Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки фасонных шлифовальных кругов | 1990 |
|
SU1771937A1 |
| Устройство для обработки фасонных поверхностей инструментов | 1987 |
|
SU1433769A1 |
| Устройство для обработки фасонных поверхностей инструментов | 1986 |
|
SU1335426A1 |
| Устройство для контроля профиля зубьев фрезы | 1990 |
|
SU1754352A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Устройство для правки шлифовального круга | 1989 |
|
SU1701499A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
Изобретение относится к машиностроению и может быть использовано для правки фасонных шлифовальных кругов, используемых для чистовой обработки деталей, ограниченных поверхностями сложной формы, в частности передних поверхностей зубьев червячных фрез с криволинейной передней поверхностью. Цель изобретения - повышение надежности устройства. На корпусе выполнена плита 2 с рабочими плоскостями, параллельными между собой и расположенными с разных сторон плиты. Свободно вращающиеся ролики 5 и 6 расположены на осях в поворотных кольцах-шайбах 9 и 10 и взаимодействуют с рабочими плоскостями. Поворотные кольца 9 и 10 размещены в окнах штоков 11 и 12, одними концами связанных между собой струбциной 20. Другие концы штоков 11 и 12 смонтированы в шарнирах 15 и 16 с возможностью перемещения вдоль своих осей. На поворотном кольце 10 жестко закреплен конец штанги 21, на другом конце которой установлен держатель правящего элемента. 4 ил.
Сь
5 9
Ј&1,
Изобретение относится к области-машиностроения и может быть использовано для правки фасонных шлифовальных кругов, используемых для чистовой обработки деталей, ограниченных поверхностями сложной формы, в частности передних поверхностей зубьев червячных фрез с криволинейной передней поверхностью.
Целью изобретения является повышение надежности устройства.
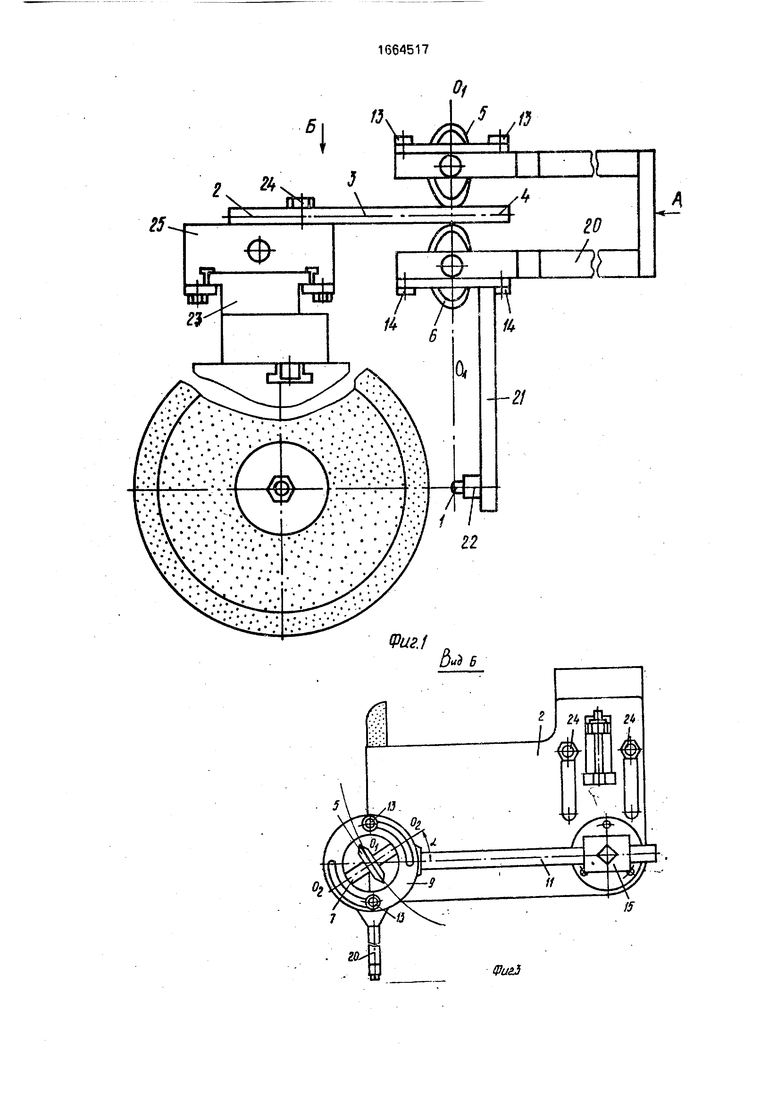
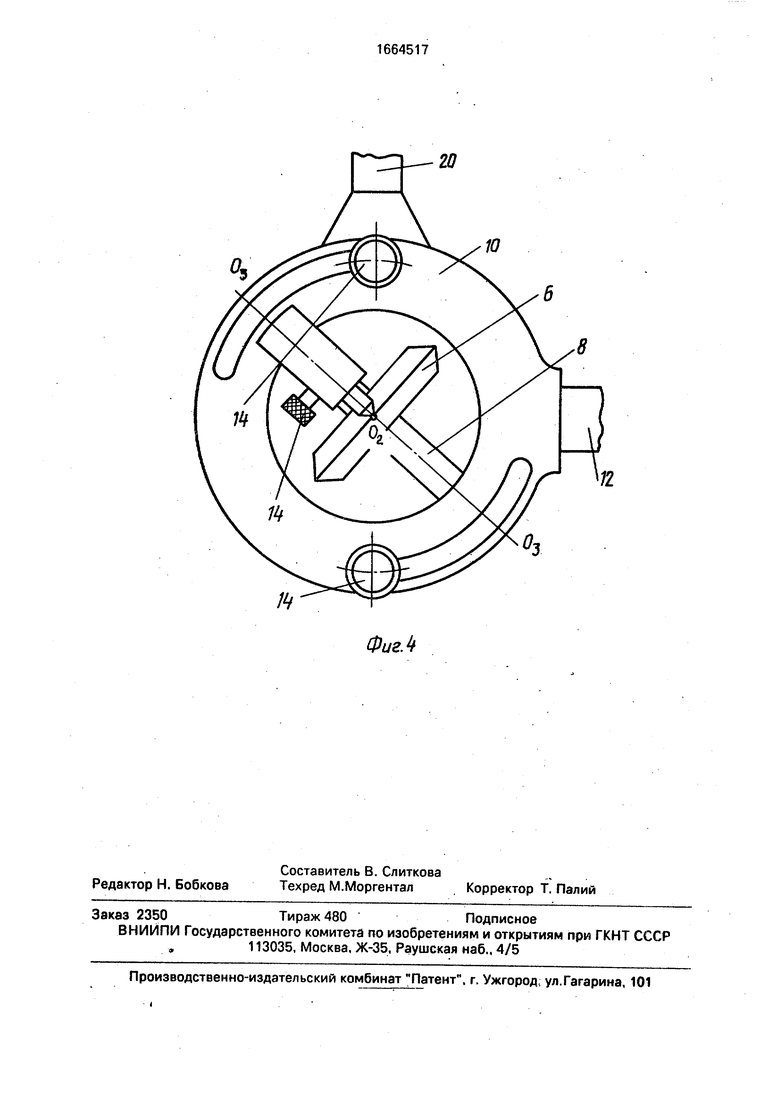
На фиг.1 показано устройство для обработки фасонных шлифовальных кругов, общий вид; на фиг,2 - вид А на фиг.1; на фиг.З - вид Б на фиг,1; на фиг.4 - узел поворотного ролика.
Устройство для обработки фасонных шлифовальных кругов содержит корпус (не показан), в котором расположен правящий элемент 1. На корпусе устройства выполнена плита 2, содержащая две параллельные рабочие плоскости 3 и 4. С последними взаимодействуют свободно вращающиеся ролики 5 и 6, установленные на осях 7 и 8, которые расположены в поворотных кольцах-шайбах 9 и 10. Последние размещены в окнах штоков 11 и 12 и фиксируются в заданном положении винтами 13 и 14. Концы штоков 11 и 12 расположены в шарнирах 15 и 16 с возможностью перемещения вдоль собственных осей. Конструктивно шарниры могут быть выполнены, например, в виде подшипника скольжения либо в виде двух опорных шарикоподшипников 17 с удаленными внутренними кольцами. Шарниры 15 и 16 соединены с осью 18, которая свободно вращается вокруг своей оси OiOi в подшипнике 19. Противоположные концы штоков соединены струбциной 20. На поворотной шайбе 10 жестко закреплен конец штанги 21, противоположный конец которой содержит держатель 22 правящего элемента, в котором расположен фиксатор правящего элемента.
