Изобретение относится к литейному производству, а именно к одноразовым сырым литейным формам.
Известна одноразовая сырая литейная форма, содержащая верхнюю и нижнюю полуформы, у которой контрлад нижней полуформы имеет плоскую поверхность, получаемую методом срезания избытка уплотненной формовочной смеси с помощью срезающего устройства (ножа или фрезы). После ее изготовления форма устанавливается этой плоскостью на опорную поверхность, например на площадку конвейера автоматической формовочной линии.
Недостатком этой литейной формы является то, что при срезании избытка формовочной смеси с контрлада нижней полуформы из-за большого сопротивления, оказываемого смесью срезанию, возможно искажение отпечатка модели нижней полуформы вследствие выдавливания смеси срезающим устройством. Кроме того, износ режущего элемента также приводит к отклонению формы контрлада от плоскости. Возможны искажения нижней полуформы и
силами, возникающими от различных неровностей на поверхности опорной площадки, например остатком смеси, сплесков металла и т.д., при установке на нее нижней полуформы, имеющей плоскую поверхность контрлада. Указанные искажения приводят к неплотному прилеганию отдельных частей контрлада верхней и нижней полуформ, что служит причиной ухода металла, и контактному перенапряжению других частей, которое вызывает сколы и обрушения кромок отпечатка формы и брак отливок по сору. Ситуация, при которой поверхность контрлада нижней полуформы утоплена внутрь поверхности контрлада нижней опоки, что устраняет указанные дефекты, приводит к другим - возможно разрушение нижней полуформы и уход металла, а также раздутие отливок.
Целью изобретения является уменьшение возможности деформации литейной формы.
Для этого в разовой сырой литейной форме, содержащей верхнюю и нижнюю полуформы, контрлад нижней полуформы
С
м
1СЛ 0
сл
N
i
выполнен из чередующихся выступов и впадин, имеющих поперечное сечение в виде трапеции с уклоном сторон 3-15°, при этом вершины выступов расположены ниже контрлада, а суммарная площадь выступов определяется из условия стсж Q/F 13,7СЖ , где 7Сж прочность материала формы на сжатие; F - площадь выступов; Q - общий вес формы.
Способы получения чередующихся выступов и впадин на контрладе нижней полуформы могут быть различными, например с помощью профильной прессовой плиты. Величина уклона боковых поверхностей выступов должна быть в пределах 3-15°. Уклон менее 3° не обеспечивает получения выступов без обрывов во время протяжки. Уклон 15° нецелесообразен, т.к. в этом случае значительно изменяется сечение выступов, что может привести к ухудшению их работы при неровностях большой высоты или при срезании их ножом.
Условие (7Сж Q/F 1,3 асж вызвано следующим. При Q/F Осжпроисходит деформация всех выступов даже при установке их на ровную поверхность, а во время заливки может произойти провисание полуформ низа и залив по разъему. При ,3 неровности большой площади могут не разрушить выступы, что приводит к искажению полуформы низа. Идеальным случаем является равенство Q/F стсж , но в реальных условиях 7СЖ смеси формы колеблется, поэтому необходимы пределы неравенства как минимум в пределах колебания (Тсж . Например, для смесей, используемых в АФЛ, обычно принимается 7Сж 0,9-1,2 кг/см2, что подтверждает оптимальность указанного соотношения.
