Изобретение относнтоя к восстановлению деталей машин с трещинами путем запрессовки в тело этой детали фигурных.вставок.
Известна фигурная вставка для запрессовки при ремонте трещин в литые летали машин, состоящая из перемычки и параллельных цилиндрических элементов Cl.
Эта вставка не обеспечивает стягивания отдельных частей детали, имеющей трещины.
Известна фигурная вставка для запрессовки при ремонте трещин в деталях машин, отлитых в формы, выполненная в виде соединенных мехшу со.бой перемычкой цилиндрических запре совываемых элементов, на которых со стороны перемычки выполнены конические скобы, обра1ценные друг к другу 12 . ,
Точность стягивания трещины отдельных деталей зависит от точности изготовления фигурной вставки, посадочных отверстий, в которые запрессовывается эта вставка, что технологически обеспечить сложно и требует применения высокоточных операций.
Кроме того, процесс изготовления самой фигурной вставки трудоемок, а при несовпадении меходентровых расстояний элементов вставки и отвер-, стий деталей, где должна быть эта вставка, установить последнюю невозможно, требуются подгоночные oneрации.
Цель изобретения - расширение технологических возможностей, повышение качества ремонта и производительности.
Поставленная цель достигается за счет того, что в фигурной вставке для ремонта деталей с трещинами, содержащей соединенные между собой перемычкой запрессовываемые элементы, перемычка выполнена в виде цилиндрического стержня, а запрессовываемые элементы выполнены сферическими с посадочными гнездами под концы стерня.
Посадочные гнезда элементов и концы стержней вьшолнены резьбовыми Резьба в гнездах элементов и Соответственно на концах стержня выполнена левой и правой.
Запрессовываемые элементы выполнены при этом, например, из демпфирующих материалов, а стержень - из высокопрочных материалов.
На фиг. 1 изображена фигурная вставка перед установкой ее в отверстия ремонтируемой детали с трещиной, общий ВИД; на фиг. 2 - восстановленная деталь с размещенной в ней фигурной вставкой.
Фигурная вставка состоит из запрессовываемых элементов, выполненных сферическими, например, в,виде
шаррв 1, и соединяющей их перемычки, выполненной в виде цилиндрического стерхсня 2.
В каждом шаре имеется посадочное гнездо с левой и правой резьбой, и на концах стержня 2 также выполнена резьба 3, на одном конце - левая, а на другом - правая, под один из шаров. Наличие резьбы позволяет регулировать межцентровое расстояние
10 между шарами, в зависимости от межцентрового расстояния отверстий 4, просверленных в ремонтируемой детали 5 с трещиной 6. При этом шары изготавливают из демпфирующих материалов, а стержни - из высокопрочных
15 материалов.
Работает устройство следующим образом.
Для ремонта литой детали 5 с трещиной 6 шириной дЕ в ней предвари0тельно по обе стороны от трещины по одной оси просверливают отверстия под углом оС к вертикали и с межцентровым расстоянием L . Перемычку между отверстиями 4 удаляют до получе5ния щели 7. Перед установкой вставки в деталь с трещиной шары 1 подбирают с точностью до 0,01 мм и подгоняют по диаметру отверстий 4. После этого в шары ввинчивают стержень
0 2 при помощи резьбы 3, которая является левой и правой, что позволяет отрегулировать длину L с точностью до 0,002 мм. Далее осуществляют запрессовку вставки .в деталь
5 5 и стягивание трещины 6. Запрессовка осуществляется известными способами: шары вставки, перемещаясь в наклонных отверстиях детали, стягивают трещину.- После запрессовки
0 сферической вставки оставшийся зазор в отверстиях 4 заполняют электролитом, содержащим молибден, никель, медь или другой металл.
