Изобретение относится к области электрофизических и электрохимических методов обработки, а именно к комбинированным методам обработки.
Цель изобретения - повышение производительности процесса и качества обработанной поверхности при обработке ферромагнитных материалов за счет повышения доли электрохимической составляющей в общем сьеме при обеспечении магнитного насыщения обрабатываемого материала заготовки вспомогательным магнитным потоком.
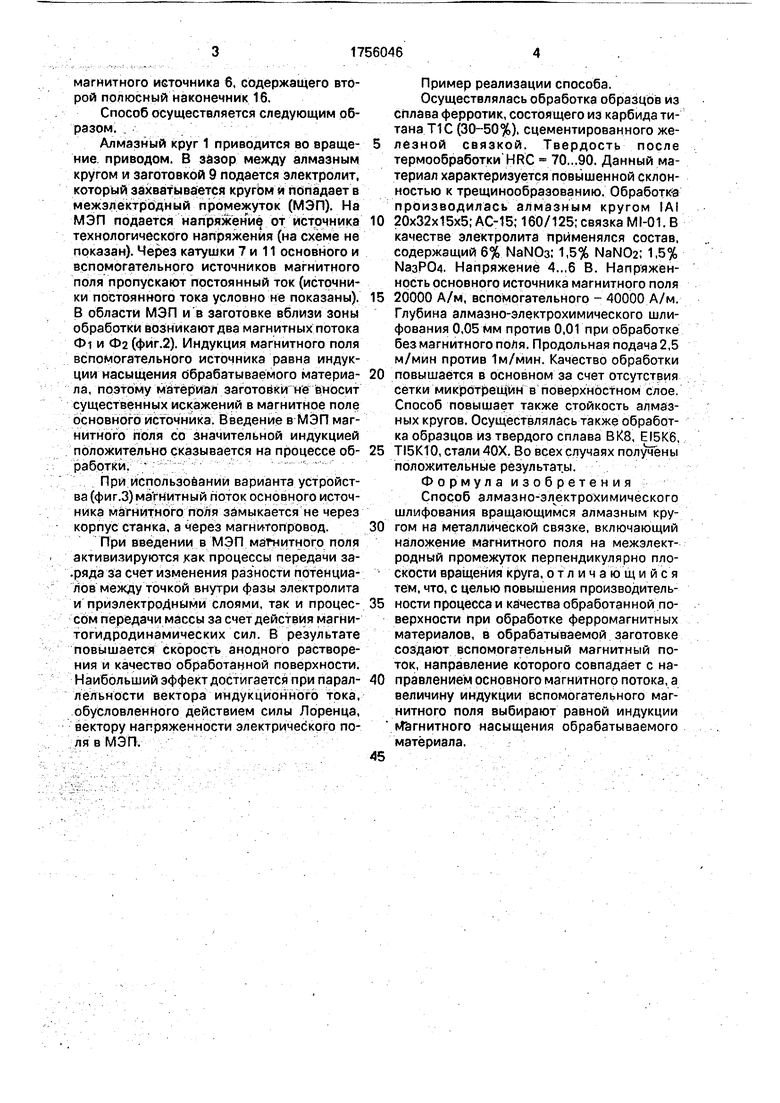
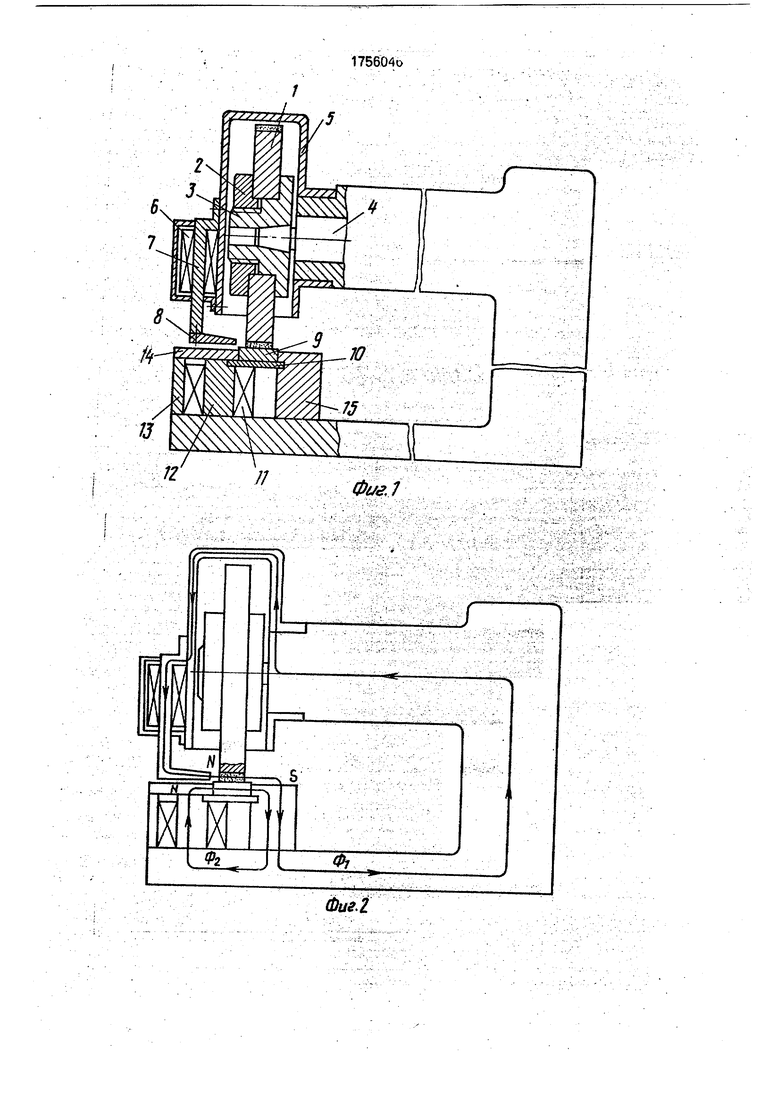
На фиг.1 приведена схема устройства, реализующего способ; на фиг.2 -схема магнитных потоков основного и вспомогательного магнитных источников; на фиг.З - вариант схемы устройства, реализующего способ; на фиг.4 - схема магнитных потоков основного и вспомогательного магнитных источников в варианте устройства.
Способ алмазно-электрохимического шлифования реализуется с помощью устройств, приведенных на фиг 1 и 3.
Устройство (фиг.1) содержит алмазный круг 1 с рабочей частью на металлической связке, закрепленный посредством переходных фланцев 2 и 3 на шпинделе 4 плоско- шлифовальнОго станка. На корпусе шпиндельного узла установлен защитный кожух 5, к передней части которого прикреплен основной источник магнитного поля 6, представляющий собой катушку с сердечником 7, на котором закреплен полюсный наконечник 8. Обрабатываемая заготовка 9 устанавливается на плите 10 из немагнитного материала.
Вспомогательный источник магнитного поля состоит из катушки 11 с сердечником 12, установленным в корпусе 13 из немагнитного материала. Катушка снабжена полюсным наконечником 14, прижимающим заготовку 9 к корпусу 15. выполняющему функцию магнитопровода Длина полюсного наконечника 14 и корпуса 15 больше или равна длине заготовки.
Вариант устройства (фиг.З) отличается выполнением магнитопровода основного
сл
с
-VI сл о о
о
магнитного источника 6, содержащего второй полюсный наконечник 16,
Способ осуществляется следующим образом.
