Изобретение относится к черной и цветной металлургии и может быть использовано при отрезке кромок листов после прокатки.
Известен способ отрезки кромок листов, включающий зажатие отрезаемой кромки листа и остающейся части листа с двух сторон посредством индивидуальных средств зажима и отделение кромок листа.
Недостатком способа является низкое качество из-за изгибной деформации листов.
Цель изобретения - повышение качества получаемых заготовок.
Поставленная цель достигается тем, что отделение кромки листа осуществляют посредством ее перемещения соответствующими индивидуальными средствами вдоль отделяемой кромки
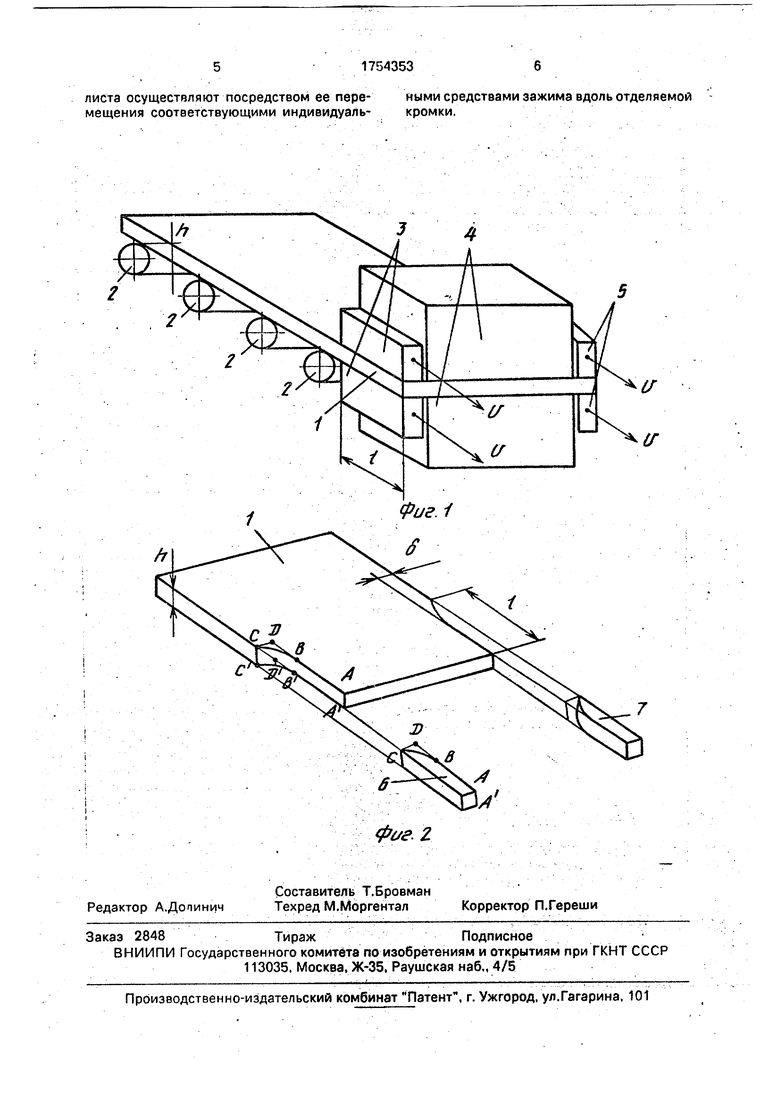
На фиг. 1 показано расположение индивидуальных средств зажима кромок и остающейся части листа в виде плит; на фиг. 2 - расположение листа и отделяемых участков кромок.
На чертежах обозначен прокатанный лист 1, расположенный на роликах рольганга 2, Прижимные плиты 3 обеспечивают сжатие кромок, а остающийся участок листа сжат плитами 4. Участок второй кромки листа сжат плитами 5, а отделяемые части кромок обозначены 6 и 7.
Способ осуществляют со следующей последовательностью операций.
Первая операция заключается в том, что лист подают рольгангом 2 в рабочее положение по отношению к плитам 3, 4 и 5.
Вторая операция заключается в том, что лист сжимают прижимными так, что плиты 3 и 5 обеспечивают сжатие участков кромок длиной I и шириной б , а плиты 4 обеспечивают сжатие, остающейся после отделения кромок, части листа.
Третья операция состоит в том, что плиты 3 и 5 перемещают в направлении скорости V, равной 50-150 мм/с. При неподвижных плитах 4 и листе 1 перемещение плит 3 и 5 происходит совместно с отрезаемыми участками кромок 6 и 7, которые отделяют от листа 1 срезом вдоль длины листа, т.е. вдоль DA (или ВА), а не вдоль DD1 (В В1 и АА1), как в известных способах резки.
сл
с
VJ
СП
СА) СЛ СО
Поэтому усилия, прикладываемые к листу 1, расположены в его плоскости и не изгибают лист (в прототипе эти силы перпендикуляр- ны к основным поверхностям листа и никакие прижимы не позволяют исключить изгиб листа, особенно у его кромок).
К поверхности листа прикладывают фрикционные силы, направленные вдоль его длины и если давление на сжатых участках кромок 6 и 7 равнор, а коэфици- циент трения равен ц , то при движении плит 3 создается (вдоль вектора V), сила 2р/г1 5 P I (примем, для упрощения прямоугольную форму кромок ADC (A DC), что незначительно завышает силу),
Срез будет осуществлен, если
Pi Р2+Рз,
(D
где Ра - сила среза вдоль плоскости АДД1 А , равная
Р2
гв - предел прочности при срезе; Рз - сила отрыва участка кромки б от листа 1, равная
Рз ч7вс5Н ;
тв - предел прочности на растяжение. Условие (1) можно записать в виде
2ftP-l-d rB4-h-J-(7B(5h,
0,5 Р
Z. fIS. h 4- h l° 5
ав Mia Ъ Т-Гй
Примем Ј.0,58 и получим
OB
Ј + 0-29J}) ,(3)
При холодной прокатке и ,« 0,10
+ 295 а при ц 0,5 Р , 1rth , с оп оь-10Т+5Д% о
Р л обычно лучше принимать - 1, так как
сплава низкой пластичности могут при нормальных напряжениях, близких к пределу
прочности, разрушаться и силы будут велики.
