А-А
(Л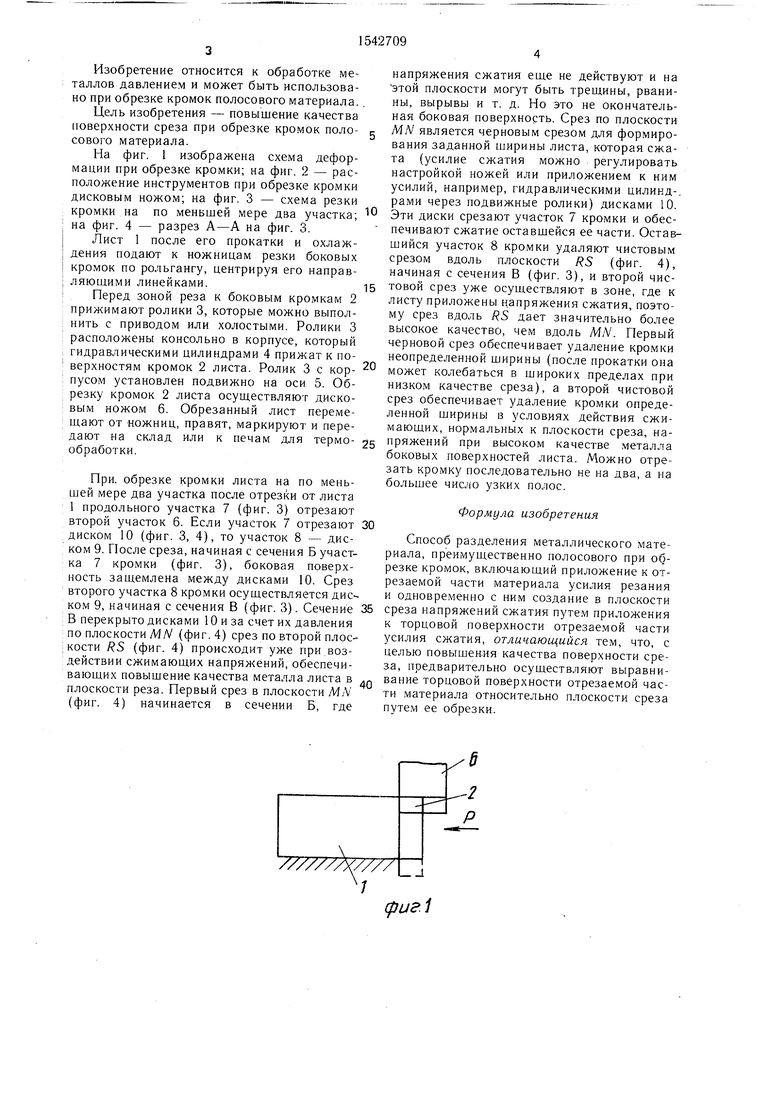
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства листов | 1984 |
|
SU1228932A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277022C1 |
| Способ обрезки проката | 1989 |
|
SU1750863A1 |
| Способ отрезки кромок листов | 1990 |
|
SU1754353A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2350410C1 |
| Инструмент для обрезки листового материала | 1982 |
|
SU1044436A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества поверхности среза при обрезке кромок полосового материала. При обрезке кромки листа по меньшей мере на два участка после отрезки от листа 1 продольного участка 7 диском 10 отрезают второй участок 8 диском 9. Срез по плоскости MN является черновым срезом для формирования заданной