15
20
Изобретение относится к машиностроению и может найти применение для одновременного фрезерования граней многогранных деталей из прутков типа гаек, штуцеров, ниппелей и т.д.
Цель изобретения - расширение технологических возможностей за счет обработки многогранных деталей различных типоразмеров из прутков. Q
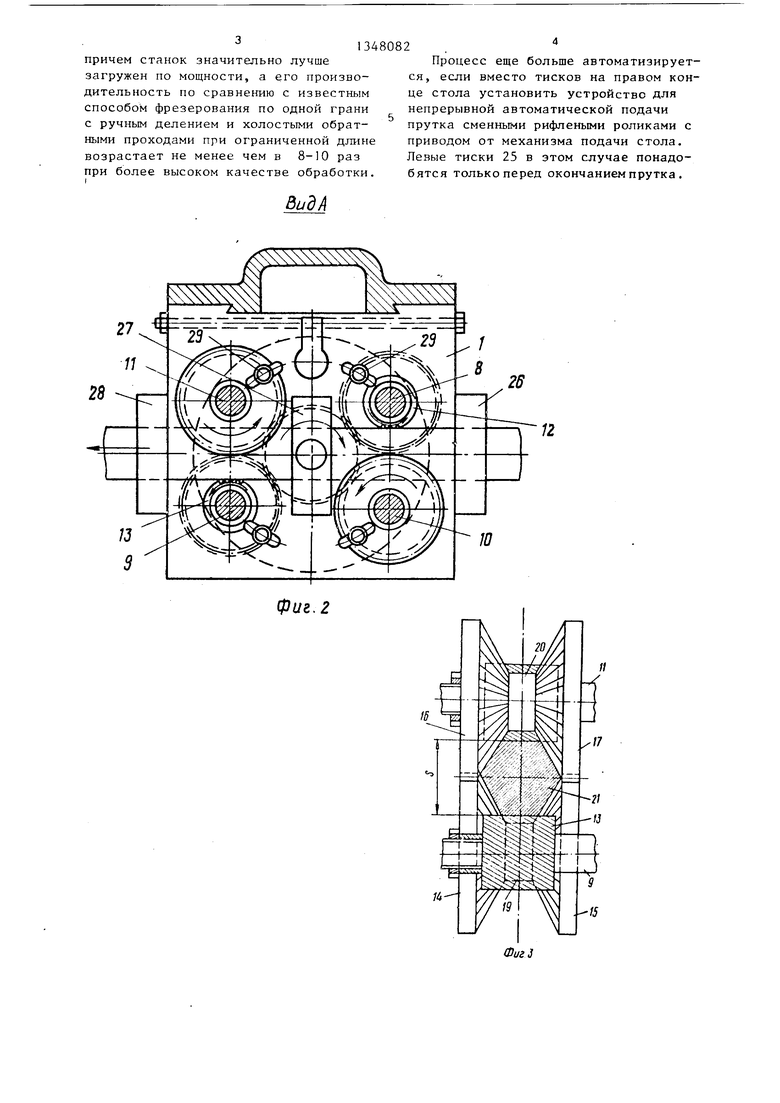
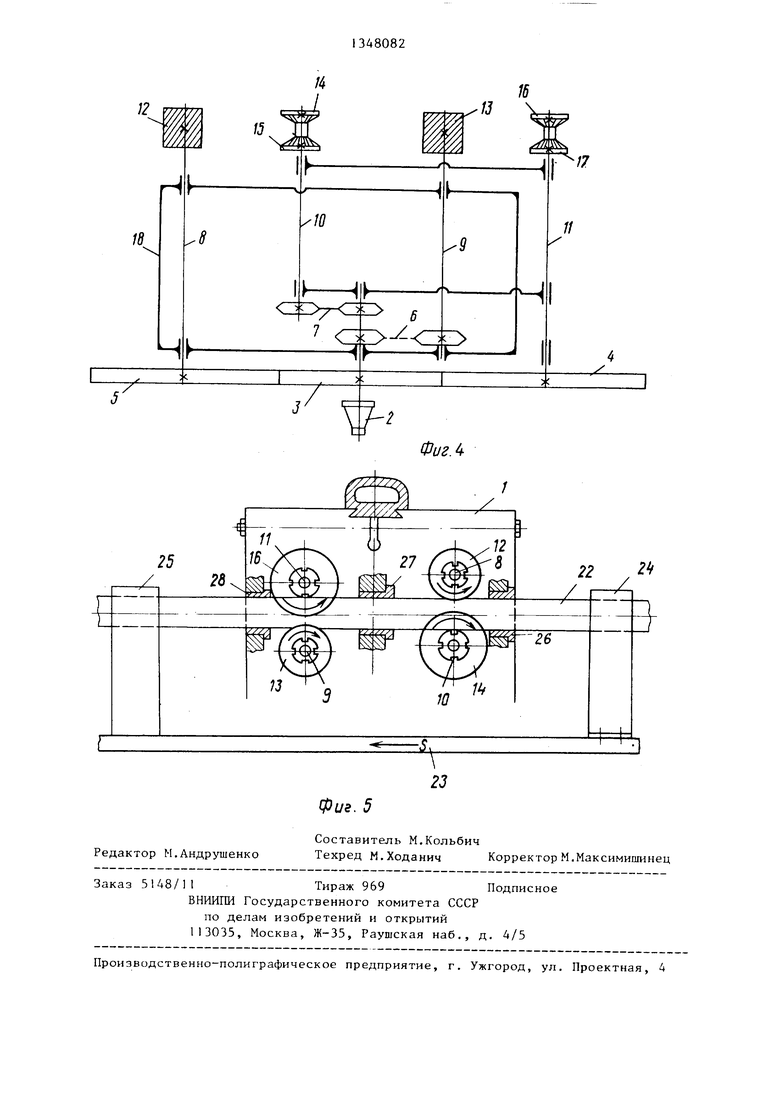
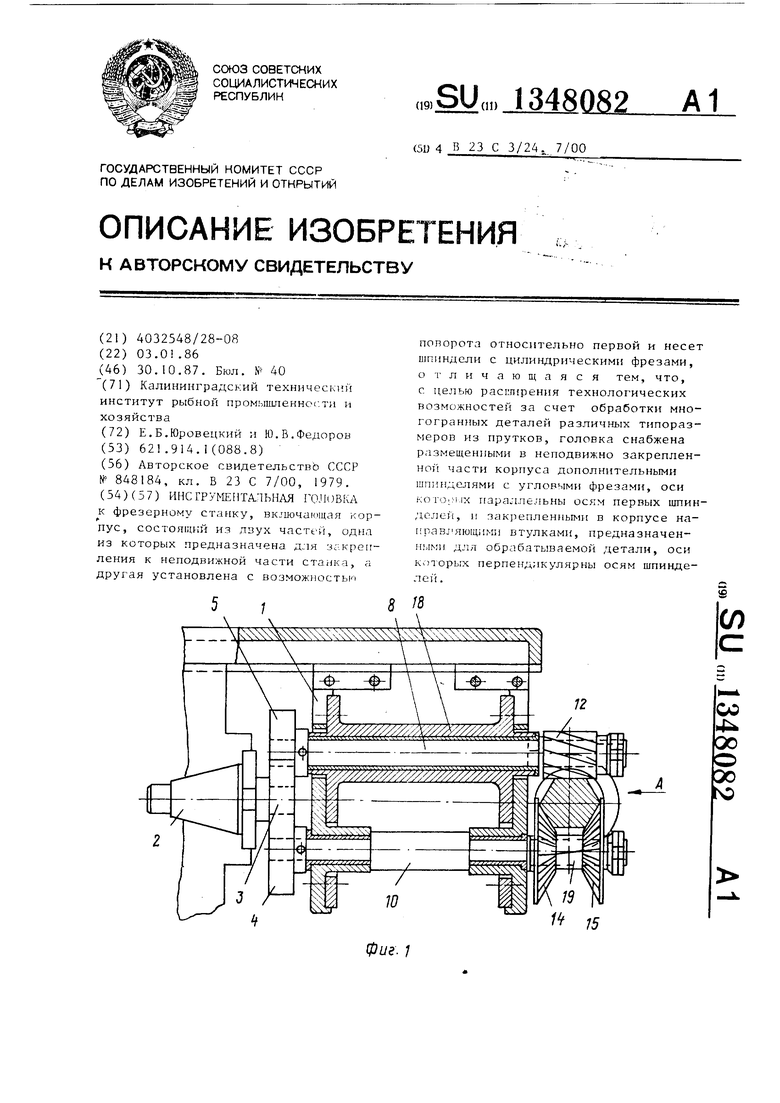
На фиг.1 показана предлагаемая головка, разрез; на фиг.2 - вид А на фиг.1; на фиг.З - взаиморасположение фрез, калибра или прутка и направляющих втулок; на фиг.4 - кинематическая схема головки; на фиг.З - установка головки и тисков на станке.
Головка состоит из закрепляемого на хоботе (или на станине) горизонтально-фрезерного станка корпуса 1, в котором смонтированы конусный приводимый от шпинделя станка хвостовик 2, зубчатые передачи 3, 4 и 5, цепные передачи 6 и 7, четыре параллельных шпинделю станка вала 8-11 с цилиндри- 25 ческими фрезами 12 и 13 и двумя парами угловых фрез 14-17. Приводные валы 8 и 9 смонтированы в поворотном вокруг оси шпинделя станка корпусе 18, закрепляемом внутри корпуса 1, для регулировки расстояния по верти кали между цилиндрическими фрезами 12 и 13 по размеру S шестигранника под ключ. Для этой цели между парами угловых фрез предусмотрены сменные дистанционные кольца 19 и 20 разной ширины. Сменный шестигранный калибр 21 служит для выверки фрез.