Электролит подогревают до 7001000°С и осуществляют осаждение ме5талла на металлической поверхности отверстий 4, шаров 1, стержня 2 и трещины 6, при помощи гальванодиффузионного (электролизного ) насыщения металла из расплавленных соле0вых электролитов. В результате электролиза на основном металле-катоде-детали 5 происходит выделение другого металла, осаждае1«1ый на катоде металл диффундирует при высокой
5 температуре в основной металл и образует на нем диффузионное покрытие. Процесс управляется путем подвода катодного тока у регулировки температуры солевого расплава. На0грев осуществляется известными способами.
Предложение заявителя, по сравнению с базовым объектом, взятым за прототип, позволяет повысить
5 технологичность ремонта литых деталей с трещинами за счет обеспечения легкой подгонки вставки к конкретной детали и технологичности изготовления .самой вставки, а также повысить качество ремонта и производительность.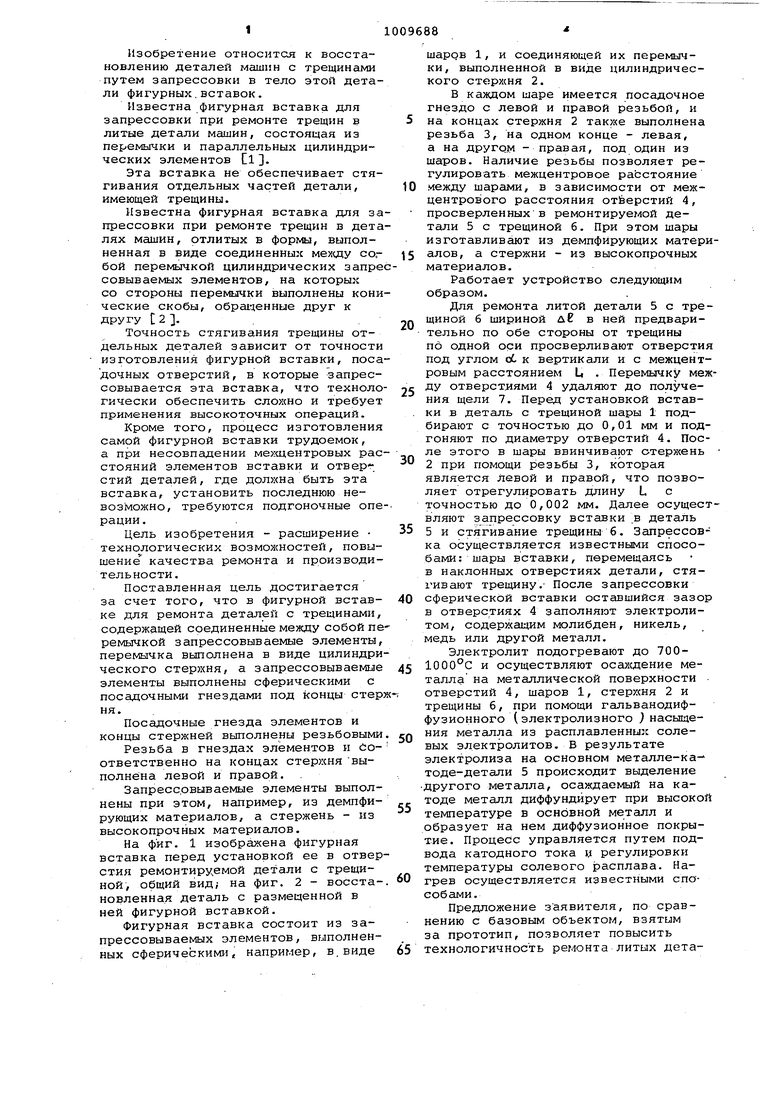

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта чугунных деталей с трещинами | 1981 |
|
SU1303352A1 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1988 |
|
SU1540998A2 |
| Способ ремонта литых деталей с трещинами | 1990 |
|
SU1766641A1 |
| Способ ремонта чугунных деталей с трещинами | 1989 |
|
SU1708569A2 |
| ФИГУРНАЯ ВСТАВКА ДЛЯ РЕМОНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ | 1991 |
|
