Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства деревянных корпусов.
Целью изобретения является повышение производительности путем обеспечения воз- можности обработки без переналадки всех щитовых элементов одного типоразмера деревянного корпуса и улучшения условий удаления отходов.
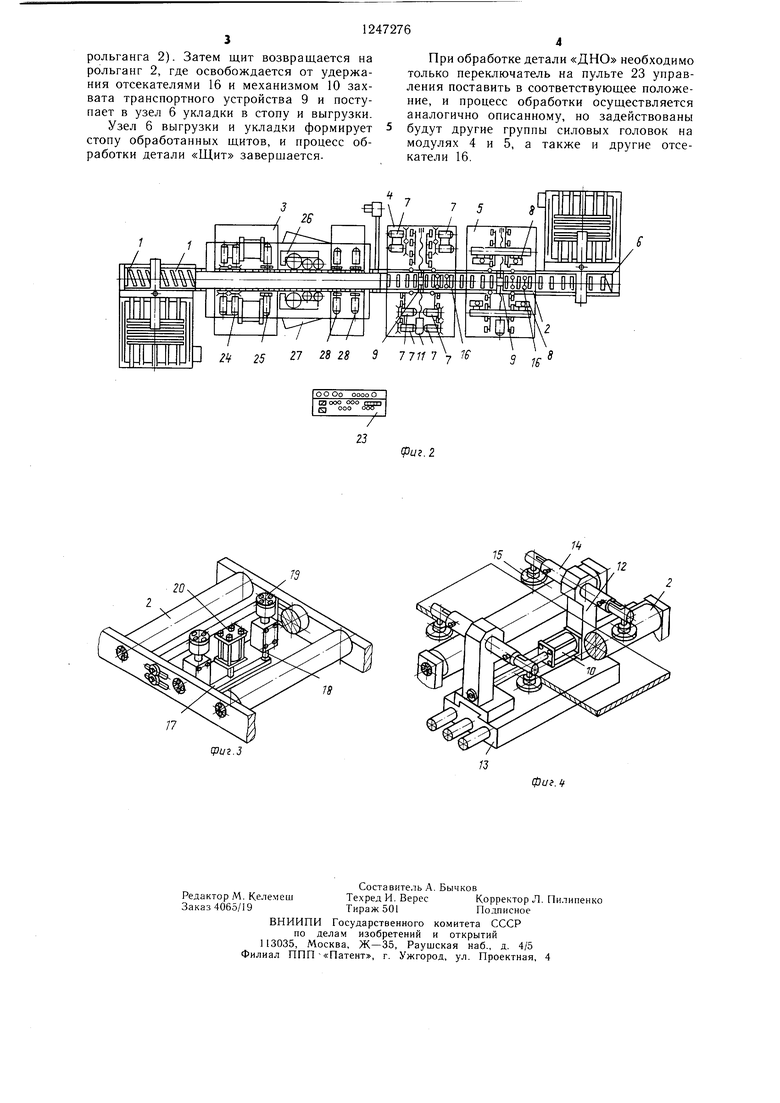
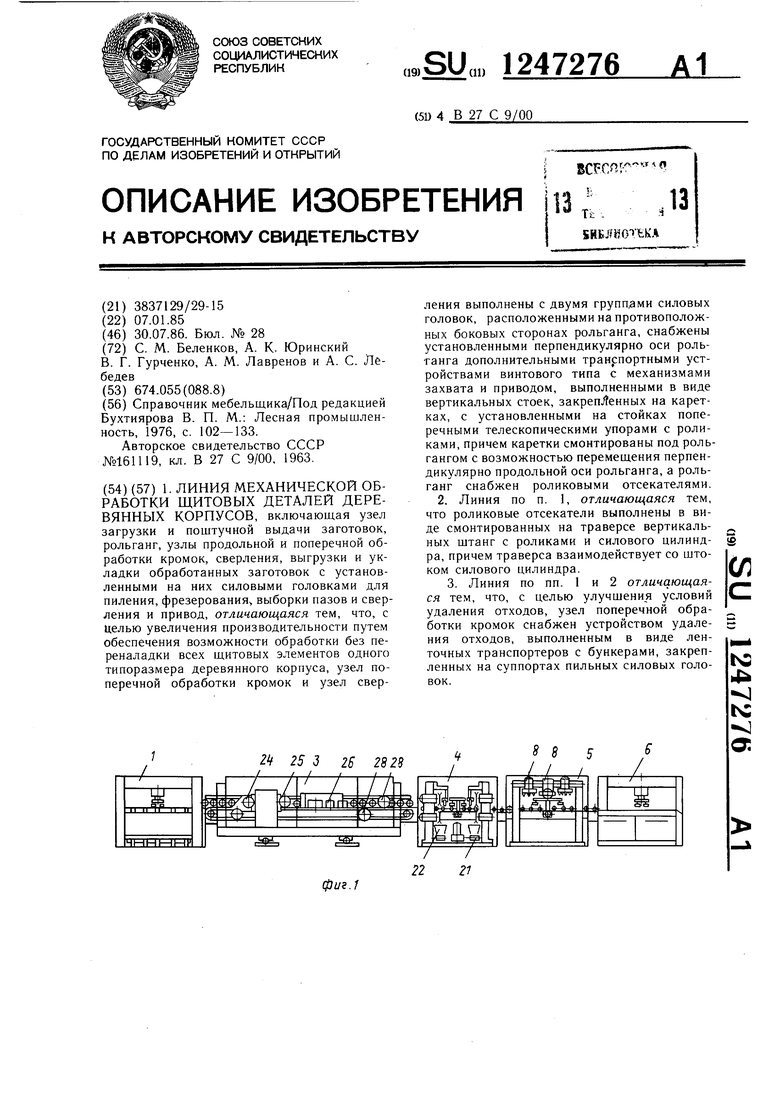
На уиг. 1 изображена предложенная ли- tO ния, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - роликовый отсека- тель, общий вид; на фиг. 4 -- транспортное устройство, общий вид.
