Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано при контроле фрез с передней поверхностью, имеющей образующую, выполненную в виде логарифмической спирали.
Известно устройство для контроля червячных фрез, содержащее корпус, в котором расположен регистрирующий элемент с приводом его перемещения относительно контролируемой фрезы.. .
Существенным недостатком устройства известной конструкции являются его узкие технологические возможности.
Указанный недостаток устройства известной конструкции вызван тем, что направление перемещения измерителя задается формой направляющих, по которым перемещается каретка с измерителем.
Цель изобретения - расширение технологических возможностей устройства для контроля.
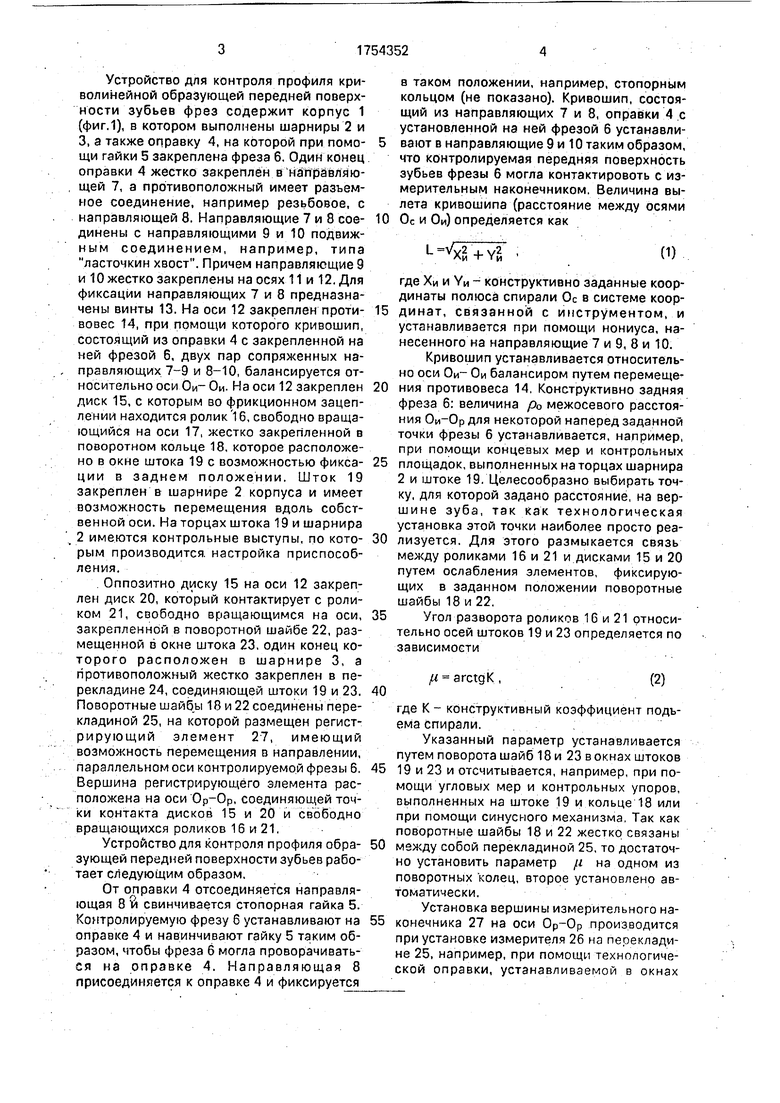
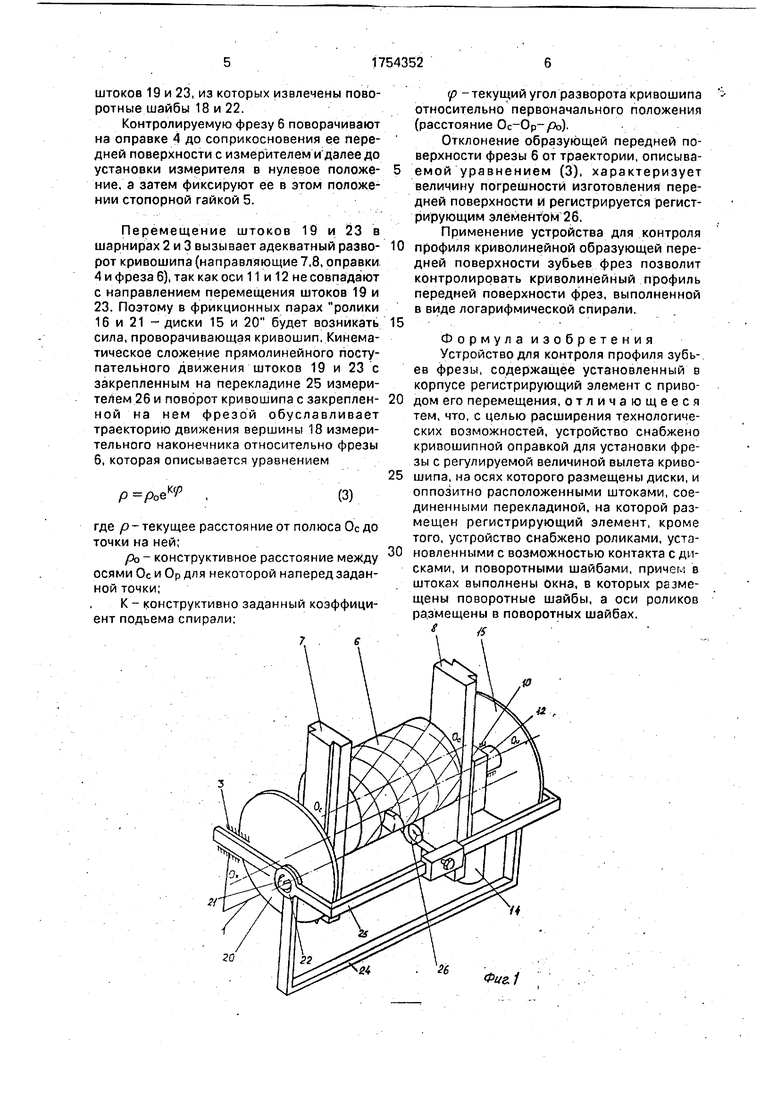
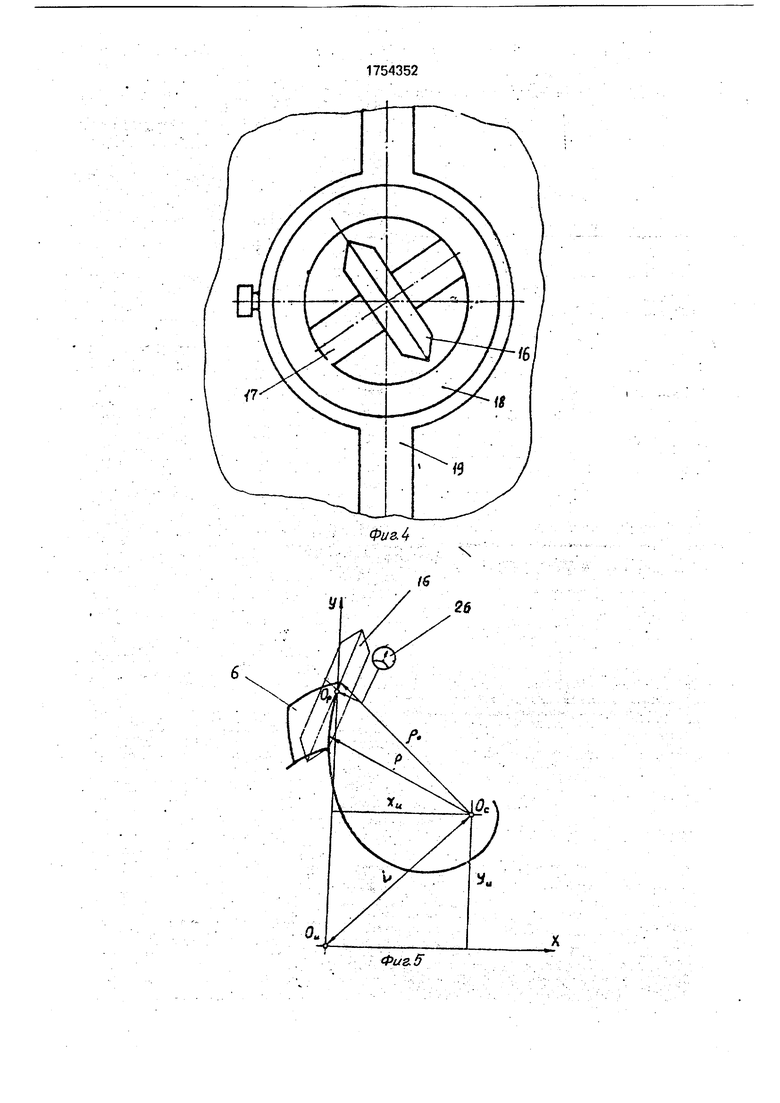
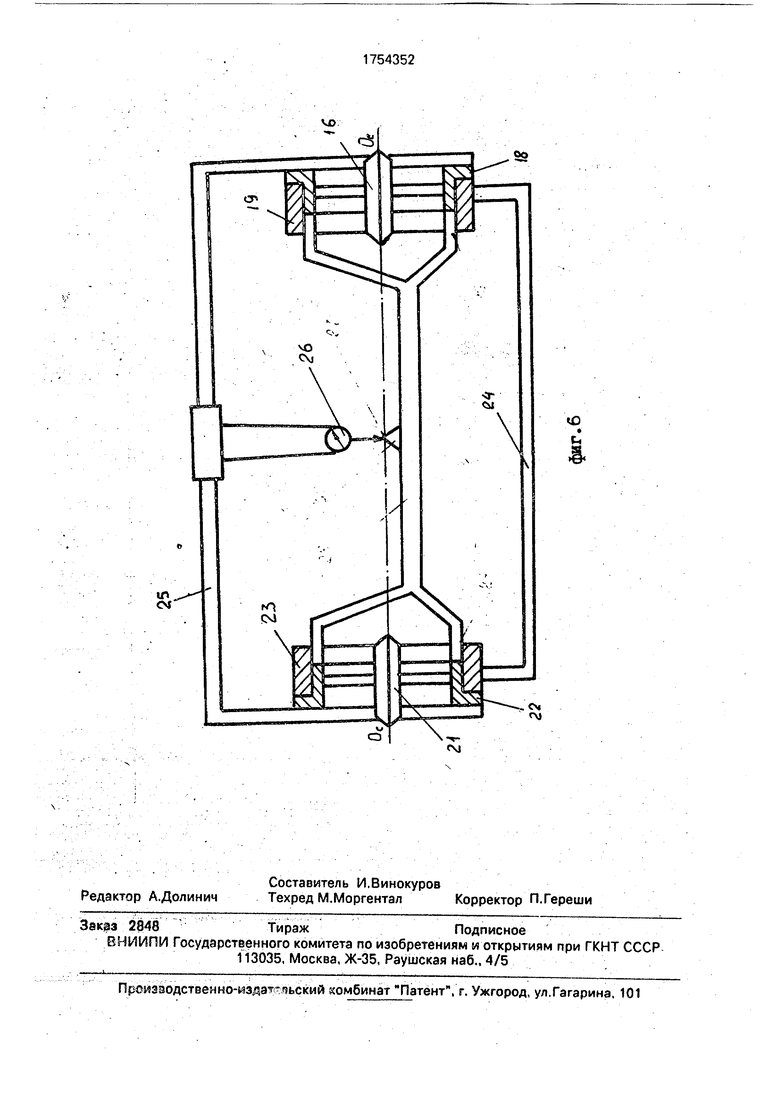
На фиг. 1 показано устройство для контроля, общий вид; на фиг.2 - фронтальная проекция на фиг.1; на фиг.З - горизонтальная проекция на фиг.1; на фиг.4 - вид А на фиг.2; на фиг.5 - взаимное расположение контролируемого зуба, фрезы, свободно вращающегося ролика и регистрирующего элемента относительно оси фрезы и полюса логарифмической спирали; на фиг.6 - взаимное расположение элементов в конце операции контроля.
