Известны устройства программного управления водилом дифференциальных моталок, содержащие программный задатчпк и следящую систему. В качестве программного задатчика использованы сельсины, работающие в трансформаторном режиме. Подобпые устройства обладают рядом недостатков: для соединения сельсинов с приводом необходимы многоступенчатые вариаторы, передаточные числа которых приходится менять при изменении сортамента; динамические свойства таких систем неудовлетворительны, так как невозможно реализовать оптнмальный закон управления скоростным приводом.
Предложенное устройство свободно от указанных недостатков и отличается от известных тем, что, с целью обеспечения плотной укладки витков бунта, программный задатчик выполнен в виде ряда потенциометров, подключенных к источнику напряжения, пропорционального скорости движения сматываемого металла, нри номощи бесконтактных ключей, которые коммутируются в функции длины намотанного металла. Сигналом обратной связи для следящей тахометрической системы служит сумма напряжений, снимаемых с тахогенераторов, связанных с валами водила и барабана.
оптимальный закон управления и неооходимую форсировку прнвода и позволяет осуществлять переход от одного поминала укладываемого изделия к другому с помощью переключення на пульте управленпя.
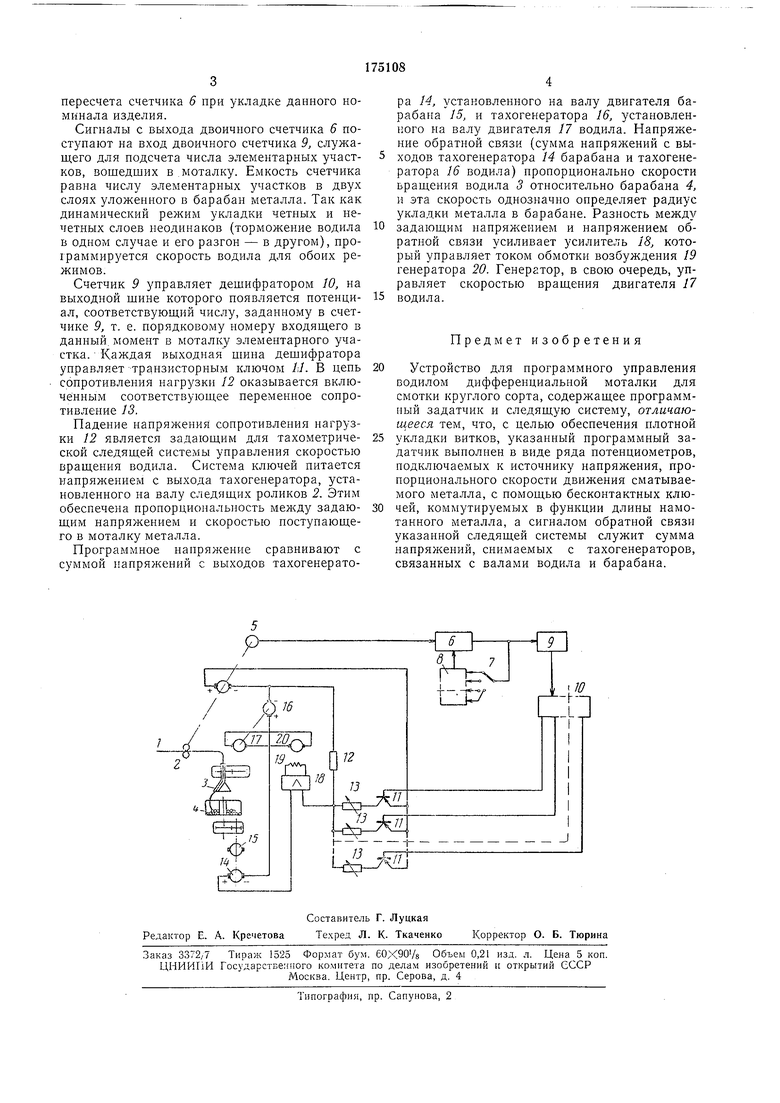
На чертем е ноказана блок- схема описываемого устройства.
Сматываемый металл J проходит через следящие ролики 2, вращающееся водило 3 и укладывается в барабан 4 плоскими спиральными слоями. Регулирование скорости вращепия водила относительно барабана в функции длины металла, вошедшего в моталку, обеспечивает плотную укладку слоев. Регулирование
осуществляют дискретно, по мере входа в моталку элементарных участков длины, на которые разб1 т каждый слой укладываемого металла. Количество элементарных участков в слое выбирают од11наковым для всех диаметров укладываемого металла.