Линия состоит из узла 1 загрузки и
рольганга, на размер дна, а группу силовых головок 7 расположенную справа от рольганга, - на размер щита. Относительно групп головок 7 осуществляют настройку роликовых отсекателей 16 и телескопических упоров 14 с роликами 15 на размер дна и щита. Аналогично настраивается узел 5 сверления.
На рольганг 2 узла 1 загрузки устанавливается стопа заготовок дна или щита. На пульте 23 управления линией ставится переключатель в соответствующее положение, например «Щит. По команде с пульта управления автоматически осуществляется механическая обработка заготовки щита в следующей последовательности: мепоштучной выдачи заготовок, рольганга 2, 15 ханизм поштучной выдачи узла 1 загрузузлов 3, 4, 5 и 6 продольной и поперечной обработки кромок,сверления, выгрузки и укладки отработанных заготовок с установленными на них силовыми головками для пиления, фрезерования, выборки пазов и сверления.
Узел 4 поперечной обработки кромок и узел 5 сверления выполнены с двумя группами силовых головок 7 и 8, расположенных на противоположных боковых сторонах рольганга 2 и снабжены установленными перпендикулярно оси рольганга 2 дополнительными транспортными устройствами 9 винтового типа с механизмами 10 захвата и приводом 11, выполненными в виде стоек 12, закрепленных на каретках 13 с установленными на стойках 12 поперечными телескопическими упорами 14 с роликами 15, причем каретки 13 смонтированы под рольгангом 2 с возможностью перемещения перпендикулярно оси рольганга 2, а рольганг 2 снабжен роликовыми отсека- телями 16. Отсекатели 16 выполнены в виде смонтированных на траверсе 17 вертикальных штанг 18 с роликами 19 и силового цилиндра 20, причем траверса 17 взаимодействует со штоком силового цилиндра 20.
Узел 4 поперечной обработки кромок снаб жен ленточными транспортерами 21 с приводим и бункерами 22, закрепленными на суппортах силовых головок 7 для сбора отходов.
Все узлы цепями управления связаны с пультом 23 с переключателями. Узел 3 продольной обработки кромок снабжен головками 24 для обрезки, головками 25 для выборки четверти или паза, устройством облицовывания кромок 26 с магазином 27 и головками 28 для удаления свесов облицовочного материала.
Линия работает следующим образом. Производится настойка узла 3 продольной обработки кромок на требуемую ширину обработки щитовых элементов корпуса. Затем настраивают одну группу силовых головок 7 узла 4 поперечной обработки кромок, например, расположенную слева от
20
30
ки выдает заготовку щита на рольганг 2, который перемещает ее в узел 3 обработки и облицования продольных головок, где транспортируемый щит обрезается в размер агрегатными головками 24 (а при необходимости производится выборка четверти или паза еще и головками 25), облицовывается по продольным кромкам шпоном или синтетическим кромочным пластиком посредством устройств облицевания кромок
25 26 и магазинов 27, снимаются свесы облицовочного материала головками 28. Затем щит поступает в узел 4 обработки поперечных кромок. Рольганг 2 доводит щит до соответствующего роликового отсекателя 16 (роликовый отсекатель, настроенный на размер дна в этом режиме, остается в нижнем положении, т. е. под рольгангом). Транспортное устройство 9 винтового типа захватывает посредством роликов 15 телескопических упоров 14 механизма захвата обрабатываемый щит, одновременно базируя
35 его по обработанным продольным кромкам, и подает его на соответствующую, например расположенную справа от рольганга 2, группу головок 7, где щит обрабатывается в заданный размер. Отходы обработ Q ки отводят ленточным транспортером 21. Затем агрегатные головки отводятся от обработанного щита и щит, не задевая режущего инструмента обработанными кромками, возвращается на рольганг 2. Отсекатели 16 посредством силового цилиндра 20 опус45 каются ниже уровня рольганга 2, механизм захвата телескопическими упорами 14 освобождает обработанный щит и он передается на рольганг 2 и далее в узел 5 сверления,
В узле 5 сверления щит доходит до соответствующего роликового отсекателя 16, транспортное устройство 9 (аналогичное транспортному устройству узла 4) захватывает посредством роликов 15 телескопических упоров 14 обрабатываемый щит и пода- ет его в зону обработки сверлильными головками 8, предназначенными для обработки щита (дно обрабатывается другими группами головок 8, расположенными на про- тивоположной, например левой, стороне от
50
рольганга, на размер дна, а группу силовых головок 7 расположенную справа от рольганга, - на размер щита. Относительно групп головок 7 осуществляют настройку роликовых отсекателей 16 и телескопических упоров 14 с роликами 15 на размер дна и щита. Аналогично настраивается узел 5 сверления.
