Изобретение относится к обработке металлов давлением и предназначено для ис- пользования преимущественно в производстве тонкостенных-упругих профилей.
Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа профилегибочный стан, содержащий ряд последовательно расположенных на основании клетей с постепенным уменьшением расстояния от дна ручья каждого нижнего валка до основания в направлении формовки. При этом каждая предыдущая по ходу прокатки клеть наклонена к оси прокатки в направлении последней клети на угол, величина которого определена соотношением:
AI + 1 yi arctg ---
где yj - угол наклона;
Д| + 1 - разница в уровнях формовки и i +1 и клетей;
I - расстояние между клетями.
К существенным недостаткам прототипа можно отнести то. что ось прокатки настроена на одно положение с одним и тем же углом наклона формующих клетей.
Указанный недостаток обусловлен тем, что подушки, на которые крепятся формующие клети, изготовлены только для определенного угла наклона клетей, а значит ограничен сортамент типоразмеров прокатки профилей. Для расширения возможности прокатки других типоразмеров профилей, необходимо изготавливать дополнительно комплект подушек, что удорожает и усложняет все технологическое производство.
Целью изобретения является упрощение настройки стана, повышение качества и увеличение сортамента изготавливаемых деталей.
Для достижения поставленной цели предложена конструкция профилегибочно- го стана, содержащая ряд последовательно расположенных на жестком основании формующих клетей с валками с постепенным уменьшением расстояния от оси формовки каждой клети до жесткого основания в направлении формовки. Стан снабжен упругим основанием со сквозными продольными пазами, размещенным над
(Л
С
vi сл ю сл о го
жестким основанием, узлами крепления упругого основания к жесткому основанию и регулировки расстояния между ними, при этом формующие клети смонтированы на упругом основании с возможностью пере- мещения по продольным пазам и фиксации, а упомянутые узлы установлены между основаниями.
Каждый узел крепления и регулировки расстояния между основаниями выполнен в виде домкрата, один конец которого шар- нирно крепится к упругому основанию, а другой - к жесткому. Домкраты установлены под разными углами относительно продольной оси стана.
Формующие валки установлены в клетях с возможностью их перемещения по вертикальным направляющим.
При настройке стана с криволинейным очагом формовки могут участвовать все кле- ти, что позволяет создавать оптимальные условия формовки без предпосылок создания остаточных растягивающих напряжений на кромках заготовки, а это, в конечном итоге, повышает качество готовых изделий. Кроме того, применение стана с упругим основанием позволяет в широких пределах изменять ординаты криволинейной оси, что создает возможность для изготовления широкого сортамента готовых деталей.
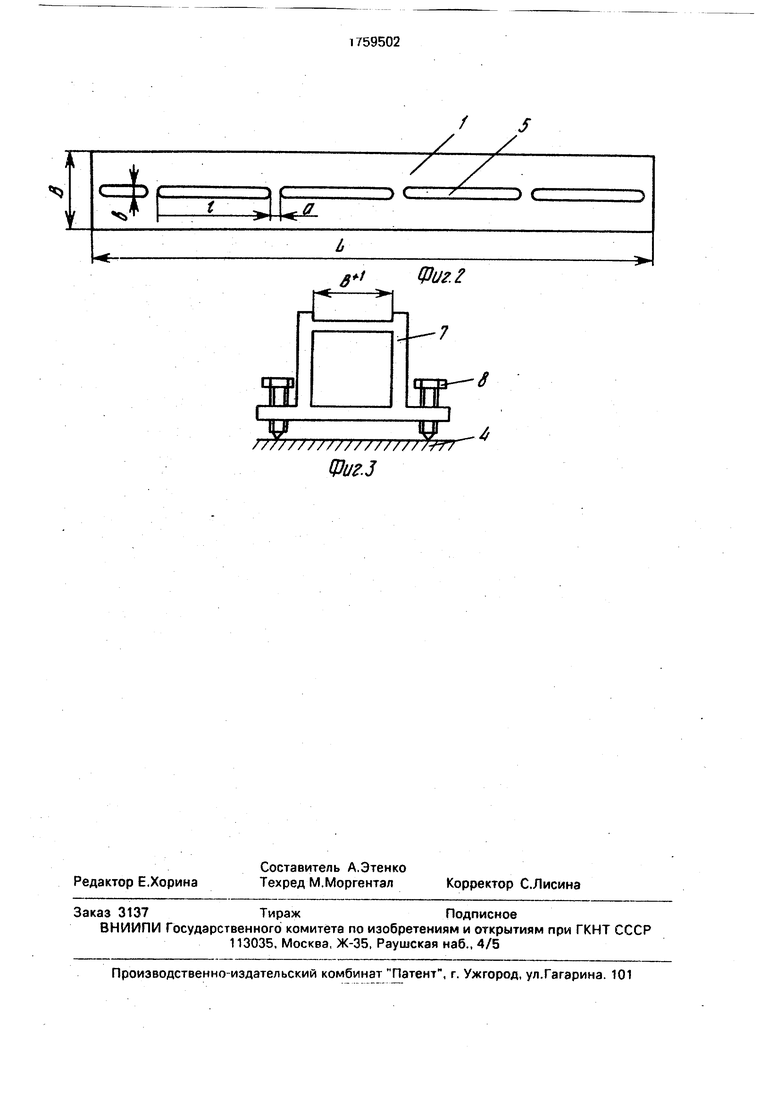
Упругое основание изготавливается из легированной листовой стали длиной, равной длине формующего стана, толщиной 10-20 мм и шириной, равной ширине формующих клетей. По середине упругого осно- вания вдоль оси периодически через а 10-80 мм выфрезерованы сквозные пазы длиной I 300-400 мм, предназначенные для крепления формующих клетей и крепежных узлов. Выбор толщины и ширины (В) упругого основания обусловлен тем, что уменьшение указанных геометрических параметров может привести к ее потере устойчивости и нарушится плавность настройки криволинейной оси.
