Изобретение относится к области переработки пластмасс и может быть использовано при изготовлении изделий методом экструзии с раздувом. Известен способ изготовления двухосно-ориентированных полых изделий, включающий операций получения путем литья под давлением на сердечнике полой заготовки с дном, осевое вытягивание частично расширенной заготовки и окончательный ее раздув 1. Известен также способ изготовления прозрачных сосудов методом экструзии, включающий экструзию трубчатой заготовки, герметизацию одного ее конца, механическое вытягивание в осевом направлении б поддувом и раздув путем подачи сжатого газа в полость заготовки 2
Наиболее близким к изобретению является способ изготовления полых изделий раздувом, включающий экструзию трубчатой заготовки герметизацию одного ее конца и механическое вытягивание в осевом
направлении на велйчҐн равнуТо высоте изделия, с последующим раздувом сжатым газом 3 Недостаток такого способа заключается в разнотолщинности заготовки, которая возникает на стадии ее вытягивания в осевом направлении за счет неравномерного деформирования различных ее частей по длине. При этом в местах герметизации и контакта заготовки с формующим инструментом она практически не деформируется, тогда как в средней части деформации заготовки максимальны, что в свою очередь отрицательно сказывается на качестве изделия.
Цель изобретения - повышение качества формуемых изделий за счет снижения их разнотолщинности.