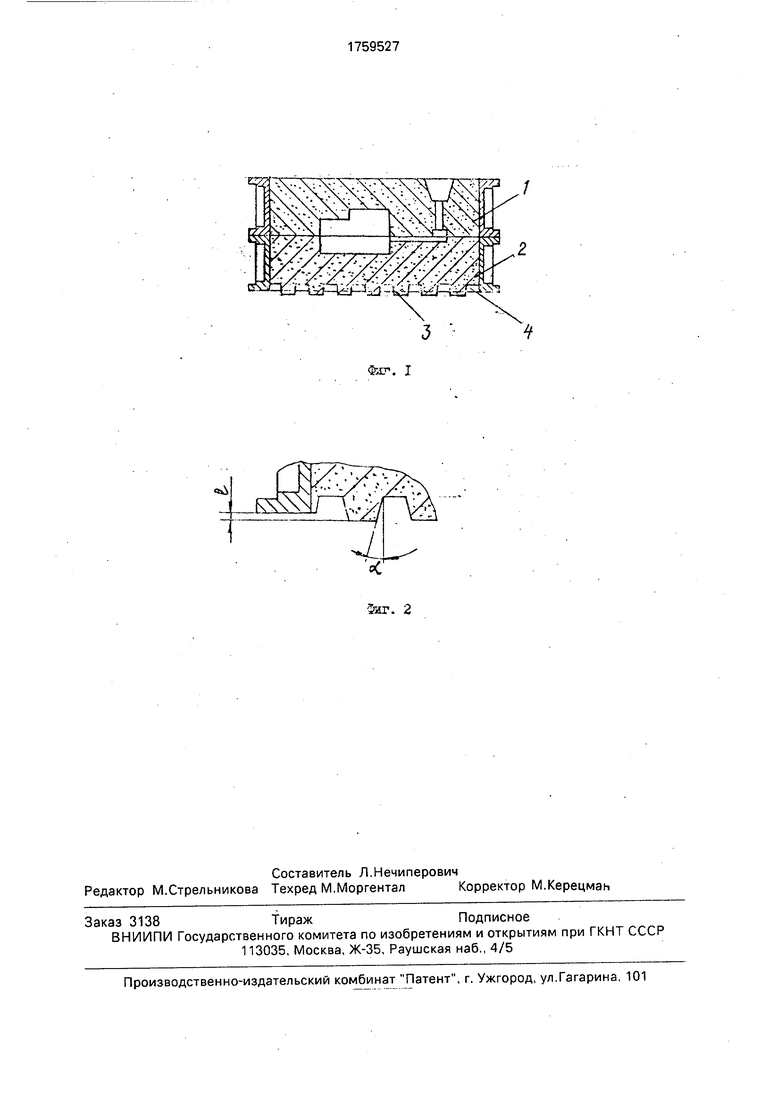
На фиг.1 изображена разовая сырая литейная форм в сборе; на фиг.2 - элемент контрлада нижней полуформы.
Литейная форма содержит верхнюю 1 и нижнюю 2 полуформы. На контрладе нижней полуформы 2 выполнены чередующиеся
выступы 3 и впадины 4, имеющие поперечное сечение в форме трапеции. Уклон сторон трапеции (угол а ) составляет 3-15°. Вершины выступов расположены ниже
контрлада полуформы 2 на величину I, соответствующую величине неплоскостности площадки конвейера или подопечной плиты (не показаны).
При установке нижней полуформы (или
0 собранной формы) на площадку конвейера или подопечную плиту происходит контакт полуформы не по всей поверхности контрлада, а только по поверхности выступов. При этом если поверхность площадки ров5 ная и не имеет отклонений от плоскостности, выступы не разрушаются, поскольку напряжения сжатия в них не превышают предела прочности материала формы. При отклонении от плоскостности площадки или
0 наличии неровностей на местное разрушение выступов, первыми вступающих в контакт с опорой, Разрушение выступов предотвращает деформацию всей полуформы.
5На фиг.1 и 3 изображен вариант опочной формы, однако предлагаемое решение может быть применено и для безопочных форм с горизонтальным разъемом. Формула изобретения
0Разовая сырая литейная форма, содержащая верхнюю и нижнюю полуформы, отличающаяся тем, что, с целью уменьшения возможности деформации формы, контрлад нижней полуформы выполнен в
5 виде чередующихся выступов и впадин, имеющих поперечное сечение в виде трапеции с уклоном сторон 3-15°, при этом вершины выступов расположены ниже контрлада, а суммарная площадь выступов
0 определяется из условия оЬж Q/F 1,3 7СЖ,
где оЬж - прочность материала формы на сжатие, кг/см ;
о
F - суммарная площадь выступов, см ; 5Q - общий вес формы, кг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная линия | 1983 |
|
SU1235654A1 |
| Магнитная разъемная форма и транспортное средство для магнитной разъемной формы | 1987 |
|
SU1675020A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| Устройство для срезания излишков формовочной смеси с полуформ | 1981 |
|
SU939164A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| Способ изготовления литейных форм и устройство для его осуществления | 1989 |
|
SU1694320A1 |
| Устройство для кантовки преимущественно литейных полуформ | 1987 |
|
SU1567320A1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2022680C1 |
Сущность: контрлад нижней полуформы выполнен в виде чередующихся выступов и впадин, имеющих поперечное сечение в виде трапеции с уклоном сторон 3-15°, при этом вершины выступов расположены ниже контрлада, а суммарная площадь выступов определяется из условия оьж Q/F 1,3 7СЖ, где (7Сж прочность материала формы на сжатие, кг/см ; F - суммарная площадь выступов, см2; Q - общий вес формы, кг. 2 ил.
Фаг. I
Зиг. 2
| Иванов В.Н | |||
| и Киян Э.Ф | |||
| Наладка формовочных и стержневых машин | |||
| - М.: Высшая школа, 1980, с,67-68, табл.9. |