Импзльсные датчики 5 металла, связанные с валом следящих роликов, выдают информацию о длние металла, поступающего в моталку. Ипформациоиные импульсы поступают
на вход двопчного счетчика 6, который с поыощью переключателя 7 п шифратора 8 программируется таким образом, что сигнал на его выходе соответствует входу в моталку элементарного участка длнны. Переключатель
пересчета счетчика 6 при укладке дапного номинала пзделия.
Сигналы с выхода двоичного счетчика 6 поступают на вход двоичного счетчика 9, служащего для подсчета числа элементарных участков, вошедших в .моталку. Емкость счетчика равна числу элементарных участков в двух слоях уложенного в барабан металла. Так как динамический режим укладки четных и нечетных слоев неодинаков (тормолсение водила в одном случае и его разгон - в другом), программируется скорость водила для обоих режимов.
Счетчик 9 управляет дешифратором 10, на выходной шине которого появляется потенциал, соответствуюший числу, заданному в счетчике 9, т. е. порядковому номеру входяшего в данный, момент в моталку элементарного участка. Каждая выходная шина дешифратора управляет транзисторным ключом 1,1. В цепь сопротивления нагрузки 12 оказывается включенным соответствующее переменное сопротивление 13.
Падение напряжения сопротивления нагрузки 12 является задаюшим для тахометрической следящей системы управления скоростью вращения водила. Система ключей питается напряжением с выхода тахогеиератора, установленного на валу следящих роликов 2. Этим обеспечена пропорциональность между задающим напряжением и скоростью поступающего в моталку металла.
Программное напряжение сравнивают с суммой напряжений с выходов тахогенератора 1-, установленного на валу двигателя барабана 15, и тахогенератора 16, установленного на валу двигателя /7 водила. Напряжение обратной связи (сумма напряжений с выходов тахогенератора 14 барабана и тахогенератора 16 водила) нропорционально скорости вращения водила 3 относительно барабана 4, и эта скорость однозначно определяет радиус укладки металла в барабане. Разность между
задающим напряжением и напряжением обратной связи усиливает усилитель 18, который управляет током обмотки возбуждения 19 генератора 20. Генератор, в свою очередь, управляет скоростью вращения двигателя 17
водила.
Предмет изобретения
Устройство для программного управления водилом дифференциальной моталки для смотки круглого сорта, содержащее программный задатчик и следящую систему, отличающееся тем, что, с целью обеспечения плотной
укладки витков, указанный программный задатчик вьшолнен в виде ряда потенциометров, подключаемых к источнику напряжения, пропорционального скорости движения сматываемого металла, с помощью бесконтактных ключей, коммутируемых в функции длины намотанного металла, а сигналом обратной связи указанной следящей системы служит сумма напряжений, снимаемых с тахогенераторов, связанных с валами водила и барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления укладчиком сортовой моталки | 1972 |
|
SU439328A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ДЛИНЫ КАТАНКИ в СЛОЕ БАРАБАНА МОТАЛКИ | 1973 |
|
SU381871A1 |
| Устройство автоматического управления моталкой литейно-прокатного агрегата | 1983 |
|
SU1135514A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВОДИЛОМ ДИФФЕРЕНЦИАЛЬНОЙ МОТАЛКИ ПРОКАТНОГО СТАНА | 1964 |
|
SU166947A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МАГИСТРАЛЬНЫМ ЭЛЕКТРОВОЗОМ | 1966 |
|
SU187079A1 |
| Замкнутая система управления торможением реверсивного стана холодной прокатки | 1958 |
|
SU130559A1 |
| ЭЛЕКТРОННО-ЦИФРОВОЕ УСТРОЙСТВО УПРАВЛЕНИЯ РЕЖУЩИМИ МЕХАНИЗМАМИ ПРОКАТНОГО СТАНА | 1966 |
|
SU189382A1 |
| СТЕНД С БЕГОВЫМИ БАРАБАНАМИ ДЛЯ ИСПЫТАНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1971 |
|
SU312170A1 |
| Устройство для автоматического замедления и точного останова реверсивного стана холодной прокатки | 1976 |
|
SU713629A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