Цель достигается тем, что в известном способе изготовления полых изделий из пластмасс, заключающемся в экструзии трубчатой заготовки, герметизации одного ее конца и механическом вытягивании в
ел
К)
ел о
00
вом направлении на величину, равную высоте изделия, с последующим раздувом сжатым газом, согласно изобретению механическое вытягивание заготовки осуществляют с одновременным ее поддувом сжатым газом с давлением
P 2C2f (
9i
С2
+ 1ХА-1 ),
где h - начальная толщина заготовки, мм;
г - начальный радиус, мм;
Ci,C2- константы эластичности материала;
Я -т- степень деформации заготовlo
км;
0 - начальная длина, мм;
I - текущая длина деформируемой заготовки, мм.
Механическое вытягивание заготовки до достижения ее длины, равной высоте изделия, с одновременным поддувом сжатым газом с давлением, определяемым из указанного соотношения, обеспечивает равномерное распределение толщины заготовки за счет создания однородной деформации во всех ее частях, при этом диаметр заготовки по всей ее дпмне в процессе деформирования остается постоянным.
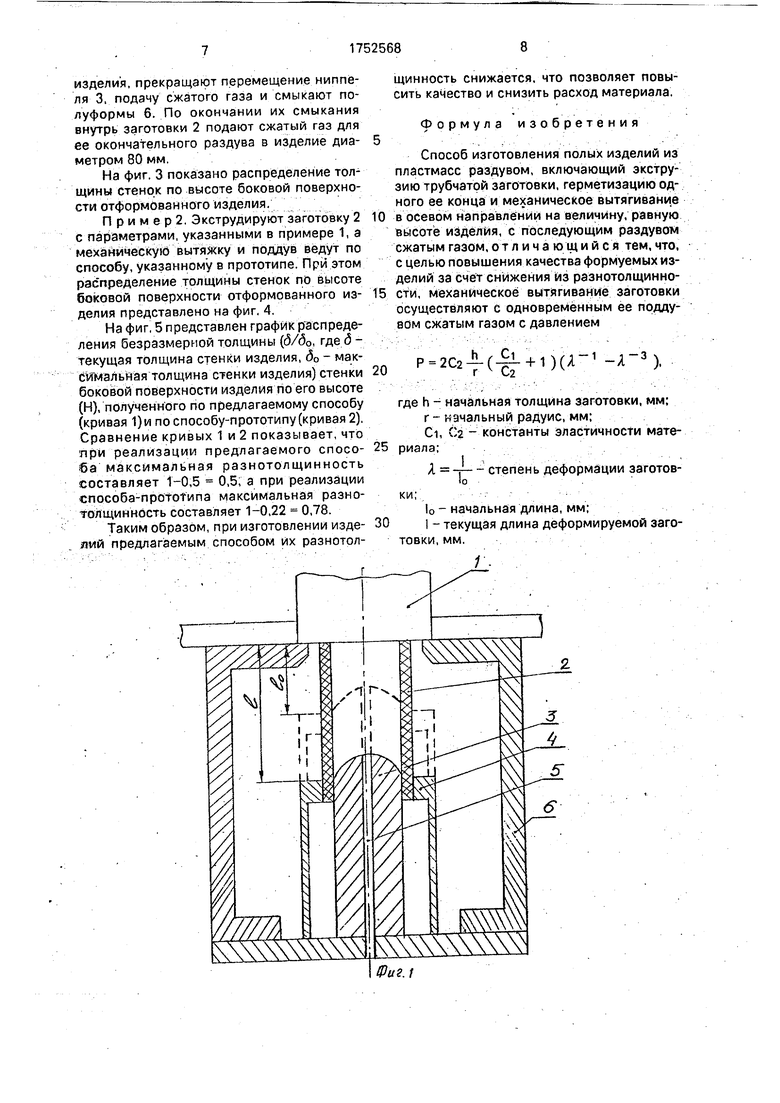
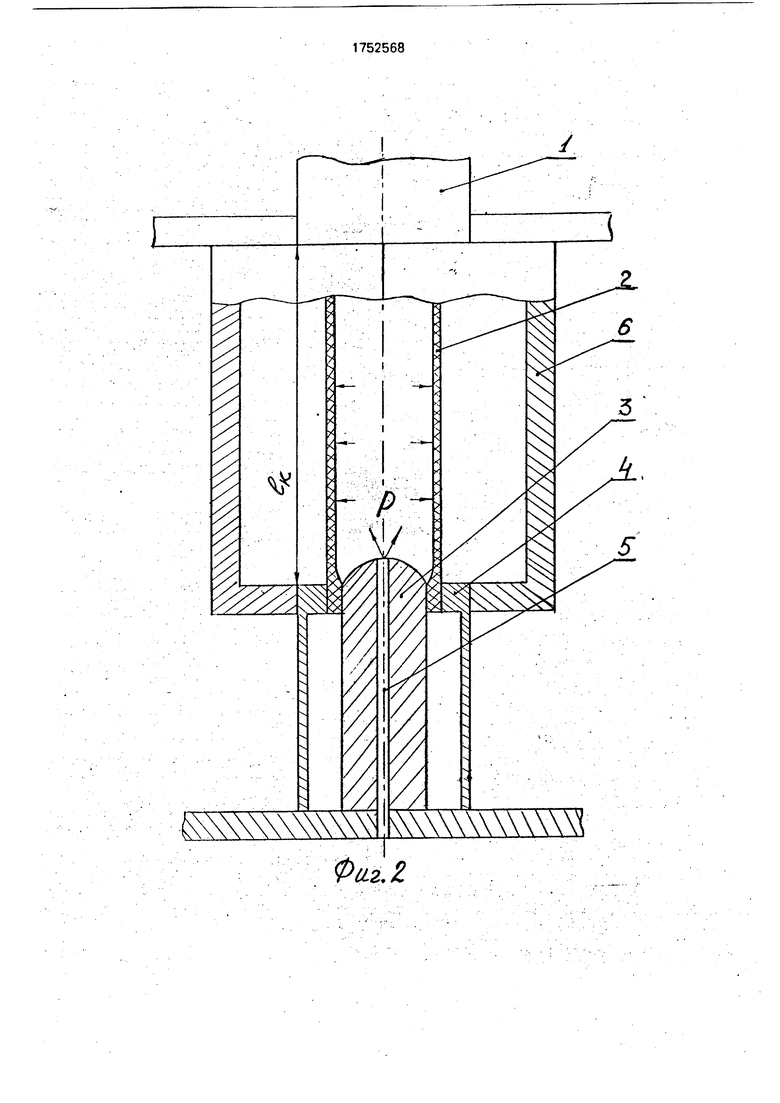
На фиг, 1 и 2 изображены этапы осуществления предлагаемого способа; на фиг. 3 и 4 - распределение толщины стенок по высоте изделия; на фиг. 5 - график распределения безразмерной толщины.
Установка для осуществления предлагаемого способа содержит формующий инструмент 1, из которого выдавливают заготовку 2, ниппель 3 и зажимное приспособление 4, В ниппеле 3 выпол ненр отверстие 5 для подачи сжатого газа внутрь заготовки 2, а полуформы 6 установлены с возможностью смыкания.
