(54) СИСТЕМА УПРАВЛЕНИЯ ТЕМПОМ ПРОКАТКИ
пей со входом блока задания параметров заготовки, четвертый выход перi,oro. блока nporpaivB- соединен с первы входом блока коэффициента адаптации, пятый выход первого блока программ сосдинен со входом скорости прокатки и со входом датчика ускорения прокатки, выходы блока задания паузы в работе узкого звена, блока згхдаиия параметров заготовки, блока коэффициента адаптации, первый выход датчика измерения времени прокатки, выходы датчика скорости прокатки и датчика ускорения прокатки, блока слежения соединены совторым входом блока вычисления времени выдержки, третий вход которого соединен с первым выходом второго блока прогpaNtM, выход блока вычисления времени выдержки соединен с третьим входом блока коэффициента адаптации и со входом блока хранения информации, выход которого соединен со вторым входом блока слежения и с первым входом блока сравнения, третий вход блока слежения соединен с третьим выходом второго блока программ, второй выход которого соединен со вторым входом блока коэффициента адаптации, вход второго блока программ соединен со вторым выходом датчика измерения времени прокатки.
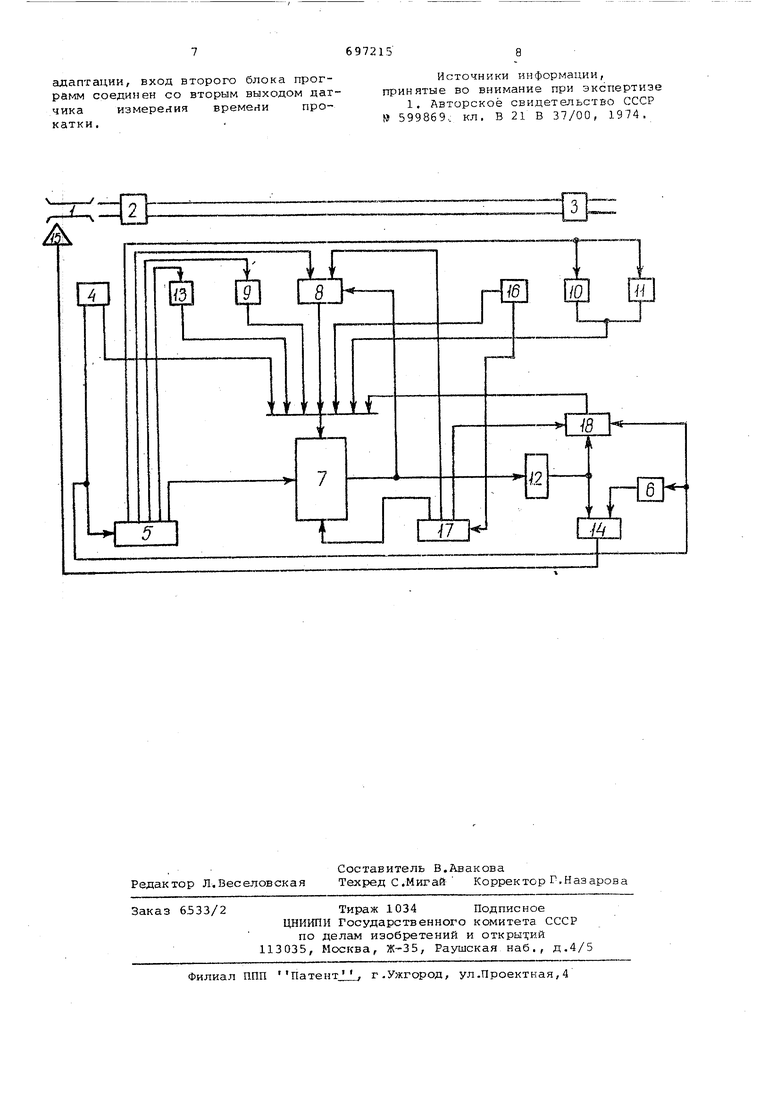
.На чертеа е представлена, блок-схема системы управления темпом прокатки ,
Система состоит из подающего ролганга 1, черновой группы 2 клетей, чистовой группы 3 клетей, датчика 4 длины сляба, первого блока 5 программ,, задатчика б времени, блока 7 вычисления выдержки времени, блока 8 коэффициентов адаптации, блока 9 задания параметров заготовки, датчика 10 скорости прокатки в клетях, датчика 11 ускорения прокатки в кле.тях, блока 12 хранения информации, блока 13 задания паузы в работе узкого звена, блока 14 сравнения,блок 15 автоматической выработки команд, датчика 16 измерения времени прокатки, второго блока 17 программ и блока 18 слежения.
