34
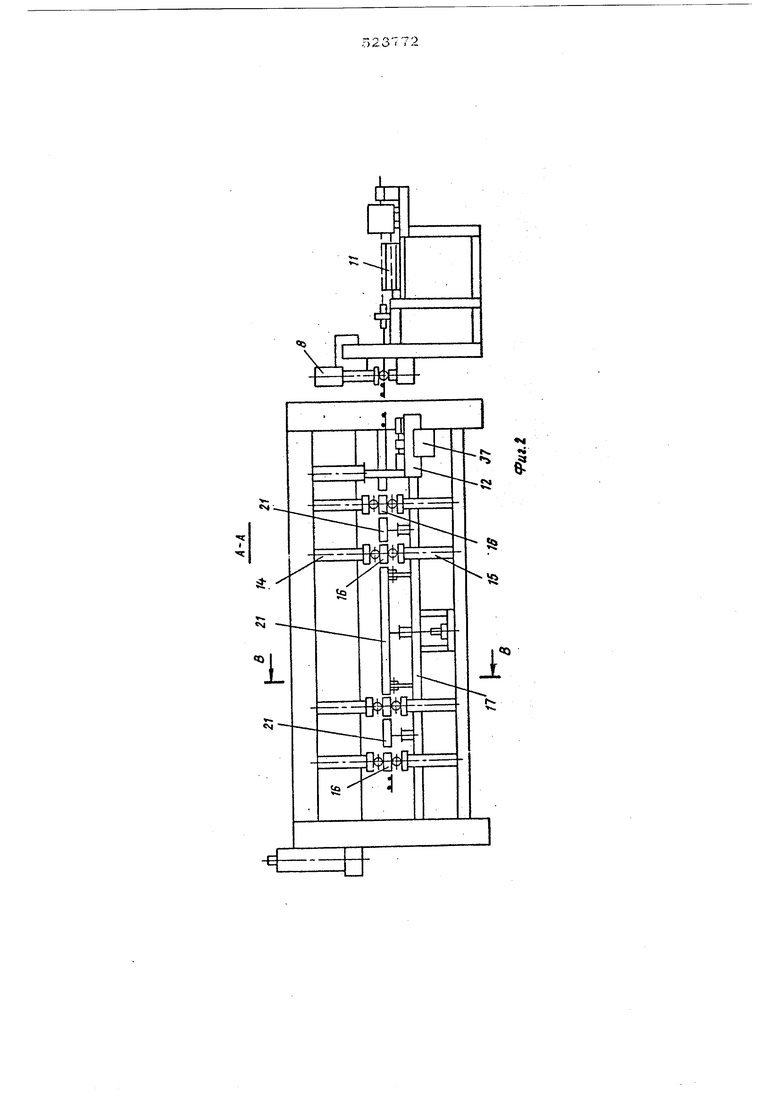
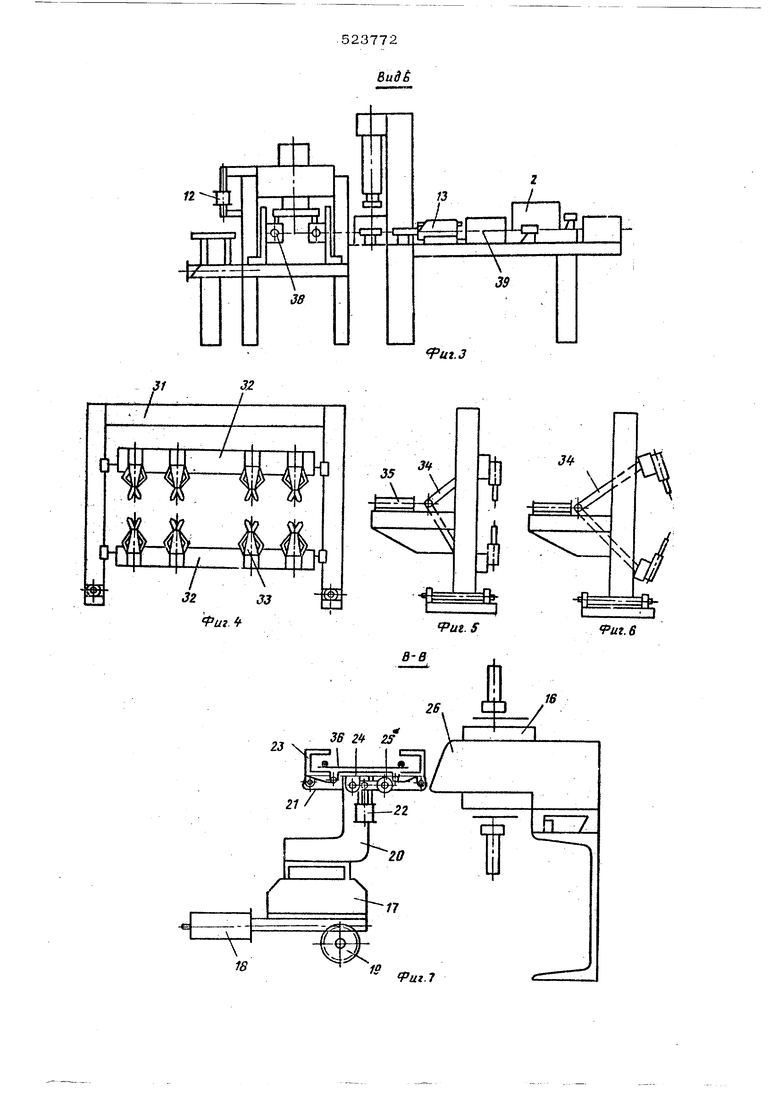
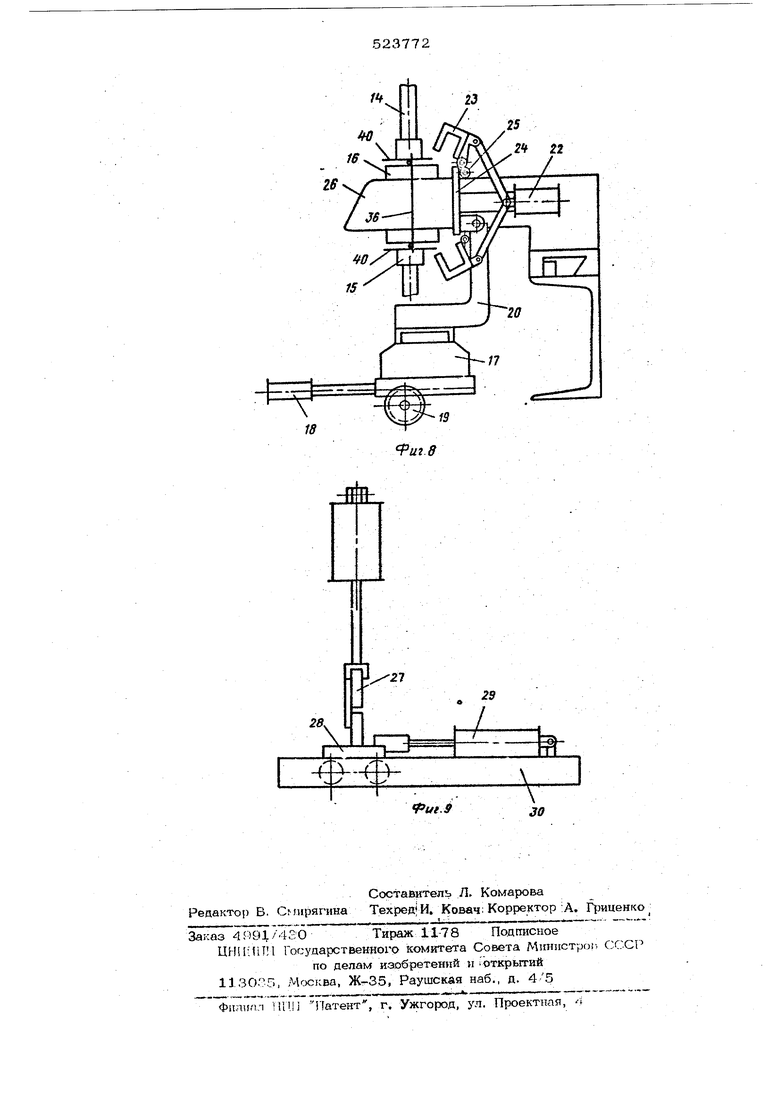
Рабочая по&ерхность нижних электродов| Механизм 12 мерной резки и досылки устройства для сварки плоских сеток распо-|поперечных плоских элементов состоит из ; ложена на одном уровне с верхней плоское- пнев лоножниц 27, установленных на нодвижтьад поворотных кареток нриемно-подающего/ной тележке 28, которая при помощи шар-устройства. /5нирно связанного с ней пнеймоцилиндра 29 На фиг, 1 показана предлагаемая линия;совершает возвратно-постунательные пере-вид в плане; на фиг. 2--разрез по А-А намещенкя но нанравляющнм 30, фиг, 1; В5Щ на фиг, о - вид по стрелке Б ;. Для отрезки готовы.х пространственных . на фиг, 1; на фиг, 4 - устройство мерной каркасов предусмотрено устройство мерной; резки готовых пространственных каркасов, j юрезки 5, состоящее из рамы 31, на кото- общий вид;.на фиг, 5 - то же, вид сбоку |рой шарнирно закреплены две параллельные при отрезании пространственного каркаса; Гповоротные траверсы 32, несущие пневмо-; . афиг,6-тоже,присваркепространственно-,ножницы 33, количество которы,х соответсф го каркаса; на фиг. 7-разрез по В-В нафиг. /вует количеству продольных проволок простпри приеме пене речной плоек ости сетки npiew-l 16ранственного каркаса. Поворотные траверсы но подающим устройством); на фиг. 8 - пезо- i32 шарнирно связаны через тяги 34 с пневротные каретки при: мно-гюдающего|устрой-4моичлиндром 35;
ства при сварке пространственного .каркас ;,Для надежного приёма поперечного плоС
на фиг. 9 механизм мерной резкн и до- элемента 36 поворотной кареткой 21
сылки поперечных плоских элементов, вид JQустройство 7 для изготовления поперечных
сбоку,.-Плоских сеток установлено таким, образом.