Способ осуществляется с помощью указанной установки следующим образом. На первом этапе получения полой заготовки (см. фиг. 1) из формующего инструмента 1 выдавливают заготовку 2, один конец которой герметизируют на ниппеле 3 с помощью зажимного приспособления 4. Ниппель 3 установлен с возможностью возвратно-поступательного перемещения вдоль оси. Заготовку 2 механически вытягивают в осевом направлении посредством перемещения ниппеля 3 с одновременным поддувом путем подачи сжатого газа в полость заготовки через отверстие 5 в ниппеле 3. При этом в зависимости от степени деформации заго0
5
0
товки 2 Я -г- в ее полость подают сжатый
о
газ под давлением, определяемым из соотношения. По достижении заготовкой 2 длины, равной высоте изделия I к Н (фиг. 2), прекращают перемещение ниппеля 3, перекрывают подачу сжатого газа и смыкают полуформы 6. По окончании их смыкания внутрь заготовки 2 подают сжатый газ для ее раздувания в изделие.
Поскольку при вытягивании заготовки в осевом направлении ее диаметр стремится к уменьшению (за счет несжимаемости материала заготовки), то для поддержания его начального значения в процессе вытяжки заготовки необходимо в ее полость подавать сжатый газ, чтобы там поддерживался определенный уровень давления.
Для уравнения высокоэластического потенциала
W Ci(h-3)+C2ln(l2-2),
(D
описывающего деформационное поведение
заготовок,
где Ci, €2 - константы эластичности;
h, I2 - первый и второй инварианты тензора деформаций; компоненты тензора напряжений будут связаны с компонентами тензора деформаций следующим образом.
а1-оз 2С2()(),
ft 12-2
о2-оз 2С2(Я2 -Яз )(Г +
), (2)
40 где (Т), СЈ , - компоненты тензора напряжений по главным направлениям;
AI , Я2 , Яз - степени деформаций по главным направлениям;
л
. Г безразмерный параметр.
4ЪU2
Так как экструзионные заготовки являются полыми оболочками, то
50
03 «Oi
и , поэтому ими можно пренебречь.
Уравнение равновесия сил, действующих на принудительно вытягиваемую и од- 5 новременно поддуваемую экструзионную заготовку, в проекции на вертикальную ось с учетом приня-ых допущений имеет вид
Јк
г
Om2jrrh0sin0 тгРг2 1 -(- ),(3)
где Р - избыточное давление поддува в полость заготовки;
G - усилие вытяжки в осевом направлении;
ат - напряжение, развивающееся в заготовке в меридиональном направлении;
г, h0 - текущие значения радиуса и толщины заготовки соответственно;
О- угол между нормалью к поверхности заготовки и ее вертикальной осью;
гк - радиус формующей части пуансона.
Из (3) имеем
Приняв ffm О , Ot 02, ИСПОЛЬЗуя ОДНО из соотношений (2) и учитывая, что h0
h Дд у j- h Af , из (9) получаем
G 4лггНС2(А1 -АГ3 )х
(АГ2 ),
(10)
10
где h - толщина начальная исходной (неде- формированной) заготовки.
РOt
Из (4) и (8) имеем -- -Ц откуда
ПоГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения характеристик полимерных материалов | 1990 |
|
SU1742671A1 |
| Ротационный экструзионно-раздувной агрегат | 1980 |
|
SU889449A1 |
| Способ формования полых полимерных изделий | 1984 |
|
SU1191300A1 |
| Способ формования полых полимерных изделий раздувом в форме | 1989 |
|
SU1691123A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ РАЗДУВОМ | 1992 |
|
RU2036103C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173260C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ В ТЕКСТУРОВАННОМ СОСТОЯНИИ | 2023 |
|
RU2820864C1 |
| ФОРМОВАННЫЙ С РАЗДУВОМ И ВЫТЯЖКОЙ ПЛАСТИКОВЫЙ СОСУД С ВЫПОЛНЕННОЙ ЦЕЛЬНО ЗОНОЙ ЗАХВАТА И СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИКОВОГО СОСУДА | 2017 |
|
RU2735719C2 |
| ФУРАНОВЫЕ ПОЛИМЕРНЫЕ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННЫЕ ЗАГОТОВКИ, КОНТЕЙНЕРЫ И СПОСОБЫ ОБРАБОТКИ | 2014 |
|
RU2699640C2 |
| ЦЕЛЛЮЛОЗНЫЕ ПЛЕНКИ, ПОЛУЧАЕМЫЕ ЭКСТРУЗИЕЙ РУКАВА С РАЗДУВОМ | 1995 |
|
RU2152961C1 |
Использование: для изготовления полых изделий из пластмасс раздувом экструдируемой за готовки. Сущи ость изобретения- механическое вытягивание экструдируемой заготовки осуществляют с одновременным ее поддувом сжатым газом с давлением Р 2C2-f C- + lKA-1 -А-3),гдег,начальная толщина заготовки, мм; г - начальный радиус, мм; Ci, Ca - константы высокоэластичности материала; степень деформации заготовки; 0 - начальная длина, мм; I - текущая длина деформируемой заготовки, мм. 5 ил. (Л С
р
(-)2J
Напряженное состояние деформируемой заготовки может быть описано уравнением Лапласа
ohi | Ot Р
Рт ho
где От и Ot - соответственно напряжения, развивающиеся в заготовке в меридиональном и окружном и направлениях;
Рт upt - радиусы кривизны заготовки в меридиональном и окружном направлениях, определяемые следующими известными соотношениями
60
-1 sin0
-l- slnei.-pT1 Подставив (5) и (6) в (4), получаем
агп|Д08|П01+Я 5 1 dZr
Гк ч2
. (-f )2
Деформирование заготовки является однородным в том случае, когда 9 const
л -т- и следовательно г const.
