1
Устройство для программного управления укладчиком сортовой моталки относится к области прокатного производства и может быть использовано нри смотке проволоки на моталки мелкосортных и проволочных станов.
Известно устройство для программного управления укладчиком сортовой моталки, содержащее импульсный датчик длины сматываемого металла, программный задатчик, выполненный в виде ряда неременных сопротивлений, подключаемых к источнику питания с помощью индивидуальных бесконтактных ключей, коммутируемых в функции длины намотанного материала.
Основным недостатком данного устройства является использование тахогенератора последней клети стана в качестве источника питания переме П1ЫХ сопротивлений с их бесконтактными ключами, ибо это приводит к тому, что наиболее ответственные цепи электронной аппаратуры - цепи питания - оказываются подключенными к широко разветвленным по цеху электрическим линиям, помехи в которых нарушают нормальное функционирование электронной аппаратуры.
Надежность предлагаемого устройства для программного управления укладчиком сортовой моталки повышается за счет того, что оно содержит источник постоянного напряжения, к которому последовательно подключены программный задатчнк переменные сопротивления с их ключами, трансформатор и транзистор, база которого соединена с выходом одновибратора, управляемого импульсным датчиком
длины сматываемого материала с частотой, пропорциональной скорости движения сматываемого материала, а выпрямленное вторичное напряжение трансформатора образует задающий сигнал для регулятора скорости укладчика моталки.
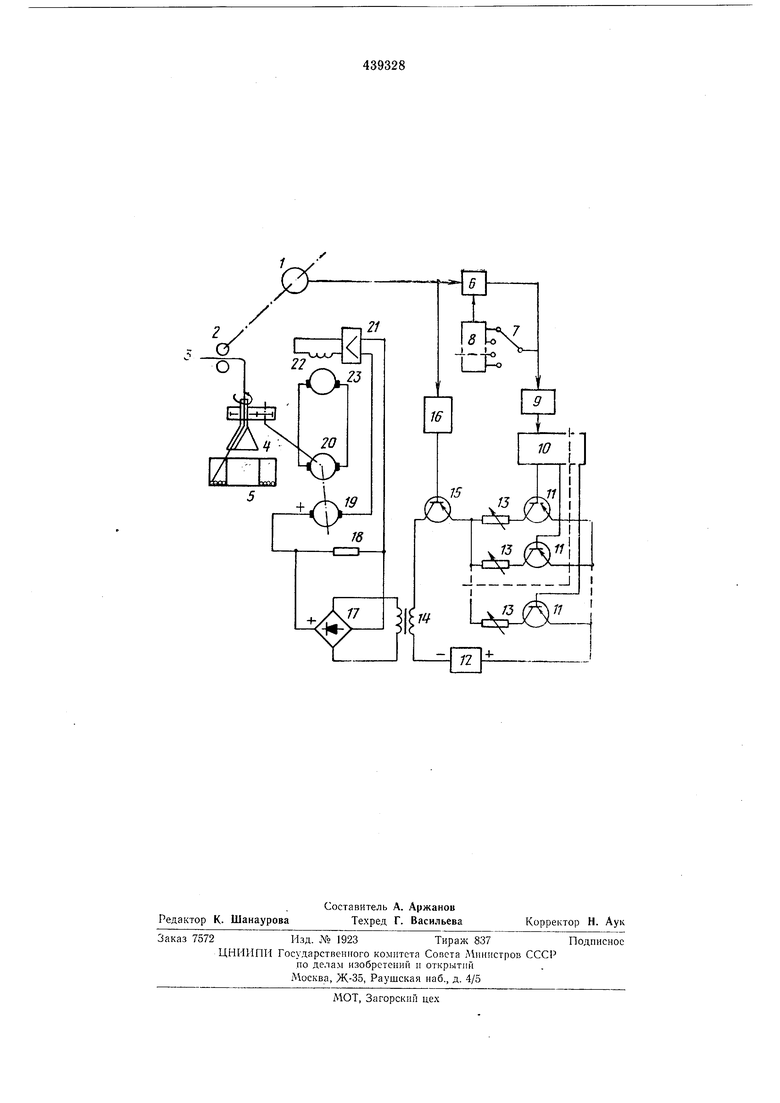
На чертеже представлена блок-схема описываемого устройства.
Устройство для программного управления укладчиком сортовой моталки содержит импульсный датчик 1 длины материала, связанньш с валом следящих роликов 2, через которые сматываемый материал 3 поступает в водило 4 и барабан 5. Выход датчика 1 соединен с входом двоичного счетчика 6; режим
работы счетчика 6 определяется переключателем 7 и шифратором 8. Выход счетчика 6 соединен с входом двоичного счетчика 9, управляющего дешифратором 10, каждая выходная шина которого управляет транзисторным ключом 11, подключающим на источник питания 12 переменное сопротивление 13 последовательно с первичной обмоткой трансформатора 14 и транзистором 15. Транзистор 15 управляется одновибратором 16. Вторичное напряжение трансформатора 14 выпрямляется выпряМигелем 17 и выделяется на сопротивлении 18 в качестве программного сигнала, который сравнивается с напряжением тахогенератора 19, установленного на валу двигателя 20 укладчика. Разность напряжений поступает па усилитель 21, управляющий током обмотки возбуждения 22 генератора 23.