ширины листа, которая сжата дисками 10. Эти диски срезают участок 7 кромки и обеспечивают сжатие оставшейся части. Оставшийся участок 8 кромки удаляют чистовым срезом вдоль плоскости RS. 4 ил.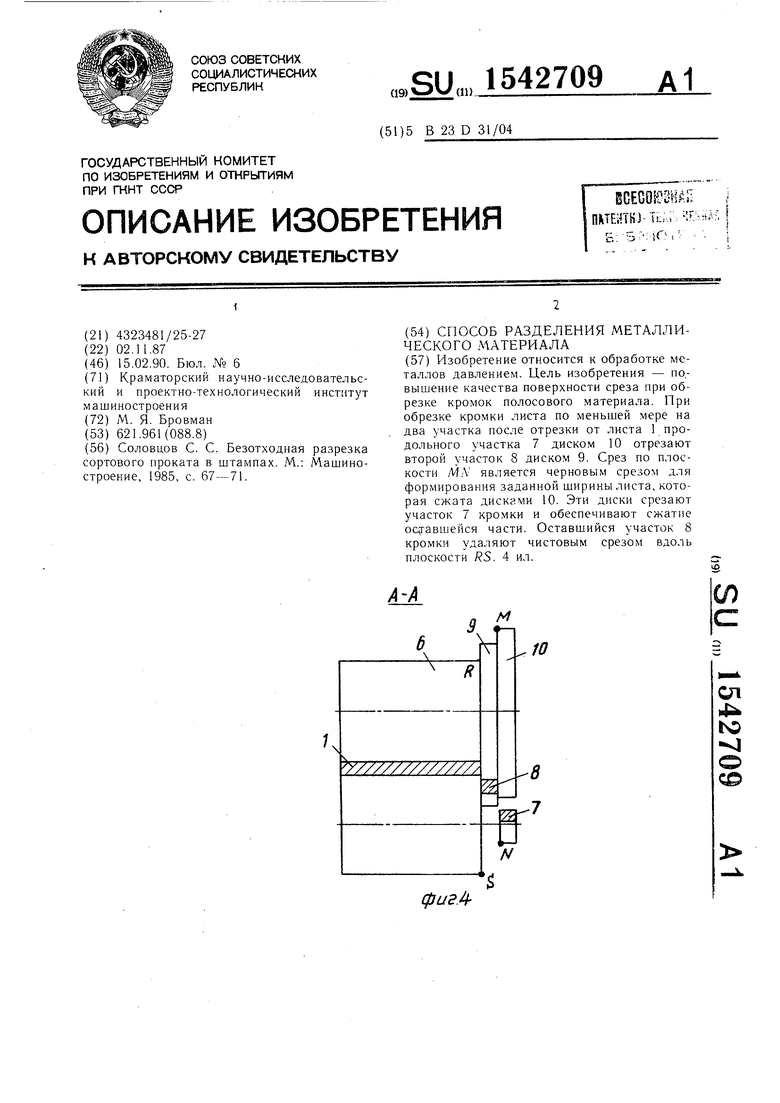
д
9 Ј
10
ел
Јъ Ю
г777//7/////77//
-8 -7
N
фиг.4 $
Изобретение относится к обработке металлов давлением и может быть использовано при обрезке кромок полосового материала.
Цель изобретения - повышение качества поверхности среза при обрезке кромок поло- сового материала.
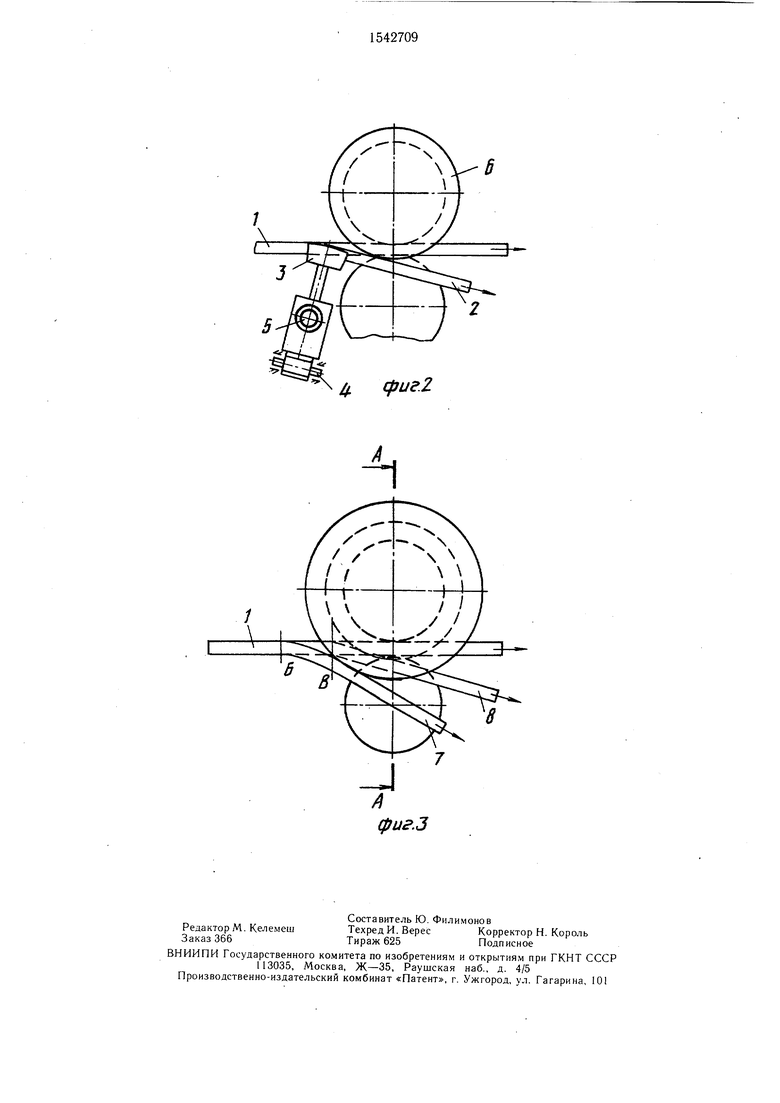
На фиг. 1 изображена схема деформации при обрезке кромки; на фиг. 2 - расположение инструментов при обрезке кромки дисковым ножом; на фиг. 3 - схема резки кромки на по меньшей мере два участка; на фиг. 4 - разрез А-А на фиг. 3.