Тогда из (7) получаем G
2 От
,
П-(-), (8)
UtI
откуда G 2 п rho am(9)
15
Г1 1Q
Ot
hAi
-1
(11)
и после подстановки в которое одного из 20 уравнений (2), получаем следующую мость
Ci
25
P Cz-ii-C-g-. + iKAr1 -АГ3), (12)
ия, льи в ними
6)
ся t
(8)
(9)
30
35
40
(7) 45
Таким образом, чтобы трубчатая заготовка, вытягиваемая в осевом направлении с одновременным поддувом сжатым газом, деформировалась однородно, необходимо нагружать ее избыточным давлением (давление поддува) Р, которое должно меняться в соответствии с уравнением (12).
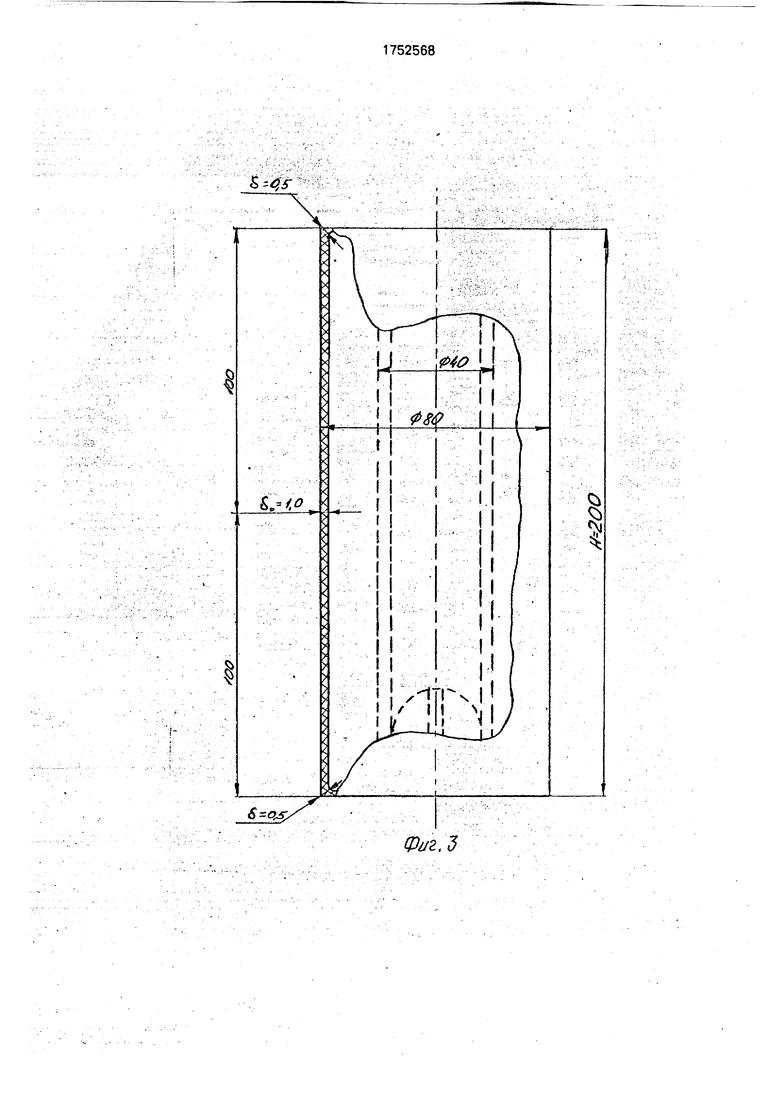
Пример. Из формующего инструмента 1 выдают заготовку 2 из полиэтилена высокого давления (ПЭВД) марки 10802- 020 при температуре t 135°С, диаметром D 40 мм, толщиной h 2 мм,-начальной длиной 10 100 мм. Герметизируют один ее конец на ниппеле 3 с помощью зажимного приспособления 4 и механически вытягивают в осевом направлении до достижения конечной длины к - Н 200 мм посредством перемещения ниппеля 3 с одновременным поддувом путем подачи сжатого газа во внутреннюю полость заготовки. Давление поддува определяют в зависимости от степени деформации заготовки 2 А -г- по со о отношению (12), которое позволяет
50 поддерживать постоянный диаметр на всей длине заготовки 2 и ведет к однородному деформированию заготовки во всех ее частях. Для ПЭВД марки 10802-020 при 135°С константы высокоэластичности имеют зна55 чения С1 14,44 10 4МПа, МПа, которые определяются методами динамических реологических измерений. По достижении заготовкой 2 длины I к Н s 200 мм (А 2), что соответствует высоте
изделия, прекращают перемещение ниппеля 3. подачу сжатого газа и смыкают полуформы 6. По окончании их смыкания внутрь заготовки 2 подают сжатый газ для ее окончательного раздува в изделие диа- метром 80 мм.