На рольганг 2 узла 1 загрузки устанавливается стопа заготовок дна или щита. На пульте 23 управления линией ставится переключатель в соответствующее положение, например «Щит. По команде с пульта управления автоматически осуществляется механическая обработка заготовки щита в следующей последовательности: механизм поштучной выдачи узла 1 загруз5 ханизм поштучной выдачи узла 1 загруз0
0
ки выдает заготовку щита на рольганг 2, который перемещает ее в узел 3 обработки и облицования продольных головок, где транспортируемый щит обрезается в размер агрегатными головками 24 (а при необходимости производится выборка четверти или паза еще и головками 25), облицовывается по продольным кромкам шпоном или синтетическим кромочным пластиком посредством устройств облицевания кромок
5 26 и магазинов 27, снимаются свесы облицовочного материала головками 28. Затем щит поступает в узел 4 обработки поперечных кромок. Рольганг 2 доводит щит до соответствующего роликового отсекателя 16 (роликовый отсекатель, настроенный на размер дна в этом режиме, остается в нижнем положении, т. е. под рольгангом). Транспортное устройство 9 винтового типа захватывает посредством роликов 15 телескопических упоров 14 механизма захвата обрабатываемый щит, одновременно базируя
5 его по обработанным продольным кромкам, и подает его на соответствующую, например расположенную справа от рольганга 2, группу головок 7, где щит обрабатывается в заданный размер. Отходы обработQ ки отводят ленточным транспортером 21. Затем агрегатные головки отводятся от обработанного щита и щит, не задевая режущего инструмента обработанными кромками, возвращается на рольганг 2. Отсекатели 16 посредством силового цилиндра 20 опус5 каются ниже уровня рольганга 2, механизм захвата телескопическими упорами 14 освобождает обработанный щит и он передается на рольганг 2 и далее в узел 5 сверления,
В узле 5 сверления щит доходит до соответствующего роликового отсекателя 16, транспортное устройство 9 (аналогичное транспортному устройству узла 4) захватывает посредством роликов 15 телескопических упоров 14 обрабатываемый щит и пода- ет его в зону обработки сверлильными головками 8, предназначенными для обработки щита (дно обрабатывается другими группами головок 8, расположенными на про- тивоположной, например левой, стороне от
0
рольганга 2). Затем щит возвращается на рольганг 2, где освобождается от удержания отсекателями 16 и механизмом 10 захвата транспортного устройства 9 и поступает в узел 6 укладки в стопу и выгрузки. Узел 6 выгрузки и укладки формирует стопу обработанных щитов, и процесс обработки детали «Щит завершается.
При обработке детали «ДНО необходимо только переключатель на пульте 23 управления поставить в соответствующее положение, и процесс обработки осуществляется аналогично описанному, но задействованы будут другие группы силовых головок на модулях 4 и 5, а также и другие отсе- катели 16.
9 П111 IB
3 1Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия обработки, облицовывания кромок и сверления щитовых деталей деревянных корпусов | 1988 |
|
SU1576320A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Станок для закругления ребер деревянных корпусов | 1982 |
|
SU1055645A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Устройство для сверления щитов | 1986 |
|
SU1423382A1 |
| Агрегатный станок для обработки длинномерных деталей | 1987 |
|
SU1459896A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ СИДЕНИЙ ДИВАНОВ | 2023 |
|
RU2823941C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ, НАПРИМЕР, ДЛЯ ОБРАБОТКИ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 1964 |
|
SU161119A1 |
| АГРЕГАТНЫЙ СТАНОК | 1964 |
|
SU165057A1 |
| Устройство для зажима щитовых деталей | 1987 |
|
SU1509249A1 |
9
77
VU2.3
15
| Справочник мебелыцика/Под редакцией Бухтиярова В | |||
| П | |||
| М.: Лесная промышленность, 1976, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ, НАПРИМЕР, ДЛЯ ОБРАБОТКИ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 0 |
|
SU161119A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