р При двукратном запасе и - 0,5
в
0,5 у4-0,29§ 0,
h
0.5ft
0,5 , 0,29
+
sr
hJu
1+0,58
(4)
а при ,0, h 1,73 б/г,(5)
т.е. способ реализации для тонких листов с ограничением (4) или (5).
Если 5 5 мм, /г 0,10, то 1 500 мм, то h 0,86 мм, а при /г 0,05, h 0,43 мм.
При горячей резке и ,« 0,3, 6 10 мм из (5) следует, что h 5,19 мм,
Увеличение I практически не изменяет
результат в формуле (4), т.е. этот критерий не нарушается с увеличением длины I, от которой зависит производительность процесса.
Четвертая операция состоит в том, что
все прижимные плиты разводят, после чего обрезки 6, 7 падают в предусмотренный короб, а далее лист 1 вновь подают на шаг, не превышающий величину I, и цикл операций повторяют.
Пример. Способ опробован в Краматорском индустриальном институте при отрезке кромок алюминиевых листов шириной 400 мм, длиной 1000 мм и толщиной 0,35 мм. Осуществляли отрезку кромок
шириной 3 мм и длиной 250 мм. Согласно экспериментальным данным усилия среза при горизонтальном перемещении отрезаемой кромки составляли 16-18 кН, а давление сжатия листа и кромок плитами 160
МПа. Срез происходил устойчиво, проскальзывания плит не наблюдалось. Неплоскостность листа у кромок реза составляла 0,06-0,08 мм в 2,5 и более раз меньше, чем при резке способом, указанным в прототипе. Способ позволяет повысить качество получаемых заготовок.
Формула изобретения Способ отрезки кромок листов, включающий зажатие отрезаемой кромки листа и
остающейся части листа с двух сторон посредством индивидуальных средств зажима и отделение кромки листа, отличающий- с я тем, что, с целью повышения качества получаемых заготовок, отделение кромки
листа осуществляют посредством ее перемещения соответствующими индивидуальными средствами зажима вдоль отделяемой кромки.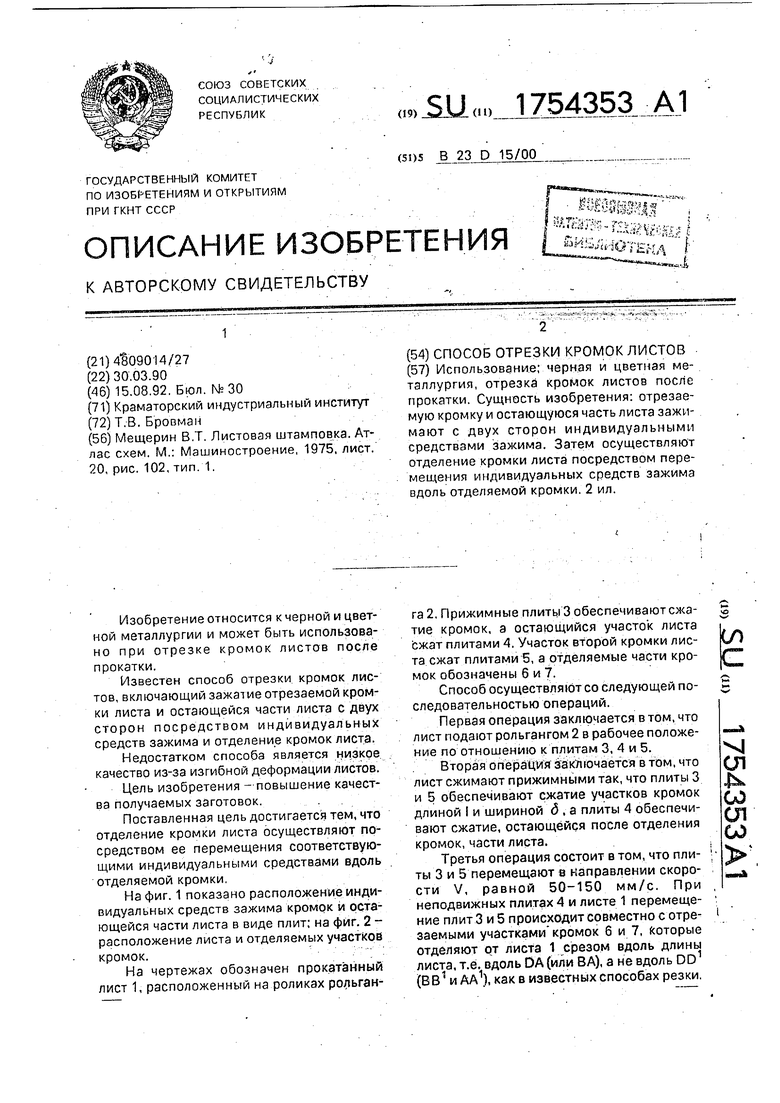

Использование; черная и цветная металлургия, отрезка кромок листов после прокатки. Сущность изобретения: отрезаемую кромку и остающуюся часть листа зажимают с двух сторон индивидуальными средствами зажима. Затем осуществляют отделение кромки листа посредством перемещения индивидуальных средств зажима вдоль отделяемой кромки. 2 ил.
| Мещерин В Г | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машиностроение, 1975, лист | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