Для зажима обрабатываемого прутка 22 на столе 23 станка установлены тиски 24 и 25. В расточках корпуса 1 для устранения прогиба обрабатываемого прутка установлены три соосные направляющие втулки: первая 26 на входе (до первой группы фрез), вторая 27 - посередине (между двумя группами фрез) и третья 28 - на выходе (после второй группы фрез).Вместо тисков на столе станка можно установить устройство для непрерывной автоматической подачи прутка 22 смен- ньми рифлеными роликами с приводом от механизма подачи стола станка.
Головка работает следующим образом.
Корпус 1 устанавливают и закрепляют на хоботе (или на станине) горизонтально-фрезерного станка, а конусный хвостовик 2 вводят в гнездо шпин13480822
деля станка и затягивают шомполом. Шпиндель станка приводит во вращение хвостовик 2, а от него с помощью зубчатых 3, 4 и 5 и цепных 6 и 7 передач получают вращение параллельные шпинделю приводные валы 8-11 и фрезы 12-17. Требуемая для фрезерования частота вращения фрез устанавливается с помощью коробки скоростей станка.
Для устранения прогиба прутка и выверки фрез на требуемый размер сечения шестигранника в расточки корпуса 1 устанавливают три сменные Соосные направляющие втулки требуемого размера: первую 26 и вторую 27 с круглыми отверстиями по диаметру прутка, а третью 28 с шестигранным отверстием, и вводят в них сменный шестигранный калибр 21.
Освободив болты 29 поворотного корпуса 18, поворачивают его до касания цилиндрическими фрезами 12 и 13 верхней и нижней грани калибра, после чего затягивают зажимные болты 29. Касание боковых наклонных граней калибра угловыми фрезами 14- I7 достигают подбором ширины сменных дистанционных колец 19 и 20. После выверки фрез калибр удаляют и вместо него в первую направляющую втулку вводят обрабатываемый пруток 22, зажатый в самоцентрирующих тисках 24 на правом конце стола, отведенном в крайнее от головки положение, и включают продольную подачу стола.
30
35
40
Включив вращение шпинделя станка и всех фрез, столом подводят конец зажатого в тисках до касания первой группы фрез: одной цилиндрической и двух угловых, которые обрабатывают 45 три грани и, пройдя через вторую направляющую втулку, пруток попадает на вторую группу фрез, которые обрабатывают остальные три грани, и через третью направляющую втулку уже проходит шестигранный конец прутка. Когда правые тиски 24 доходят до головки, станок выключают, тиски 24 разжимают, отводят стол в крайнее правое положение и зажимают тиски 25 на левом конце стола, включают станок и продолжают обработку граней прутка при тянущей подаче стола. Такие перехваты тисков допускают обработку шестигранников любой длины,.
50
55
Включив вращение шпинделя станка и всех фрез, столом подводят конец зажатого в тисках до касания первой группы фрез: одной цилиндрической и двух угловых, которые обрабатывают три грани и, пройдя через вторую направляющую втулку, пруток попадает на вторую группу фрез, которые обрабатывают остальные три грани, и через третью направляющую втулку уже проходит шестигранный конец прутка. Когда правые тиски 24 доходят до головки, станок выключают, тиски 24 разжимают, отводят стол в крайнее правое положение и зажимают тиски 25 на левом конце стола, включают станок и продолжают обработку граней прутка при тянущей подаче стола. Такие перехваты тисков допускают обработку шестигранников любой длины,.
1348082
причем станок значительно лучше загружен по мощности, а его производительность по сравнению с известным способом фрезерования по одной грани с ручным делением и холостыми обратными проходами при ограниченной длине возрастает не менее чем в 8-10 раз
при более высоком качестве обработки.
Зг/а/}
Процесс еще больше автоматизируется, если вместо тисков на правом конце стола установить устройство для непрерывной автоматической подачи прутка сменными рифлеными роликами с приводом от механизма подачи стола. Левые тиски 25 в этом случае понадобятся только перед окончанием прутка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Станок для фрезерования каблука обуви | 1954 |
|
SU99469A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ ОБРАБОТКИ ПОГОНАЖНЫХ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ МНОГОГРАННОЙ ФОРМЫ ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2080253C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1992 |
|
RU2033914C1 |
28
Фиг.
7
2h
Редактор М.Андрушенко
Фиг. 5
Составитель М.Кольбич Техред М.Ходанич
Заказ 5148/11Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4
Корректор М.Максимишинец
| Фрезерная головка | 1979 |
|
SU848184A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