Линия состоит из носдедовательно устаМчто рабочая поверхность нижних электродов
новленных бухтодержателей 1 продольной ;его сварочной головки 8 расположена на одпроволоки, роликового правш1ьно1Ч) устрой-,ном гордзонтальнюм уровне с верхней по верхства 2, машины 3 для сварки каркаса, npi asностью основания 24 поворотных кареток 21. емно-подающего устройства 4, устройстваУправление работой лишш в заданных
5 мерной резки готового пространственногорежимах осуществляется с пульта управлекаркаса и пакетировйийа 6,;ния 37.,
Сбоку сварошой машины 3 пераендйкулйр ,Др начала работы линия заправляется из.
но направлени о движения готовых пространг 30бухтодержателей продольными 38 и поперечст&енных каркасов установлено устройство ньтмк 39 проволоками поперечной плоскостц
7 ДЛЯ изготовлеш1я поперечных плоских се-сетки и продоль11ьш.и фовойокаШ 40 просТток, содержшдее двухточечную сварочную го-ранственного каргсаса. Поворотные каретки
лобку 8, бухтодержатели 9 и 10 соответс- -21 находятся в горй,зонтальном положении
Венно продольной и поперечной проволок, npa-fe|с закрытыми бортами 23, Пневмоножнины :
вильНо-подакяцие меха$шзм.ьг 11 ша1Х)йсй ир-устройства мерной резки прост ранет венного
дачи и механизм. 12 мерной резки и досыл -каркаса и механи-зма мерной резки и досылки поперечньк плоских элементов,кя nonepe4iibrx njrocsroc сеток нахо.аятся в
машина для сварки каркасов 3 содержит разведенном, положении. Верхние электроды
механизм 13 шаговой продольной подачи .сварочной машины подняты, а нижние 15
каса, подвижные верхние 14, нижние 15 и., опущены. После нажатня кнопки Пуск пульнеподвижные 16 промежуточные регулируе-та управления 37 из продольных 38 и поМьюэлектроды,переч гых 39 проволок происходит сварка
Прлемно-подающее устройство 4 состоит. .известным, способом плоской поперечной
из подвижной тележки 17, приводнм.ой в цвк-..сетки в устройстве 7 для ее изготовления
женне от пневмопилнидра 18 через зубчато-. шаговая подача свариваемой поперечной
реечную передачу 19,; :плоской сетки на поворотные каретки 21
На тележке 17 посредством кронштейнов/прием.но-подакхаего устройства 4. 20 ш р1шрно закреплены поворотные карерг ки 21 с раскрывающимися от индивйдуаль-jj SO: До достижения заданной длины плоская
НЫ.Х пневм.оцилирадров 22 бортами 23, Для|
поворота кареток на 90 на ее основании | 24 зак|:)еплен ролнк 25, который при дви-;
женин тележки взаимодействует со скошен-/ устройство 4 до требуемого положения, при ным;упором 26, закрепленным, на электроде- 56 этом, после отрезки нневмоножницамй 27 держателе, соответствующего пром жуточ-, продольных проволок 38 нневмопиливдр 29 ного электрода 16,толкает подвижную тележку 28, которая, в
Поворотные каретки 21 размешены на .;свою очередь, толкает отрезанную попереч-}подвижной-тележке 17 напротиг, пром.ежут-ную плоскую сетку. Затем срабатывает пне вков между электродами сварочной маш1шы3.1 60 мовдлиндр 18, и через зубчато-реечные пе523772
поперечная сетка при поМоиш механизма мерной резкн и досылки автоматически отрезается и досылается в приемно-подающее ;редачи 1Э подвпжисе тележтш 1 вместе; |С поворотными каретками 21 поремепгаюгся в направлении электродов 14, 15, 16 (Сварочной машиш:. 3, при этом б орты 23 f :.поЕо-ротных кареток 21 закрыты.1 ; При движении карето:: 21 роллки 25 входят в контакт со скошенны.ми упорами 2б ;катятся по их скошенной поверхности, в результате чего поворотные каретки 21 поворотные 90 , подавая |вораниваются на плоскую по--: ;перечную сетку 36 под электроды 14, 15 j сварочной машины 3 (фиг. 5,б). Затем aJieктроды 14 и 15 сближаются с неподвиж- jHijpi J промежуточными электродами 16 и ; 1ОДнЪв{земенно Открываются борты 23 ttotopotных кареток 21. ; Продольные проволоки 40 и поперечный плоский элемент 36 зажимаются междуэлек|тродами 14, 15, 16 - происходит сварка продольных проволок 4О с поперечным плоо:ким элементом. После сварки поцвижные элек ;троды 14 и 15 разводятся, свариваемый .j : пространственный каркас при помощи м.