Известны датчики для контроля диаметра движущегося прутка при автоматической нодналадке бесцентровошлифовальных станков, содержащие механизм продольного перемещения прутка, измерительный диск, снабженный рычагами с твердыми вставками, и индикаторы выхода диаметра прутка за установленные пределы.
Предлагаемый датчик аналогичного назначения отличается от известных наличием у измерительного диска П-образной канавки с выступающими из ее стенок нредельными калибрами-скобами, через которую проходит пруток. Такое выполнение датчика позволяет увеличить надежность измерения.
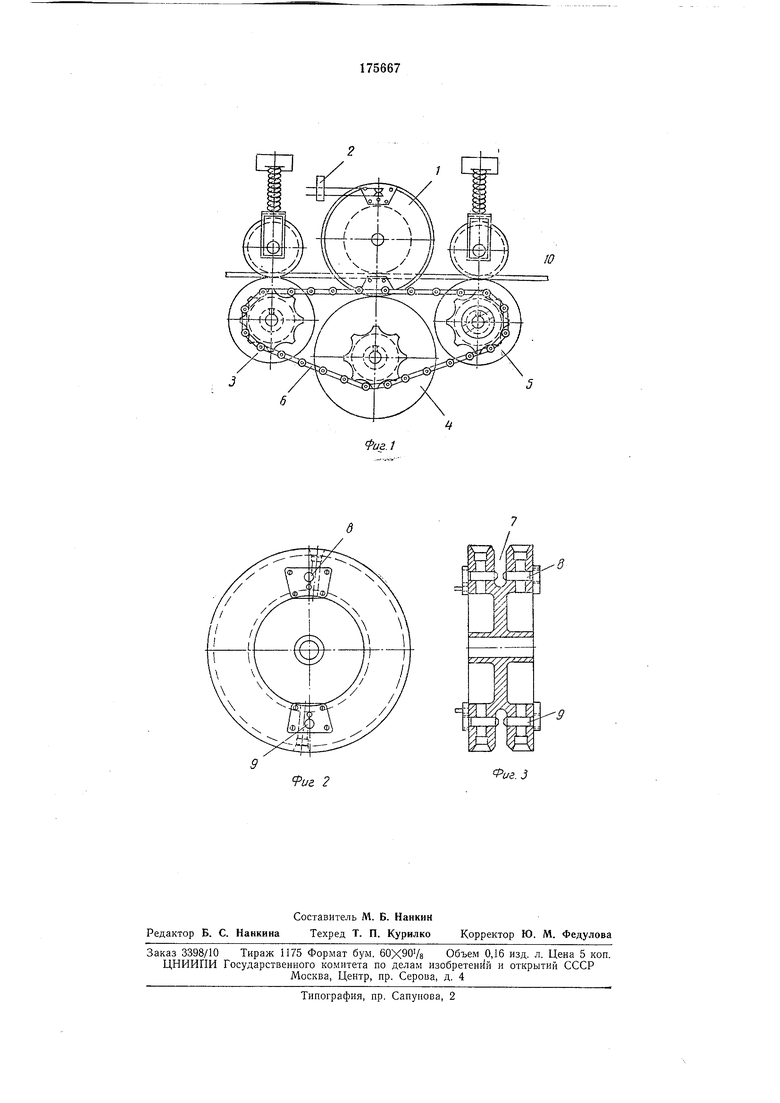
На фиг. 1 изображена принципиальная схема датчика; на фиг. 2 и 3 - измерительный диск в двух проекциях.
Описываемый датчик содержит измерительный диск 1, контактную группу 2 индикаторного устройства и механизм продольного перемещения прутка. Последний включает ролики 3, 4 и. 5, вращаемые двигателем (на чертеже не показан) с помощью цепи 6. Измерительный диск имеет П-образную канавку 7 с выступающими из ее стенок предельными калибрами-скобами S и 9 и опирается иа ролик 4. Ось
диска смонтирована в двух вилках (на чертеже не показаны), что позволяет ему свободно перемещаться в вертикальном направлении.
При выходе прутка из бесцентровошлифовального станка он перемещается в датчике роликами (3 и 5. При этом получает вращение и диск / от ролика 4. Так как пруток проходит через канавку 7, то он контактирует периодически с калибрами-скобами 8 и 9. Подъем непроходного калибра-скобы (а с ннм н диска /) или свободное прохождение проходного калибра контролируется контактными группами 2, посылающими соответствующий сигнал на автоматическую подиаладку станка.
Предмет изобретения
Датчик для контроля диаметра движущегося прутка при автоматической подналадке
бесцеитровошлифовального станка, содержащий измерительный диск и контактную группу индикаторного устройства, отличающийся тем, что, с целью увеличения надежности, измерительный диск имеет П-образную каиавку
с выступающими из ее стенок предельными калпбрам1 -скобамн, через которую проходит пруток.
iЮ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи пруткового материала | 1973 |
|
SU722467A3 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Инструментальная головка | 1986 |
|
SU1348082A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ | 1990 |
|
RU2066843C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО ИЗМЕРЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2382984C1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1041269A1 |
| Устройство для гибки деталей | 1981 |
|
SU967611A2 |
9иг 2
.З
