(54) ЛИТЕЙНАЯ ФОРМА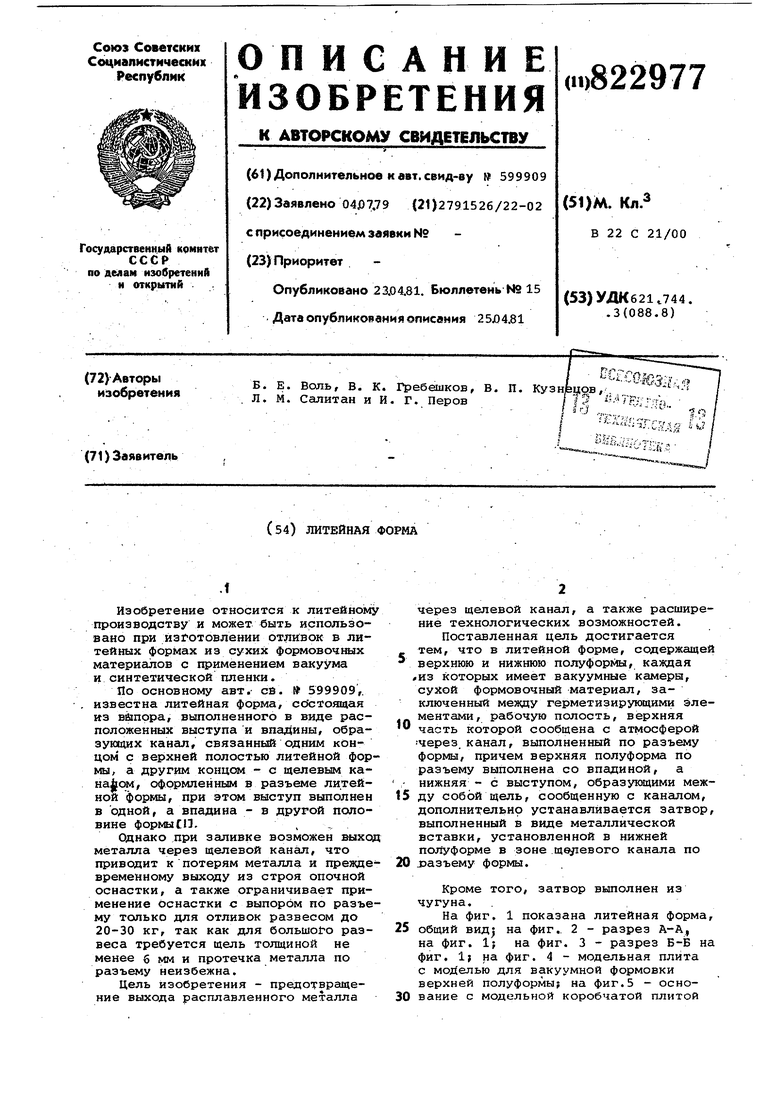
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1976 |
|
SU599909A1 |
| Литейная форма | 1979 |
|
SU808194A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Литейная форма | 1980 |
|
SU904873A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Литейная форма | 1977 |
|
SU634839A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок в литейных формах из сухих формовочшлх материалов с применением вакуума и синтетической пленки.
По основному авт. сВ. № 599909,. известна литейная форма, сс сто5адая из вйпора, выполненного в виде расположенных выступа и впадины, образующих канал, связанньай одним концом с верхней полостью литейной формы, а другим концом - с щелевым каHajfOM, оформленным в разъеме литейной формы, при этом выступ выполнен в одной, а впадина - в другой половине формы С11., ,
Однако при заливке возможен выход металла через щелевой канал, что приводит к потерям металла и преждевременному выходу из строя опочной оснастки, а также ограничивает применение оснастки с выпором по разъему только для отливок развесом до 20-30 кг, так как для большого развеса требуется щель толщиной не менее б мм и протечка металла по разъему неизбежна.
цель изобретения - предотвращение выхода расплавленного металла
через щелевой канал, а также расширение технологических возможностей. Поставленная цель достигается тем, что в литейной форме, содержащей
верхнюю и нижнюю полуфорйы, каждая из которых имеет вакуумные камеры, сухой формовочный материал, заключенный между герметизирукмцими элементами, рабочую полость, верхняя
часть которой сообщена с атмосферой через, канал, выполненный по разъему формы, причем верхняя полуформа по разъему выполнена со впадиной, а - нижняя - с выступом, образующими между собой щель, сообщенную с каналом, дополнительно устанавливается затвор, выполненный в виде металлической вставки, установленной в нижней поЛуформе в зоне .ще ревого канала по
20 1эазъему формы.