еха-; низма шаговой продольной подачи 13 пере-; мешается на один шаг в направлении устрой ства мерной резки пространственнога карка |са. Одновременно борты 23 поворотных каре ток 21 при помощи пневмоцилиндров 22 за крьгеаются, и под воздействием, пневмоцилиг д;ра 18 rtoEippOTHbie каретки 21 возвршдаются в доходное положение, при этом, ролики 25 i ;ска ;ьшаются с поверхности скошенных упО-г каретки 21, позора-;; j ров 26, и поворотны.е чиваясь на 90 , занимают горизонтальное положение.-3 ; Таким образом., все поворотные каретки; ;21 .одновременно вступают во взаим,одейст-. |вие со скошеш ьгм.и упорами 26 и поворачи-; JBaioTCsf на 90 и возврапгаются в исходное ;I положение от одного пневмоцилиндра 18. ; Когда нриемно-подаюшеч устройство 4 ii займет свое походное 1олох еиие, автомати- ГЧескиВклю гаются меха71и.змы устройства, 7 шля изготбапешш попоречных плоских сеток, 4 где происходит сварка продольных 38 и по|перечных 39 проволок в поперечную плоскую Ьетку 36, шаговая подача, мерная peaica и (f Ьосылка в приемно- подаюшее устройство 4,, и ЦИ1Ш повторяется. . I КогдаГ иространственный каркас достйгне| яеобходим.о11 длины, в работу вступает устч ройство 5 мерной резки готогюгю пространсН вённого каркаса: его пневмоцилиндр 35 череэ тяги 3 4 приводит в движение поворотны.е траверсы 32, которые, поворачиваясь ъокругсвоях гр ризонтапьныхосей, сводят пневмоножницы 3d, отрезающие продольные проволоки 40 пространственного каркаса.; Отрезанный готовый каркас поступает чйрез пакетировщик 6 в контейнер.; и 3 о б р е т е н и я ф о р м у л а Линия контактной точечной сварки прост ранственньтх арматурных каркасов, содержавшая последовательно установлетшге бухтод4ржатели продольной гфоволоки н связанные редствами автоматики машину для сварки j шркасов с подвижными верхними п нижними электродами, неподвижными промежуточныvfи электродами и механизмом Шаговой по .. . ... . .. .Л. .я. -.1.- дачи каркаса, устройство мерной резки Kapj каса и пакетировщик, отличают а й с я тем, что, с целью повышения произвр- дительностй, она снабжена йзвест гым устройством: для сварки поперечной плосКрй сетки, установленны /т перпендикулярно -линии йг связаннь1мс машиной для сварки каркаса при помощи приемно-подающего устройства, вы. полненного в виде кинематически связанной приводом тележки, несущей шарнирно закрепленные на крониггейнах поворотные каретки с раскрывающимися от индиввдуальных . |приводов бортами, каж;пая из которых уста- .: новлена в -соответствуюших промежут;сах между электро.аами с возможностью взаимодействия при помощи закрепленного на ней ро- Пика со скошенным регулируемым упором, , установленным на пугп ее движения на элёк- . трододержателе соответствующего промежутоЧного электро.ца, при этом рабочая поверхность нижних электродов уст зойства для сйарг;ки плоских сеток располг хона на одном, урове с верхней плоскости. кареток приомно- Подающего устройства.
н
5 ti
о/
D ./
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Устройство для приема и сброса арматурных сеток | 1990 |
|
SU1745487A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1981 |
|
SU959951A1 |
| Линия для изготовления арматурных изделий | 1987 |
|
SU1447605A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |

.ЪвнпмИм
fat.f
Ф
IL
Q
г
38 ВидЁ
13
V
39
J«
t
ITtS
I .
J
Риг.У
flit. 6
2J4..
В-в
fU2.7
18
-fiu:
23
25
fut.S