Алмазный круг 1 приводится во вращение приводом. В зазор между алмазным кругом и заготовкой 9 подается электролит, который захватывается кругом и попадает в межэлектродный промежуток (МЭП). На МЭП подается напряжение от источника технологического напряжения (на схеме не показан). Через катушки 7 и 11 основного и вспомогательного источников магнитного поля пропускают постоянный ток (источники постоянного тока условно не показаны). В области МЭП и в заготовке вблизи зоны обработки возникают два магнитных потока и Ф2(фиг.2). Индукция магнитного поля вспомогательного источника равна индукции насыщения обрабатываемого материала, поэтому материал заготовки не вносит существенных искажений в магнитное поле основного источника. Введение в МЭП магнитного поля со значительной индукцией положительно сказывается на процессе обработки.
При использовании варианта устройства (фиг.З) магнитный поток основного источника магнитного поля замыкается не через корпус станка, а через магнитопровод.
При введении в МЭП магнитного поля активизируются как процессы передачи зз- .ряда за счет изменения разности потенциалов между точкой внутри фазы электролита и приэлектроДными слоями, так и процессом передачи массы за счет действия магни- тогидродинамических сил. В результате повышается скорость анодного растворения и качество обработанной поверхности. Наибольший эффект достигается при параллельности вектора индукционного тока, обусловленного действием силы Лоренца, вектору напряженности электрического поля в МЭП.
Пример реализации способа. Осуществлялась обработка образцов из сплава ферротик, состоящего из карбида титана Т1С (30-50%), сцементированного железной связкой. Твердость после термообработки HRC 70...90. Данный материал характеризуется повышенной склонностью к трещи необразован и ю. Обработка производилась алмазным кругом IAI
20х32х 15x5; АС-15; 160/125;связкам 1-01. В качестве электролита применялся состав, содержащий 6% МаМОз; 1,5% МаМОз; 1,5% №зР04. Напряжение 4.,,6 В. Напряженность основного источника магнитного поля
20000 А/м, вспомогательного - 40000 А/м. Глубина алмазно-электрохимического шлифования 0,05 мм против 0,01 при обработке без магнитного поля. Продольная подача 2,5 м/мин против 1м/мин. Качество обработки
повышается в основном за счет отсутствия сетки микротрещин в поверхностном слое. Способ повышает также стойкость алмазных кругов. Осуществлялась также обработка образцов из твердого сплава ВК8, EI5K6,
TI5K10, стали 40Х. Во всех случаях получены положительные результаты.
Формула изобретения Способ алмазно-электрохимического шлифования вращающимся алмазным кругом на металлической связке, включающий наложение магнитного поля на межэлектродный промежуток перпендикулярно плоскости вращения круга, отличающийся тем, что, с целью повышения производится ьности процесса и качества обработанной поверхности при обработке ферромагнитных материалов, в обрабатываемой заготовке создают вспомогательный магнитный поток, направление которого совпадает с направлением основного магнитного потока, а величину индукции вспомогательного магнитного поля выбирают равной индукции магнитного насыщения обрабатываемого материала.
Фиг,1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2015 |
|
RU2607060C1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| Система для электрохимического абразивного шлифования | 2020 |
|
RU2768103C2 |
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| Сопло для подачи смазочно-охлаждающей жидкости | 1981 |
|
SU956260A1 |
Использование: для алмазно-электрохимического шлифования магнитных материалов. Сущность изобретения: обработку ведут в магнитном поле, причем в обрабатываемой заготовке создают вспомогательный магнитный поток, направление которого совпадает с направлением основного магнитного потока в межэлектродном промежутке. Величину индукции вспомогательного магнитного поля выбирают равной индукции магнитного насыщения обрабатываемого материала. При этом повышается производительность процесса и качество обработанной поверхности за счет повышения доли электрохимической составляющей в общем съеме и уменьшение трещинообра- зования. 4 ил.
Фиг. 2
| Kuppuswamy G., Venkatech V.C | |||
| Electrochemical Grinding wilt Maguetlc | |||
| Field Annals oftlu CIRP, vol.27, № 1, 1976,- pp | |||
| Счетный сектор | 1919 |
|
SU107A1 |