Кроме того, затвор выполнен из чугуна. .,
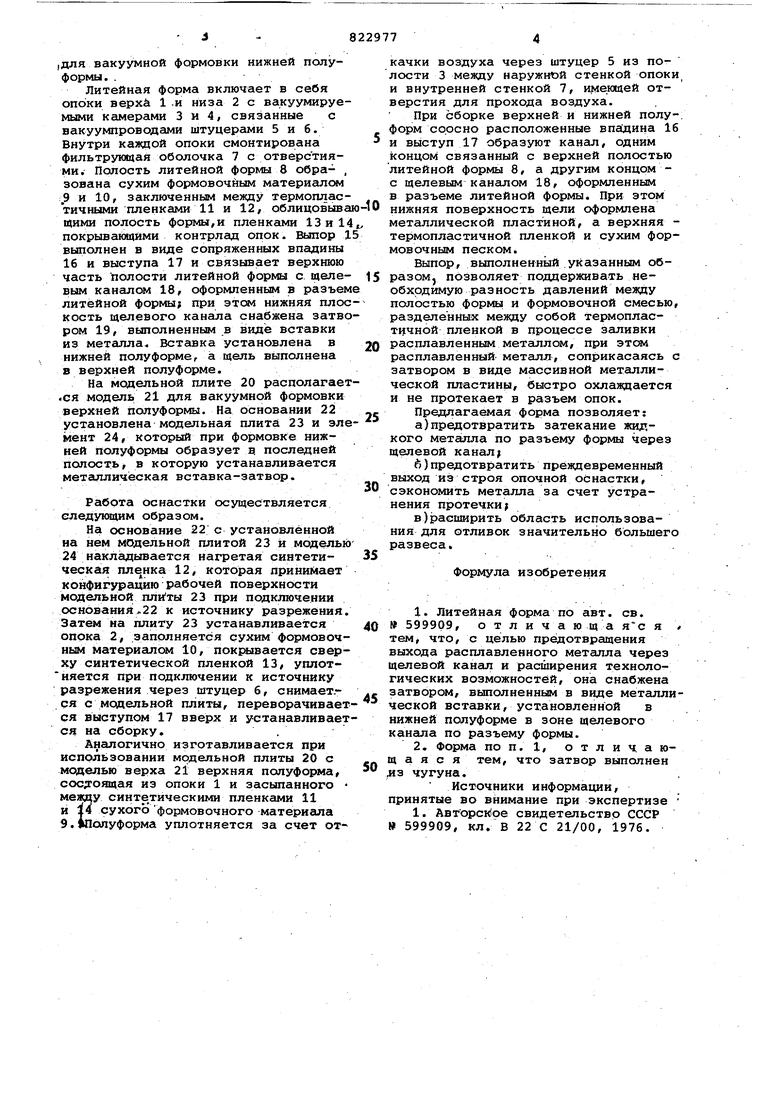
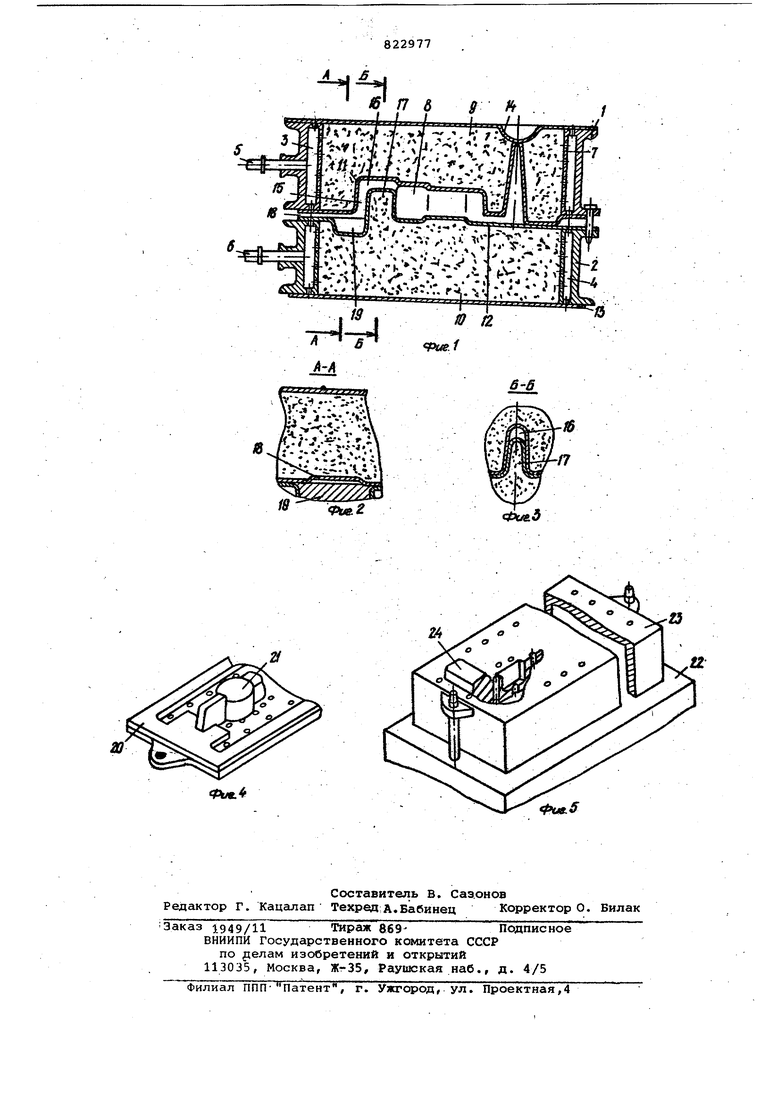
На фиг, 1 показана литейная форма, 25 общий вид на фиг.. 2 - разрез А-А, на фиг. If на фиг. 3 - разрез Б-Б на фиг, 1; на фиг. 4 - модельная плита с моделью для вакуумной формовки верхней полуформы; на фиг.5 - основание с модельной коробчатой плитой
для вакуумной формовки нижней полуформы. .