На фиг. 3 показано распределение толщины стенок по высоте боковой поверхности отформованного изделия.
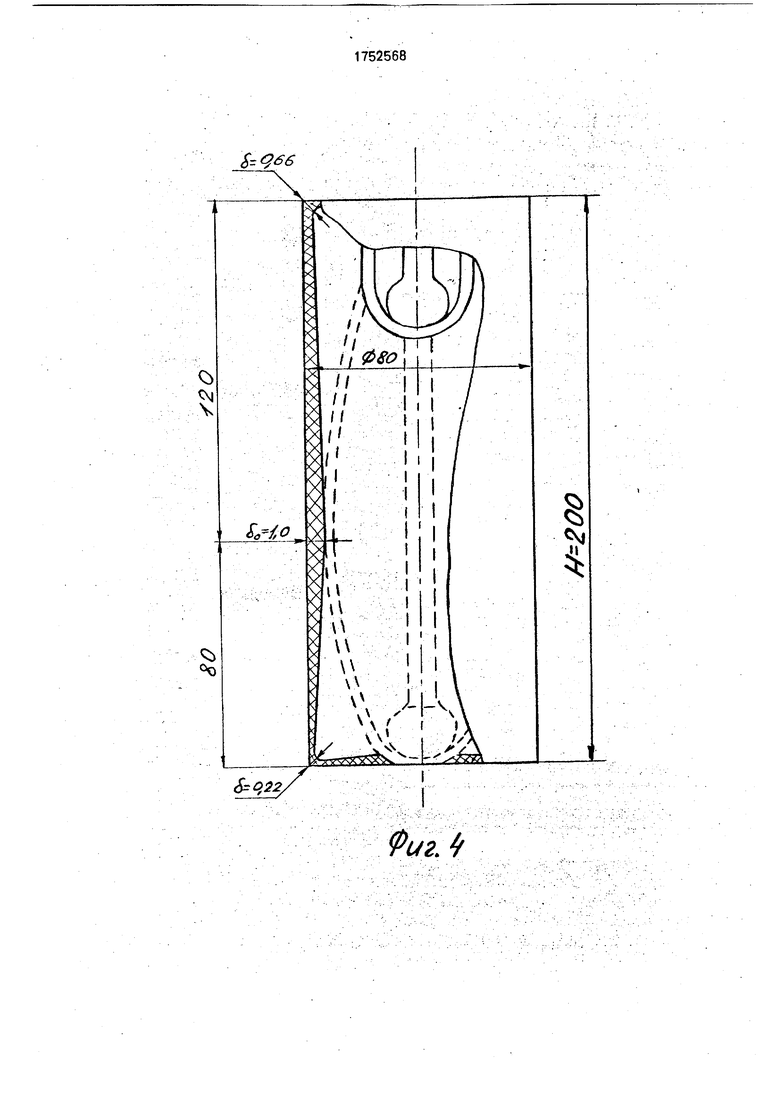
П р и м е р 2. Экструдируют заготовку 2 с параметрами, указанными в примере 1, а механическую вытяжку и поддув ведут по способу, указанному в прототипе. При этом распределение толщины стенок по высоте боковой поверхности отформованного из- делия представлено на фиг. 4.