RU2015865C1 |
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1989 |
|
SU1660922A1 |
| Вставка фигурная для запрессовки при ремонте трещин в деталях | 1977 |
|
SU725861A1 |
| Вставка для ремонта деталей с трещинами | 1985 |
|
SU1303353A1 |
ФИГУРНАЯ ВСТАВКА ДЛЯ РЕМрНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ, содержащая соединенные между собой перемычкой запрессовываемые элементы, отличающаяся тем, что, с целью расширения технологических возможностей, повышения качества ремон-« та и производительности, перекычка выполнена в виде цилиндрического стержня, а запрессовываемые элементы выполнены сферическими с посадочными гнездами под концы стержня. 2.Вставка по п. 1, отличающаяся тем, что в посадочных, гнездах элементов и на концах стержня выполнена резьба. 3.Вставка по пп. 1 и 2, о т лич ающаяся тем, что резьба в гнездах элементов и соответственно на концах стержня выполнена левая и правая.. 4.Вставка по пп. 1-3, о т л и -: чающа.я-ся тем, что элементы выполнены, например, из демпфирующих материалов , а стержень - из высокопрочных материалов. СО ф 00 сх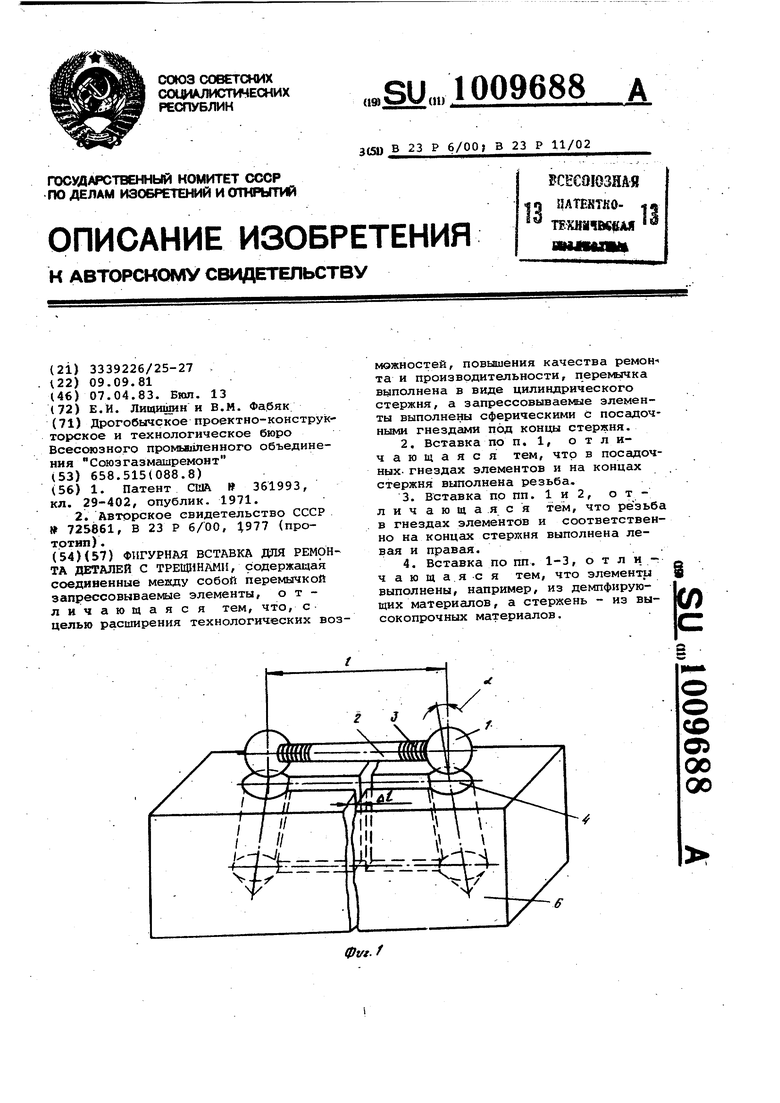
5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПЬЕЗОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 0 |
|
SU361993A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вставка фигурная для запрессовки при ремонте трещин в деталях | 1977 |
|
SU725861A1 |
