Известен способ непрерывной формовки трубной заготовки в клетях с чередующимися горизонтальными и неприводными вертикальными валками и расположением продольной оси формуемой заготовки в одной горизонтальной плоскости. Так как продольная ось формуемой полосы в процессе формовки находится в одной плоскости, на нее действуют напряжения изгиба, принудительно распрямляющие изогнутую ось формовки. Эти напряжения сжимают предварительно растянутые кромки трубной заготовки, приводя к гофрообразованию.
Предлагаемый способ отличается тем, что для увеличения степени деформации без образования гофров трубную заготовку формуют с натяжением кромок по всей длине очага формовки за счет принудительного изгиба в продольном направлении оси трубной заготовки выпуклостью в сторону кромок.
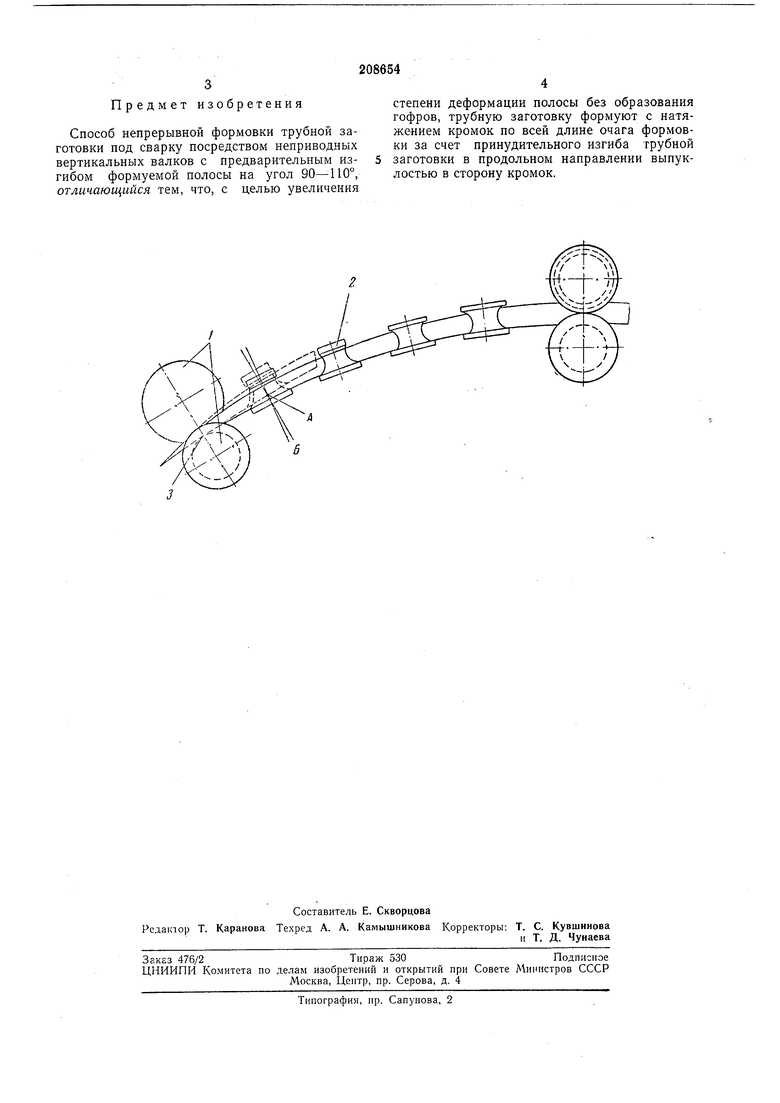
На чертеже представлено устройство для осуществления данного способа.
Полоса после предварительного поперечного изгиба на угол 90-110°, после предварительного поперечного изгиба на угол 90-110°, осуществляемого либо в трехвалковом калибре, либо в обычном двухвалковом горизонтальном калибре 1 (клеть предварительного изгиба) формуется до необходимого под сварку профиля посредством некоторого расчетного количества неприводных вертикальных валков 2. При этом вертикальные валки имеют попарную угловую регулировку своих осей в плоскостях, параллельных оси формовки,
благодаря чему они получают возможность устанавливаться наклонно. Продольная ось формуемой полосы, совпадающая с нижней образующей трубной заготовки, после выхода из клети предварительного изгиба изгибается
в вертикальной плоскости по кривой 3. Для принудительного растяжения кромок на всем участке этой кривой первую клеть с вертикальными валками и соответственно точку А располагают таким образом, чтобы создать
дополнительный прогиб трубной заготовки, растягивающий ее кромки, т. е. точка А должна переместиться в положение Б. Величина дополнительного прогиба зависит от необходимой величины растяжения кромок. -Критерием этой величины служит полное удаление гофров на кромках. Соответствующим образом располагают и все остальные клети.
Таким образом, ось формуемой полосы проходит по кривой, имеющей выпуклость в сторону кромок и тем самым по всей длине очага формовки в кромках действуют только растягивающие напряжения. Это полностью устраняет опасность гофрообразования, в связи с чем значительно увеличивается степень деПредмет изобретения
Способ непрерывной формовки трубной заготовки под сварку посредством неприводных вертикальных валков с предварительным изгибом формуемой полосы на угол 90-110°, отличающийся тем, что, с целью увеличения
степени деформации полосы без образования гофров, трубную заготовку формуют с натяжением кромок по всей длине очага формовки за счет принудительного изгиба трубной заготовки в продольном направлении выпуклостью в сторону кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Способ настройки валкового формовочного стана | 1988 |
|
SU1593720A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1549626A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| Способ изготовления сварных прямошовных труб | 1976 |
|
SU597456A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| Профилегибочный стан | 1982 |
|
SU1042839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2088355C1 |
| СПОСОБ НЕПРЕРБ1ВНОЙ ФОРМОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1970 |
|
SU265056A1 |