Для изгиба упругого основания соужат раздвижные крепежные узлы, выполненные в виде домкратов, крепящиеся под разными углами между упругим и жестким основаниями. Каждый узел крепления и регулировки расстояния между основаниями одним концом шарнирно крепится к упругому основанию, другим - к жесткому. Для фиксации заднего конца упругого основания от любых перемещений, находящегося за последней формующей клетью, устанавливается стационарный узел крепления. Для ужесточения от поперечного смещения упругого основания, между ним и жестким основанием вдоль формующего стана устанавливаются еще два-три крепежных узла, выполненных в форме четырехугольной сварной рамы. Верхняя полка рамы упирается в упругое основание, в нижней - по краям наре- заны резьбовые отверстия, куда ввинчиваются болты, позволяющие выбирать зазоры между упругим и жестким основаниями.
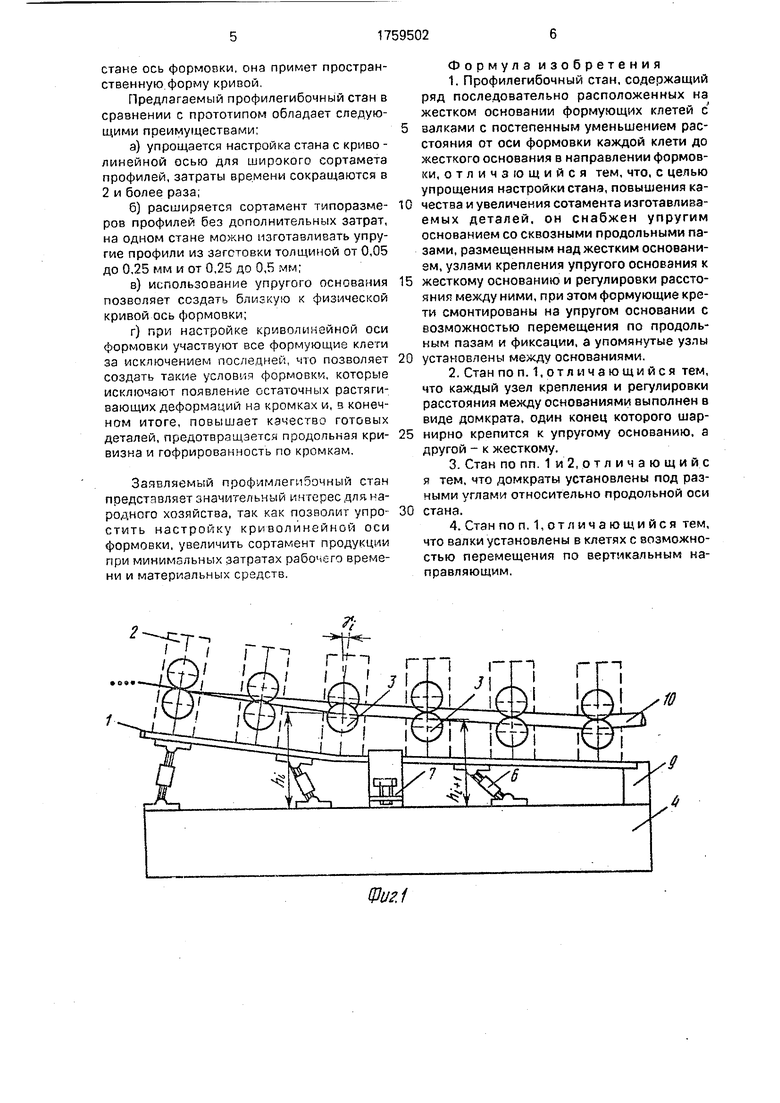
На фиг, 1 изображен профилегибочный стан; на фиг. 2-то же, вид сверху на упругое основание; на фиг. 3 - рамочный узел крепления для упругого основания.