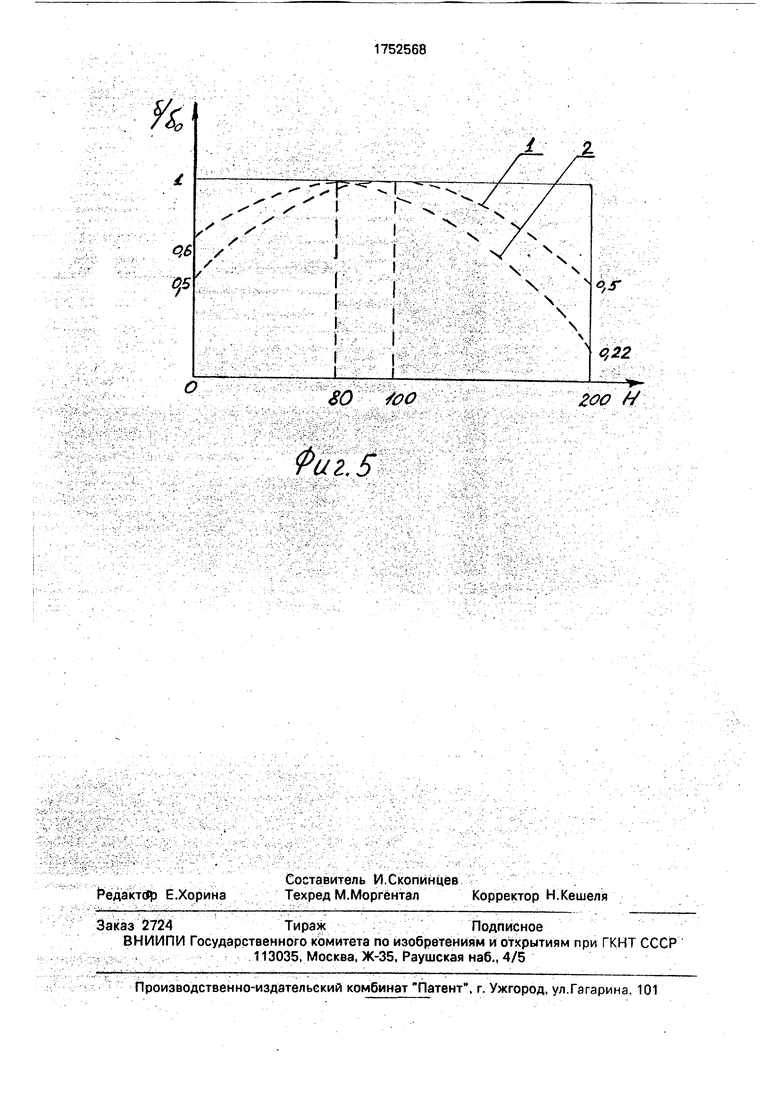
На фиг, 5 представлен график распределения безразмерной толщины (б/60, где д - текущая толщина стенки изделия, 60 - максимальная толщина стенки изделия) стенки боковой поверхности изделия по его высоте (Н), полученного по предлагаемому способу (кривая 1)и по способу-прототипу (кривая 2). Сравнение кривых 1 и 2 показывает, что при реализации предлагаемого спосо- ба максимальная разнотолщинность составляет 1-0,5 0,5, а при реализации способа-прототипа максимальная разнотолщинность составляет 1-0,22 0,78.
Таким образом, при изготовлении изде- лий предлагаемым способом их разнотолщинность снижается, что позволяет повысить качество и снизить расход материала,
Формула изобретения
Способ изготовления полых изделий из пластмасс раздувом, включающий экструзию трубчатой заготовки, герметизацию одного ее конца и механическое вытягивание в осевом направлении на величину, равную высоте изделия, с последующим раздувом сжатым газом, отличающийся тем, что. с целью повышения качества формуемых изделий за счет снижения из разнотолщинно- сти, механическое вытягивание заготовки осуществляют с одновременным ее поддувом сжатым газом с давлением
p 2C2T(-cT + 1)().
где h - начальная толщина заготовки, мм; г - начальный радуис, мм;
Ci, 02 - константы эластичности материала;
Я -- степень деформации заготовIDки;
о - начальная длина, мм;
I - текущая длина деформируемой заготовки, мм.
Фиг.1
Qttz.Z
SФиг.З
,22,
Фиг. 4
SO btf
Фиг 5
/ VA, c--# 4.x
200 M
| Способ изготовления двухосноориентированных полых изделий | 1974 |
|
SU605530A3 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
| I | |||