Систрема работает следующим об разом.
При поступлении сляба с подающего рольганга 1 в валки чернотой групы 2 .клетей, срабатывает датчик 4 длины сляба, С первого выхода датчика -4 --длины сляба на вход первого блока 5 npor.paiviM, на первый вход блока 18 слежения и на вход задггтчика 6 времени поступают запускающие импульсы,
Начиная с этого момента, задатчик б времени считает реальное те. кущее время, в блоке 18 слежения
фиксируется порядковый номер сляба
(в данном случае - первый), В свою
очередь, блок 5 программ начинает последовательно выполнять алгоритм вычис71ения времени цикла прокатки данног-о сляба в чистовой rpvnne 3 клетей, С этой целью с первого выхода первого блока 5 программ на первый вход блока 7 вычисления времени выдержки поступает сигнал подготовки этого блока к реализации алгоритма вычисления времени цикла щ)ока ки, После того, как первый сляб .пройдет мимо датчика 4 длины сляба, рольганг 1 останавливается, а со второго БЬ7хода датчика 4 длины сляба на первый вход 7 блока вычисления времени выдержки вводится значение дл.чны сляба.
Затем блок 5 программ последовательно начинает вводить в блок 7 вычисления в.ремени выдержки даннгле, необходигФ1е для вычисления длины полосы на выходе чистовой группы 3 клетей. С этой целью, с четвертого выхода первого блока 5 программ на первый вход блока 8 коэффициентов адаптации поступает сигнал на считывание из этого блока значения коэффициента,, адаптации. С третьего выхода первого блока 5 программ поступает сигнал, в блок 9 задания параметров заготовки на считывание информации. .Информация с выходов блоков 8 и 9 поступает на первый вход блока 7. вычисления времени выдержки. Для того, чтобы опредехшть сколько времени из первого сляба будет прокатываться полоса ож1адаемой длины в чистовой группе 3 клетей, необходимо знать заправочную и максимальную скорости проката и ускорение. С эт.ой целью с пятого выхода первого блока 5 программ поступает сигнал на вход датчика 10 скорости и на вход датчика 11 ускорения, информация с выходов которых направляется в блок 7 вьзчисления времени выдержки. В этом блоке вычисляется Bpervm прокатки полосы в чистовой группе 3 кяетей или время работы узкого звена. С. выхода блока 7 вычисления времени выдержки сигнал об этом времени поступает на вход блока 12 хранения ийформации и на второй вход блока 18 слежения, где идентифицируется с порядковым (первьи) номером сляба.
Технологический цикл прокатки является суммой времени .прок-атки предыдущей (первой) полосы и паузы между первой и второй полосой, которая устанавливается в блоке 13 задания паузы в работе узкого звена. Поэтому для вычисления технологического цикла прокатки со второго выхода первого блока 5 программ на вход блока 13 направляется сигнал , на ввод блока 7 вычисления врег«1ени выдержки значения паузы. Сигнал, соответствующий вычисленному значению времени технологического цикла, направляется на вход блока 12 хранения информации, откуда поступает на первый вход блока 14 сравнения. На второй вход блока 14 сравнения поступает сигнал с задатчика б времени о значении времени, прошедшего с момента остановки рольганга 1. После того, как время простоя рольганга 1 станет равным времени технологического цикла прокатки, блок 14 сравнения срабатывает, и с его выхода поступает сигнал на блок 15 автом тической выработки команд. Сигнал с этого блока включает в работу рольганг 1, который подает следующий .(второй) сляб в первую клеть.
Адаптация осуществляется измерением реального времени прокатки и сопоставлен-ием его с расчетным временем с последующим вычислением поправочного коэффициента - коэффициента адаптации.
Система в режиме адаптации работает следующим образом.