VI
сл
Јь
W
сл
Ю
Устройство для контроля профиля криволинейной образующей передней поверхности зубьев фрез содержит корпус 1 (фиг.1), в котором выполнены шарниры 2 и 3, а также оправку 4, на которой при помощи гайки 5 закреплена фреза 6. Один конец оправки 4 жестко закреплен в направляющей 7, а противоположный имеет разъемное соединение, например резьбовое, с направляющей 8. Направляющие 7 и 8 соединены с направляющими 9 и 10 подвижным соединением, например, типа ласточкин хвост. Причем направляющие 9 и 10 жестко закреплены на осях 11 и 12. Для фиксации направляющих 7 и 8 предназначены винты 13. На оси 12 закреплен противовес 14, при помощи которого кривошип, состоящий из оправки 4 с закрепленной на ней фрезой 6, двух пар сопряженных направляющих 7-9 и 8-10, балансируется относительно оси Ои- Ой- На оси 12 закреплен диск 15, с которым во фрикционном зацеплении находится ролик 16, свободно вращающийся на оси 17, жестко закрепленной в поворотном кольце 18, которое расположено в окне штока 19 с возможностью фиксации в заднем положении. Шток 19 закреплен в шарнире 2 корпуса и имеет возможность перемещения вдоль собственной оси. На торцах штока 19 и шарнира 2 имеются контрольные выступы, по которым производится, настройка приспособления.
Оппозитно диску 15 на оси 12 закреплен диск 20, который контактирует с роликом 21, свободно вращающимся на оси, закрепленной в поворотной шайбе 22, размещенной в окне штока 23, один конец которого расположен в шарнире 3, а противоположный жестко закреплен в перекладине 24, соединяющей штоки 19 и 23. Поворотные шайб.ы 18 и 22 соединены перекладиной 25, на которой размещен регистрирующий элемент 27, имеющий возможность перемещения в направлении, параллельном оси контролируемой фрезы 6. Вершина регистрирующего элемента расположена на оси Ор-Ор, соединяющей точки контакта дисков 15 и 20 и свободно вращающихся роликов 16 и 21.
Устройство для контроля профиля образующей передней поверхности зубьев работает следующим образом.
От оправки 4 отсоединяется направляющая 8 и свинчивается стопорная гайка 5. Контролируемую фрезу 6 устанавливают на оправке 4 и навинчивают гайку 5 таким образом, чтобы фреза б могла проворачиваться на оправке 4. Направляющая 8 присоединяется к оправке 4 и фиксируется
в таком положении, например, стопорным кольцом (не показано). Кривошип, состоящий из направляющих 7 и 8, оправки 4 с установленной на ней фрезой 6 устанавливают в направляющие 9 и 10 таким образом, что контролируемая передняя поверхность зубьев фрезы б могла контактировоть с измерительным наконечником. Величина вылета кривошипа (расстояние между осями
Ос и Ои) определяется как
L VX2+Y2
(1)
где Хи и YH - конструктивно заданные координаты полюса спирали Ос в системе координат, связанной с инструментом, и устанавливается при помощи нониуса, нанесенного на направляющие 7 и 9, 8 и 10.
Кривошип устанавливается относительно оси Ои Ои балансиром путем перемещения противовеса 14, Конструктивно задняя фреза 6: величина р0 межосевого расстояния Ои-Ор для некоторой наперед заданной точки фрезы 6 устанавливается, например, при помощи концевых мер и контрольных
площадок, выполненных на торцах шарнира 2 и штоке 19. Целесообразно выбирать точку, для которой задано расстояние, на вершине зуба, так как технологическая установка этой точки наиболее просто реализуется. Для этого размыкается связь между роликами 16 и 21 и дисками 15 и 20 путем ослабления элементов, фиксирующих в заданном положении поворотные шайбы 18 и 22.
Угол разворота роликов 16 и 21 относительно осей штоков 19 и 23 определяется по зависимости
40
(л arctgK,
(2)
где К - конструктивный коэффициент подъема спирали.
Указанный параметр устанавливается путем поворота шайб 18 и 23 в окнах штоков
19 и 23 и отсчитывается, например, при помощи угловых мер и контрольных упоров, выполненных на штоке 19 и кольце 18 или при помощи синусного механизма, Так как поворотные шайбы 18 и 22 жестко связаны
между собой перекладиной 25, то достаточно установить параметр /г на одном из поворотных колец, второе установлено автоматически.