Устройство работает следующим образом.
Сматываемый материал 3, проходящий через последнюю клеть стана либо следящие ролики 2 и вращающееся водило 4, укладывается в барабан 5 моталки плоскими сниральными слоями. Образование витков спирали достигается регулированием скорости водила относительно барабана в функции скорости прокатки, диаметра сматываемой катанки и длины металла, вошедшего в моталку. Регулирование осуществляется дискретно по мере входа в моталку элементарных участков длины, на которые разбит каждый слой укладываемого материала. Количество элементарных участков в слое выбирается одинаковым для всех диаметров укладываемого материала.
Импульсный датчик 1 длины, связанный с валом последней клети стана либо с валом следящих роликов 2, выдает информацию о длине материала, поступающего в моталку, в виде последовательности импульсов. Информационные импульсы поступают на вход двоичного счетчика 6, режим работы которого с помощью переключателя 7 и шифратора 8 программируется таким образом, что сигнал на его выходе соответствует входу в моталку элементарного участка длины. Переключатель 7 служит для выбора коэффициента пересчета 6, требуемого для укладки сматываемого материала данного диаметра.
Сигналы с выхода счетчика б поступают на вход двоичного счетчика 9, подсчитывающего количество элементарных участков, вошедших в моталку. Емкость счетчика равна числу элементарных участков в двух слоях уложенного в барабан материала. Так как динамический режим укладки четных и нечетных слоев неодинаков (торможение водила в одном случае и его разгон - в другом), программируется скорость водила для обоих режимов.
Счетчик 9 управляет дешифратором 10, выделяющим сигналы, соответствующие порядковому номеру входящего в данный момент в моталку элементарного участка.
Количество выходных шин дешифратора 10 равно числу элементарных участков в длине двух смежных слоев металла. Выходной сигнал на каждой щине существует в течение времени укладки соответствующего номера укладываемого участка. Каждая выходная шина дешифратора управляет транзисторным ключом И, который подключает на источник питания 12 переменное сопротивление 13 последовательно с первичной обмоткой трансформатора 14 и траНзистором 15. При этом источник пита«ия 12 является общим для всей электронной аппаратуры устройства.
Тра.нзистор 15 совместно с трансформатором 14 преобразует постоянное напряжение в переменное, величина которого пропорциональна величине переменного сопротивления 13 - номеру укладываемого участка, и частоте модуляции транзистора 15, пропорциQ ональной скорости движения сматываемого металла.
Последнее достигается тем, что транзистор 15 управляется одновибратором 16, формирующим импульсы с постоянной амплитудой и g длительностью, скважность которых пропорциональна частоте следования информационных импульсов от датчика длины 1.
Вторичное напряжение трансформатора 14 выпрямляется выпрямителем 17 и выделяется на сопротивлении 18 в качестве программного сигнала.
Программное напряжение сравнивается с напряжением тахогенератора 19, установленного на валу двигателя 20 укладчика. Разность между задающим напряжением и напрял ением обратной связи усиливается усилителем 21, который управляет током обмотки возбуждения 22 генератора 23. Генератор в свою очередь управляет скоростью вращения двигателя 20.
Предмет изобретения
Устройство для программного управления укладчиком сортовой моталки, содержащее последовательно установленные датчик длины сматываемого материала, связанный с механизмом подачи металла из прокатной клети, программный задатчик, выполненный в виде ряда переменных сопротивлений, подключаемых к источнику питания с помощью индивидуальных бесконтактных ключей, коммутируемых в функции длины намотанного материала, а также двигатель укладчика, отличающееся тем, что, с целью повышения надежности устройства, оно снабжено размещенным за программным задатчиком источником постоянного напряжения, к которому последовательно подключены программный задатчик, первичная обмотка трансформатора и транзистор, база
которого соединена с выходом одновибратора, вход которого подключен к выходу импульсного датчика длины сматываемого материала с частотой, пропорциональной скорости движения сматываемого материала, а вторичная
0 обмотка трансформатора соединена с выпрямителем, дающим сигнал соединенному с двигателем укладчика регулятору его скорости, при этом переменные сопротивления также подключены к источнику постоянного напряжения.
.J/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРОГРАММНОГО УПРАВЛЕНИЯ ВОДИЛОМ ДИФФЕРЕНЦИАЛЬНОЙ МОТАЛКИ | 1965 |
|
SU175108A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Генератор задающего напряжения для моталки проволочного стана | 1971 |
|
SU493881A1 |
| Устройство для программного управления механизмом укладки бунта моталки | 1976 |
|
SU557976A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ДЛИНЫ КАТАНКИ в СЛОЕ БАРАБАНА МОТАЛКИ | 1973 |
|
SU381871A1 |
| Устройство для автоматического замедления и точного останова реверсивного стана холодной прокатки | 1976 |
|
SU713629A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Способ определения момента подачи управляющего сигнала на механизм,работающий согласованно с перемещением материала | 1983 |
|
SU1148728A1 |