен термочувствптель 1ый элемепт 26, подключенный к контактным кольцам 27, смоптироваппым па торцах шестерниобоймы. Вследствпе наличия выреза в контактных кольцах количество контактных щеток 28 на каждом из них должно быть не менее двух. Щетки установлены па кольцевом корпусе в нхеткодержателях 29, спабжепных протнрочным устройством 30, пропзводяшнм чистку коптактпых колец от изоляционных лаков и смол, загрязняюниьх кольца в процессе обкатки обмоток. Электрнческпе коммуникации 31 силовых цепей, а также цепей нзмерепия, управленпя и блокировок от аппаратов, расположенных на поворотной каретке, проходят через центральный канал полого опорного вала. Устройство работает по полуавтоматическому циклу, что обеспечивается электрической схемой. В исходном ноложенпи вырез шестерниобоймы 9 совмешеп с вырезом в кольцевом корпусе 8, гидроцилнпдр удерживает утюг 12 в верхпем положеппп, П1еки зажима 6 разведепы, обжимные планки 10 нагреты до требуемой темнературы. Катушечная обмотка 7 закладывается одной стороной в зажпм 6, а другой - в пространство между обжимпымн плапками 10 и утюгом 12. При нажатии пусковой кнопки включается гидронансос, и рабочая жидкость через штуцера 24, каналы 22 полого вала н трубопроводы 23 нодается в гидроцилиндры. Вследствне неравенства гидравлических сонротивлений трубопроводов 23, первоначально срабатывает гидроцилипдр 18. При этом нрижимпая п;ека 19 зажима опускается впиз н плотно нрижнмает обкатываемую обмотку к его ненодвпжиой скобе 17, а затем шток гидроцилнндра 16, втягнвается, и утюг 12 5 10 15 20 25 30 35 40 45 50 55 под собственным весом опускается впиз и ложится па обкатываемую об.мотку. После этого включается привод 21, и поворотная каретка 2 при noMonui зажима 6 ириводит обкатываемую обмотку во врапиггельпое двпжепне вокруг ее сторопы, зажатой между обжимными нланкамп и утюгом. В процессе обкатки температура нагрева обжимных иланок регулируется автоматическн. По иетеченнн заданного времени обкатки поворотпая каретка автоматически останавливается в исходном положеиии. При этом срабатывает гидроцилиндр 18, открывается зажим, а затем выдвигается шток гидроцилипдра 16 и, воздействуя на нодъемный эле мент 14, поворачнвает качаюнл,ийся рычаг 13 и поднимает утюг 12 в верхпее положение. Обработанная обмотка свободно выпимается из механизма обкатки, вкладывается другой стороной НЛП замеияется повой. При обкатке обмоток с небольшой длиной назовой части на одном устройстве могут быть установлены одновременно две обмотки (фиг. 1). Предлагаемое устройство нозволяет обкатывать пазовые части катушечных обмоток с нзоляцией на термореактивиых связуюших, нрн этом облегчается обслуживание устройства н исключается возможность иовреждения изделия. П р е д м е т н з о б р е т е н и я Устройство для обкатки назовой частн катушечных обмоток электрнческих машин, содержаш.ее новоротную каретку с полым опорным валом на торце п продольными стяжкамн, несушими зажим для фиксации катушки, с мехаиизмом обкатки, в кольцевом корпусе которого смоитированы обжимные планки и утюг на качаюш,емся рычаге с подъемным элементом, отличающееся тем, что, с целью повышения нроизводительности и улучшения качества обмоток, на торце кольцевого корпуса эксцентрично оси качаюшегося рычага устаиовлен гидроцилиндр, взаимодействуюш,ий с но.аъемным элементом, другой гидроцилиндр закреплеп на неподвижной части зажима, выполненной в виде скобы, и соединен тягой с нрижимной щекой зажима, гидроцилиндры подсоединены нараллельно трубонроводами к каналал, вынолненным в теле нолого вала со сторопы поворотпой каретки, причем форснровка хода гидроцилиндра зажнма обеспечена соотношением гидравлических сонротивлений трубопроводов.
/5
П 5 Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки пазовой части катушечных обмоток электрических машин | 1973 |
|
SU469189A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ФАРФОРОВЫХ ИЗДЕЛИЙ | 1972 |
|
SU327052A1 |
| Устройство для обработки кромок стекла | 1976 |
|
SU682354A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ И НАСТРОЙКИ КОЛЕБАТЕЛЬНЫХ КОНТУРОВ | 1965 |
|
SU175090A1 |
| Стан для обкатки трубчатых заготовок | 1985 |
|
SU1326367A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ КОЛЬЦЕОБРАЗНЫХ ДЕТАЛЕЙ | 1973 |
|
SU368015A1 |
| Устройство для раскатки дисков | 1976 |
|
SU647045A1 |
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| Стенд для обкатки агрегатов транспортного средства | 1978 |
|
SU718747A1 |
28
29
6
Фиг.2
Фиг.З