Литейная форма включает в себя опоки верхи 1 .и низа 2 с вакуумируемыми камерами 3 и 4, связанные с вакуумпроводами штуцерами 5 и 6. Внутри каждой опоки смонтирована фильтрующая оболочка 7 с отверстиями. Полость литейной формы 8 обра- , зована сухим формовочным материалом ,9 и 10, заключенным между термопластичнымк пленками 11 и 12, облицовываю-iO щими полость формы,и пленками 13 и 141, покрываиэдйми контрлад опок. Шлюр 15 выполнен в виде сопряженных впадины 16 и выступа 17 и связывает верхнюю часть полости литейной формы с щеле- 15 вым каналом 18, оформленным в разъеме литейной формы; при этом нижняя плоскость щелевого канала снабжена затвором 19, выполненным в виде вставки из металла Вставка установлена в 20 нижней полуформе, а щель выполнена в верхней полуформе.
На модельной плите 20 располагается модель 21 для вакуумной формовки верхней полуформы. На основании 22 установлена модельная плита 23 и злейент 24, который при формовке нижней полуформы образует в. последней полость, в которую устанавливается металлическая вставка-затвор.
Работа оснастки осуществляется следукнцим образом.
На основание 22 с установленной на нем модельной плитой 23 и моделью 24 накладывается нагретая синтети- 35 ческая пленка 12, которая принимает конфигхРЭ1 11) рабочей поверхности модельной плиты 23 при подключении основания.22 к источнику разрежения. Затем на плиту 23 устанавливается 40 опока 2, заполняется сухим формовочным материапс 4 10, пок % 1вается сверху синтетической пленкой 13, уплотияется при подключении к источнику азрежения через штуцер б, снимает.ся с модельной плиты, переворачивает- я выступом 17 вверх и у-станавливаетя на сборку,.
Аналогично изготавливается при спользовании мрдельной плиты 20 с оделью верха 21 верхняя полуформа, ослгоящая из опоки 1 и засыпанного ежду синтетическими пленками 11 и 14 сухого формовочного материала .Папуформа уплотняется за счет от
качки воздуха через штуцер 5 из полости 3 между наружной стенкой опоки и внутренней стенкой 7, и,меющей отверстия для прохода воздуха.
При сборке верхней и нижней полуформ соосно расположенные впагдина 16 и выступ 17 образуют кангш, одним концом связанный с верхней полостью литейной формы 8, а другим концом с щелевым каналом 18, оформленным в разъеме литейной формы. При зтом нижняя поверхность щели оформлена металлической пластиной, а верхняя термопластичной пленкой и сухим формовочным песком.
Выпор, выполненный указанным образом, позволяет поддерживать необходимую разность давлений между полостью формы и Формовочной смесью, разделенных между собой термопласТ11ЧНОЙ пленкой в процессе заливки расплавленным метсшлом, при расплавленный- металл, соприкасаясь с затвором в виде массивной металлической пластины, быстро охлаждается и не протекает в разъем опок.
Предлагаемая форма позволяет:
а)предотвратить затекание жидкого металла по разъему формы через щелевой канал;
и)предотвратить преждевременный выход из строя опочной оснастки, сэкономить металла за счет устранения протечки;
в)расширить область использования для отливок значительно большего развеса.
Формула изобретения
599909, о т л и ч а ю щ а я тем, что, с целью предотвращения выхода расплавленного металла через щелевой канал и расширения Технологических возможностей, она снабжена затвором, выполненным в виде металлической вставки, установленной в нижней полуформе в зоне щелевого кансша по разъему формы.
Источники информации, принятые во внимание при экспертизе
.
Фие.5
А«.
2S
2А
.S