Заявляемый профилегибочный стан для изготовления тонкостенного упругого цилиндрического профиля (фиг. 1) содержит последовательно расположенные на упругом основании (1) ряд клетей (2) с постепенным уменьшением расстояния (hi) от дна ручья нижнего валка (3) до жесткого основания (4) в направлении формовки. Для продольного смещения клетей в упругом основании (фиг. 2) предусмотрены пазы (5). Ось формовки искривляется за счет изгиба упругого основания и дополнительного перемещения осей вращения валков по вертикальным направляющим клетей.
Изгиб упругого основания производится с помощью домкратов (6), один конец которых крепится с помощью шарниров к упругому основанию, другой - к жесткому. Для повышения устойчивости упругого основания от продольного смещения домкраты устанавливают под разными углами вдоль продольной оси стана, от поперечного смещения - между упругим и жестким основаниями установлены рамочные узлы крепления (7), конструкция которых, показана на фиг. 3, где верхняя ее часть упирается в упругое основание, нижняя - с помощью болтов (8) упирается в жесткое основание
(4).
Фиксация заднего конца упругого основания от продольного и поперечного смеще- ния осуществляется с помощью стационарного узла крепления (9).
Расставив на необходимое расстояние формующие клети и зная ординаты криволинейной оси по клетям, производят ее ориентировочную настройку, для чего с помощью домкратов изгибают упругое основание и замеряют расстояние (hi) от жесткого основания до центра оси вращениянижнего вал - ка. Для точной настройки используют перемещение осей вращения валков по направляющим клетей.
При движении заготовки (10) от каждой предыдущей к каждой последующей клети ее середина опускается на расчетную величину Дл| hi - hn-i. А если рассмотреть в
стане ось формовки, она примет пространственную форму кривой.
Предлагаемый профилегибочный стан в сравнении с прототипом обладает следующими преимуществами;
а)упрощается настройка стана с криво - линейной осью для широкого сортамета профилей, затраты времени сокращаются в 1 и более раза;
б)расширяется сортамент тапоразме- ров профилей без дополнительных затрат,
на одном стане можно изготавливать упругие профили из заготовки толщиной от 0,05 до 0,25 мм и от 0,25 до 0,5 мм;
в)использование упругого основания позволяет создать близкую к физической кривой ось формовки;
г)при настройке криволинейной оси формовки участвуют все формующие клети
за исключением последней, что позволяет создать такие условия формовки, которые исключают появление остаточных растягивающих деформаций на кромках и, в конечном итоге, повышает качество готовых деталей, предотвращается продольная кри- визна и гофрированность по кромкам,
Заявляемый профимяегибочный стан представляет значительный интерес для народного хозяйства, так как позволит упро- стить настройку криволинейной оси формовки, увеличить сортамент продукции при минимальных затратах рабочего времени и материальных средств.
Формула изобретения
1.Профилегибочный стан, содержащий ряд последовательно расположенных на жестком основании формующих клетей с валками с постепенным уменьшением расстояния от оси формовки каждой клети до жесткого основания в направлении формовки, отличающийся тем, что, с целью упрощения настройки стана, повышения качества и увеличения сотамента изготавлива- емых деталей, он снабжен упругим основанием со сквозными продольными пазами, размещенным над жестким основанием, узлами крепления упругого основания к жесткому основанию и регулировки расстояний между ними, при этом формующие кре- ти смонтированы на упругом основании с возможностью перемещения по продольным пазам и фиксации, а упомянутые узлы установлены между основаниями.
2.Стан поп. 1,отличающийся тем, что каждый узел крепления и регулировки расстояния между основаниями выполнен в виде домкрата, один конец которого шар- нирно крепится к упругому основанию, а другой - к жесткому.
3.Стан по пп. 1 и2,отличающийс я тем, что домкраты установлены под разными углами относительно продольной оси стана.
4.Стан по п.1,отличающийся тем, что валки установлены в клетях с возможностью перемещения по вертикальным направляющим.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2000 |
|
RU2215608C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2330738C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Валок профилегибочного стана | 1980 |
|
SU995972A1 |
Использование: обработка металлов давлением, в частности производство профилей проката и труб. Сущность изобретения: стан содержит жесткое основание, упругое основание, закрепленное на жестком основании посредством узлов крепления и регулировки расстояния между основаниями, формующие клети с валка - ми, смонтированные на упругом основании. 3 з.п. ф-лы, 3 ил.
i
10
Шиг.1
3
.
Щиг.З
/ //
s
Фиг. / 7
S
f/-fT7
| Профилегибочный стан | 1977 |
|
SU680781A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