При поступлении первого сляба в чистовую группу 3 клетей срабатывает датчик 16 измерения времени прокат|ки, сигнал со второго, выхода котоIporo запускает второй блок 17 программы. С первого выхода этого блока поступает на третий вход управления блока 7 вычисления времени выдержки сигнал подготовки его к реализации алгоритма вычисления коэффициента адаптации. С третьего выхода второго блока 17 программ поступает сигнал на вывод из блока 18 слежения расчетного времени прокатки, относящегося в первому слябу. Сигнал, соответствующий этому времени, с выхода блока 18 слежения поступает в блок 7 вычисления времени выдержки, куда также поступает сигнал о реальном времени прокатки с первого выхода датчика 16. После того, как полоса покидает чистовую клеть, сигнал вычисленного коэффициента адаптации с выхода блока 7 вычисления времени выдержки поступает в блок 8 коэффициентов адаптации. Запись этого сигнала производится сразу же после того, как второй блок 17 программ выдастсигнал разрешения записи на второй вход блока 8 коэффициентов адаптации.
Измерение длины сляба (второго) проводится с новым коэффициентом адаптации, учитывающим ошиб, ки, допущенные при аналогичных вычислениях предшествующего сляба.
Применение данной системы позволяет сократить на несколько секунд разброс паузы в работе чистовой группы клетей, т.е. сделать ее более стабильной, что обеспечит получение экономического эффекта в122 тыс.руб. в год. Форг-ул а из обрет еня я
Система управления темпом прокатки, содержащая блок задания паузы в работе узкого звена, блок задания параметров заготовки, задатчик времени, выход которого соединен со вторым входом блока сравнения, выход блока сравнения .соединен со входом блока автоматической выработки
0 команд, блок вычисления времени выдержки, подающий рольганг, группу черновых клетей, группу чистовых клетей, о т л и ч а ю щ а я. с я тем, что, с целью обеспечения работоспособности системы при измене5ниях параметров технологического процесса, она дополнитально снабжена датчиком сляба, блоком коэффициента адаптации, датчиком измерения времени прокатки, датчиком
0 скорости прокатки, датчиком ускорения прокатки, первым блоком программ, вторым блоком программ, блоком хранения информации, блоком слежения, причем первый выход датчика
5 длины слябэ соединен со входом первого блока программ, со входом задатчика времени -и с первым входом блока слежения, второй выход датчика длины сляба соединен со вторым
0 входом блока вычисления времени выдержки, первый вход которого соединен с первым выходом первого блока программ, второй выход первого блока программ соединен со входом бло5ка задания паузы в работе узкого звена, третий выход первого блока программ соединен со входом блока задания параметров заготовки, четвертый выход первого блока программ соединен с первым входом блока коэф0фициента адаптации,.лятый выход первого блока программ соединен со входом датчика скорости,прокатки и со входом датчика ускорения прокатки, выходы блока задания паузы в ра5-боте узкого звена блока задания параметров заготовки, блока коэффициента адаптации, первый выход датчика измерения времени прокатки, выходы датчика скорости прокатки и
0 датчика ускорения прокатки, блока слежения соединены со вторым входом блока вычисления выдержки, третий вход которого соединен с первым выходом второго блока прог5parviM, выход блока вычисления времени выдержки соединен с третьим входом блока коэффициента адаптации и со входом блока храненияинформации, выход которого соединен со вто0рым входом блока слежения и с первым входом блока сравнения, третий вход блока слежения соединен с третьим выходом второго блока программ, в.торой выход которого соединен со вторым входом блока коэффициента
адаптации, вход второго блока программ соединен со вторым выходом датчикаизмерения временипрокатки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 599869.: кл. В 21 В 37/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Система управления темпом прокатки | 1990 |
|
SU1754249A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Устройство для автоматического регулирования температуры прокатки полосы | 1977 |
|
SU728955A1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Устройство регулирования температуры подката для широкополосного стана горячей прокатки | 1987 |
|
SU1444003A1 |
| Устройство для управления скоростным режимом чистовой группы клетей стана горячей прокатки | 1973 |
|
SU472709A1 |
| Устройство регулирования ширины полосы на станах горячей прокатки | 1981 |
|
SU982833A1 |