Плита 2 крепится 6 помощью болтов 24 к ползуну 25, который соединен передачей, например, винт 26 - гайка (не показана) с опорой 23, жестко закрепленной на станке.
Устройство для обработки фасонных шлифовальных кругов работает следующим образом.
Шарниры 15 и 16 получают возвратно- поворотное движение от привода перемещения (не показан). Привод вращения может быть выполнен механическим, гидравлическим, пневматическим и др. При повороте шарниров 15 и 16 штоки 11 и 12, кроме вращательного, совершают и поступательное движение вдоль своих продольных осей. Это вызвано тем, что оси 0202 и
ОзОз роликов 5 и 6 расположены под углом а к осям шгтоков 11 и 12 и при вращении последних вектор силы в любой точке профиля, направленный по касательной к криволинейной образующей
профиля, действующий на ролики, имеет составляющую, параллельную осям штоков. При контакте роликов 5 и 6 с рабочими плоскостями 3 и 4 штоки 11 и 12 вместе с закрепленными на них элементами перемещаются в окнах шарниров на величину, пропорциональную углу разворота шарниров 15 и 16.
Коэффициент пропорциональности между углом разворота штоков и их осевым
перемещением определяется углом а разворота осей 020а и ОзОз относительно осей штоков и достигается путем разворота шайб 9 и 10 на требуемый угол и фиксации их винтами 13 и 14.
Правящий элемент 1 располагают в держателе 22 таким образом, что его вершина находится на оси 0404 поворота шайб 9 и 10, а затем фиксируют его в держателе 22 с помощью фиксатора. Подача необработанных слоев шлифовального круга при правке осуществляется с помощью винта 26, при вращении которого происходит перемещение ползуна 25 с закрепленными на нем элементами по опоре 23.
Формула изобретения Устройство для обработки фасонных шлифовальных кругов, в корпусе которого размещены плита и на штанге правящий
элемент, связанный с приводом его перемещения, выполненным в виде двух взаимодействующих с параллельно расположенными рабочими поверхностями свободно вращающихся роликов, размещенных в поворотных кольцах, установленных в окнах связанных между собой штоков, смонтированных в имеющих общую ось вращения шарнирах с возможностью перемещения вдоль своих осей, отличающеее я тем, что, с целью повышения надежности, штанга правящего элемента размещена на одном из поворотных колец, рабочие поверхности выполнены с разных сторон плиты, а шарниры жестко связаны между собой.
fznu
SI
& S
Si
V/
U9b99l
а
20
8
о,
ФигЛ
| Устройство для обработки фасонных поверхностей инструментов | 1987 |
|
SU1433769A1 |