Установка вершины измерительного наконечника 27 на оси 0Р-0Р производится при установке измерителя 26 на перекладине 25, например, при помощи технологической оправки, устанавливаемой в окнах
штоков 19 и 23, из которых извлечены поворотные шайбы 18 и 22.
Контролируемую фрезу 6 поворачивают на оправке 4 до соприкосновения ее передней поверхности с измерителем и далее до установки измерителя в нулевое положение, а затем фиксируют ее в этом положении стопорной гайкой 5.
Перемещение штоков 19 и 23 в шарнирах 2 и 3 вызывает адекватный разворот кривошипа (направляющие 7,8, оправки 4 и фреза 6), так как оси 11 и 12 не совпадают с направлением перемещения штоков 19 и 23. Поэтому в фрикционных парах ролики 16 и 21 - диски 15 и 20 будет возникать сила, проворачивающая кривошип, Кинематическое сложение прямолинейного поступательного движения штоков 19 и 23 с закрепленным на перекладине 25 измерителем 26 и поворот кривошипа с закрепленной на нем фрезой обуславливает траекторию движения вершины 18 измерительного наконечника относительно фрезы б, которая описывается уравнением
л,е
p-poQ
(3)
где р текущее расстояние от полюса Ос до точки на ней;
РО - конструктивное расстояние между осями Ос и Ор для некоторой наперед заданной точки,
К - конструктивно заданный коэффициент подъема спирали,
20
0
5
0
5
0
р -текущий угол разворота кривошипа относительно первоначального положения (расстояние Ос-0р-/ о)
Отклонение образующей передней поверхности фрезы б от траектории, описываемой уравнением (3), характеризует величину погрешности изготовления передней поверхности и регистрируется регистрирующим элементом 26,
Применение устройства для контроля профиля криволинейной образующей передней поверхности зубьев фрез позволит контролировать криволинейный профиль передней поверхности фрез, выполненной в виде логарифмической спирали
Формула изобретения Устройство для контроля профиля зубьев фрезы, содержащее установленный в корпусе регистрирующий элемент с приводом его перемещения, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено кривошипной оправкой для установки фрезы с регулируемой величиной вылета кривошипа, на осях которого размещены диски, и оппозитно расположенными штоками, соединенными перекладиной, на которой размещен регистрирующий элемент, кроме того, устройство снабжено роликами, установленными с возможностью контакта с дисками, и поворотными шайбами, причем в штоках выполнены окна, в которых размещены поворотные шайбы, а оси роликов размещены в поворотных шайбах
ff
0
43.
(4
Фи&1
(О
N
Ј.
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки фасонных поверхностей инструментов | 1987 |
|
SU1433769A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Устройство для контроля профиля фасонных фрез | 1988 |
|
SU1516738A1 |
| Устройство для контроля профиля фасонных фрез | 1989 |
|
SU1629741A2 |
| Устройство для затылования инструмента | 1979 |
|
SU869978A1 |
| Устройство для обработки фасонных шлифовальных кругов | 1988 |
|
SU1664517A1 |
| Устройство для обработки фасонных шлифовальных кругов | 1990 |
|
SU1771937A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| Устройство для затылования | 1983 |
|
SU1117127A2 |
| Устройство для обработки фасонных поверхностей инструментов | 1986 |
|
SU1335426A1 |
Использование: машиностроение, о частности инструментальное производство, контроль фрез с передней поверхностью, имеющей образующую в виде логарифмической спирали. Сущность: устройство содержит кривошипную оправку с регулируемой . величиной вылета кривошипа. На оправке крепится контролируемая фреза. На осях кривошипа размещены диски, с которыми контактируют свободно вращающиеся ролики. Оси роликов расположены в поворотных шайбах с возможностью фиксации и заданном положении. Поворотные шайбы размещены в окнах оппозитно установленных штоков, имеющих возможность перемещения вдоль собственных осей. Штоки соединены перекладиной. Регистрирующий элемент размещён с возможностью его перемещения в осевом направлении, причем его контрольный зуб расположен на оси, соединяющей точки контакта дисков и свободно вращающихся роликов. Кроме того, на оси кривошипа установлен балансир с регулируемым положением груза. 6 ил.
26
Фиг.5
О
1+
| Станки и инструмент, 1987, № 2, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