Лист 1 после его прокатки и охлаждения подают к ножницам резки боковых кромок по рольгангу, центрируя его направляющими линейками.
Перед зоной реза к боковым кромкам 2 прижимают ролики 3, которые можно выполнить с приводом или холостыми. Ролики 3 расположены консольно в корпусе, который гидравлическими цилиндрами 4 прижат к поверхностям кромок 2 листа. Ролик 3 с кор- пусом установлен подвижно на оси 5. Обрезку кромок 2 листа осуществляют дисковым ножом 6. Обрезанный лист перемещают от ножниц, правят, маркируют и передают на склад или к печам для термо- обработки.
При. обрезке кромки листа на по меньшей мере два участка после отрезки от листа 1 продольного участка 7 (фиг. 3) отрезают второй участок 6. Если участок 7 отрезают диском 10 (фиг. 3, 4), то участок 8 - диском 9. После среза, начиная с сечения Б участка 7 кромки (фиг. 3), боковая поверхность защемлена между дисками 10. Срез второго участка 8 кромки осуществляется диском 9, начиная с сечения В (фиг. 3). Сечение В перекрыто дисками 10 и за счет их давления по плоскости MN (фиг. 4) срез по второй плоскости RS (фиг. 4) происходит уже при воздействии сжимающих напряжений, обеспечивающих повышение качества металла листа в плоскости реза. Первый срез в плоскости ММ (фиг. 4) начинается в сечении Б, где
0
5
0 5
0 5
0
напряжения сжатия еще не действуют и на этой плоскости могут быть трещины, рванины, вырывы и т. д. Но это не окончательная боковая поверхность. Срез по плоскости MN является черновым срезом для формирования заданной ширины листа, которая сжата (усилие сжатия можно регулировать настройкой ножей или приложением к ним усилий, например, гидравлическими цилинд-. рами через подвижные ролики) дисками 10. Эти диски срезают участок 7 кромки и обеспечивают сжатие оставшейся ее части. Оставшийся участок 8 кромки удаляют чистовым срезом вдоль плоскости RS (фиг. 4), начиная с сечения В (фиг. 3), и второй чистовой срез уже осуществляют в зоне, где к листу приложены напряжения сжатия, поэтому срез вдоль RS дает значительно более высокое качество, чем вдоль MN. Первый черновой срез обеспечивает удаление кромки неопределенной ширины (после прокатки она может колебаться в широких пределах при низком качестве среза), а второй чистовой срез обеспечивает удаление кромки определенной ширины в условиях действия сжимающих, нормальных к плоскости среза, напряжений при высоком качестве металла боковых поверхностей листа. Можно отрезать кромку последовательно не на два, а на большее число узких полос.
Формула изобретения
Способ разделения металлического материала, преимущественно полосового при обрезке кромок, включающий приложение к отрезаемой части материала усилия резания и одновременно с ним создание в плоскости среза напряжений сжатия путем приложения к торцовой поверхности отрезаемой части усилия сжатия, отличающийся тем, что, с целью повышения качества поверхности среза, предварительно осуществляют выравнивание торцовой поверхности отрезаемой части материала относительно плоскости среза путем ее обрезки.
-f
Р
фигЛ
4 фиг2
| Соловцов С | |||
| С | |||
| Безотходная разрезка сортового проката в штампах | |||
| М.: Машиностроение, 1985, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
