Изобретение относится к обработке металлов давлением, а именно к прокатному производству, и может быть использовано на реверсивных и нереверсивных станах.
Целью изобретения является повышение- производительности путем снижения усилия сжатия полосы валками,
Способ прокатки включает деформацию полосы между вращающимися валками с анизотропными поверхностными слоями,при этом прокатку ведут между валками с продольной анизотропией, коллинеарной вектору перемещения поверхностного слоя при вращении валков,при этом для реверсивной прокатки валки устанавливают а клети стана так, чтобы коллинеарные векторы продольной анизотропии у них были противонаправлены при касании с полосой, а при нереверсивной прокатке - векторы совпадали. .
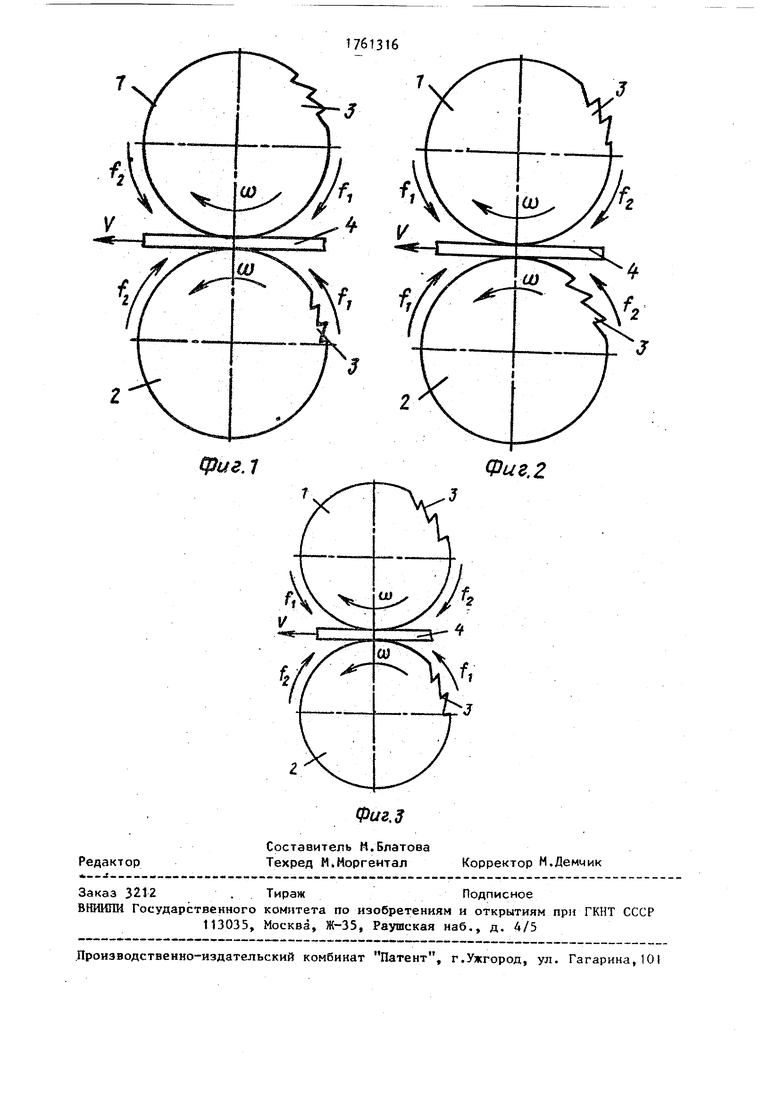
Способ прокатки полосы иллюстрирован фиг,1-3. На фиг.1 и 2 показана схема расположения валков в клети стана, когда коллинеарные векторы просось
,-
317
дольной анизотропии на обоих валках совпадают при касании с полосой, причем на фиг.1 в зоне отставания возникает по величине больший коэффициент трения по сравнению с зоной опереже ния, а на фиг.2 - меньший коэффициент трения.
На фиг.З показана схема расположения валков в клети стана, когда КОЛЛИ неарные векторы продольной анизотропии на обоих валках не совпадают при касании с полосой.
Предложений способ реализуется следующим образом.
Подготовленные валки 1 и 2 (фиг.1- 3) с продольной анизотропией поверхностных слоев, полученными, например, нанесением несимметричной относительно нормали микронеровностей 3 вдоль окружности бочки валка устанавливают для нереверсивной прокатки в первой клети непрерывного стана так, чтобы коэффициент трения f, создаваемый поверхностью бочки валкор 1 и 2 (фиг.1) при движении полосы k в направлении прокатки v, по величине на валках 1 и 2 был меньшим (f, fg)« В последующих клетях непрерывного стана валки 1 и 2 (фиг.2) устанав- ливают так, чтобы коэффициент трения fl, создаваемый поверхностями валков 1 и 2 при движении полосы 4 в направлении прокатки v, по величине на валках 1 и 2 был большим (f2 f) В каждой клети, в соответствии с ве личиной обжатия полосы, выставляют межвалковые зазоры. Вращают валки в направлении прокатки и задают полосу в клети непрерывного стана.
Приготовленные валки 1 и 2 (фиг.З) устанавливают в клети реверсивного стана так, чтобы коэффициент трения, создаваемый продольно-анизотропным поверхностным слоем при движении полосы 4 в направлении прокатки v, по величине f был на валке 1 большим, а на валке 2 был fy меньшим (f f). Размещают полосу между валками. Нажимным устройством создают усилие сжатия полосы валками и моталками, создают усилие натяжения концов полосы перед и за клетью. Вращают валки в направлении первого прохода. По окончании длины полосы прокатку прекращают . Меняют направление вращения валков и осуществляют прокатку во втором проходе. После окончания длины полосы в каждом последующем про-:.
5
7613
,
-JQ
2025 зо А0
,о 35
4S
16
ходе осуществляют реверс валков и повторяют прокатку до получения конечной толщины.
Предложенный способ прокатки опробован на реверсивном стане кварто 1700.
Прокатывали полосу на толщину 1 мм из стали 12x18x1 От одной плавки толщиной 3 мм между валками двух комплектов диаметром 500 мм. Резуль таты прокатки полосы приведены в таблице.
Оба комплекта валков предварительно шлифовали до получения класса шероховатостей по ГОСТ 2789-73- Затем на поверхностях одного из комплектов валков нанесли продольно-анизотропный поверхностный слой вдоль окружности бочек валков процессом трения о полосу из стали 12x18x1 От. Предварительно провели прокатку полосы между валками без продольно-анизотропного поверхностного слоя. Результаты прокатки приведены в табл. (графа 2). Прокатку полос между валками с продольно-анизотропным поверхностным слоем осуществили в трех вариантах расположения их в клети стана, причем усилие сжатия полосы валками и натяжения концов полосы в каждом проходе выставляли в соответствии с прокаткой по прототипу. В графе 3 и 4 приведены результаты обжатия полосы по проходам между валками с продольной анизотропией поверхностного слоя, когда коллинеарные векторы этих слоев совпадают, а в графе 5 - противонап- равлены. В графе 3 приведены результаты прокатки,когда коэффициент трения в зоне отставания при прокатке в направлении нечетного прохода имеет меньшую величину по сравнению с зоной опережения, а в графе 4 - большую величину.
Предложенный способ прокатки может быть реализован на любых прокатных станах без конструктивного изменения .
Использование способа наиболее эффективно при прокатке труднодеформируемых металлов между валками с большим диаметром.
Способ прокатки по сравнению с прототипом позволяет:
1. Сократить количество проходов на реверсивном стане и повысить производительность в 1,2-1,8 раза.
5176ТЗ
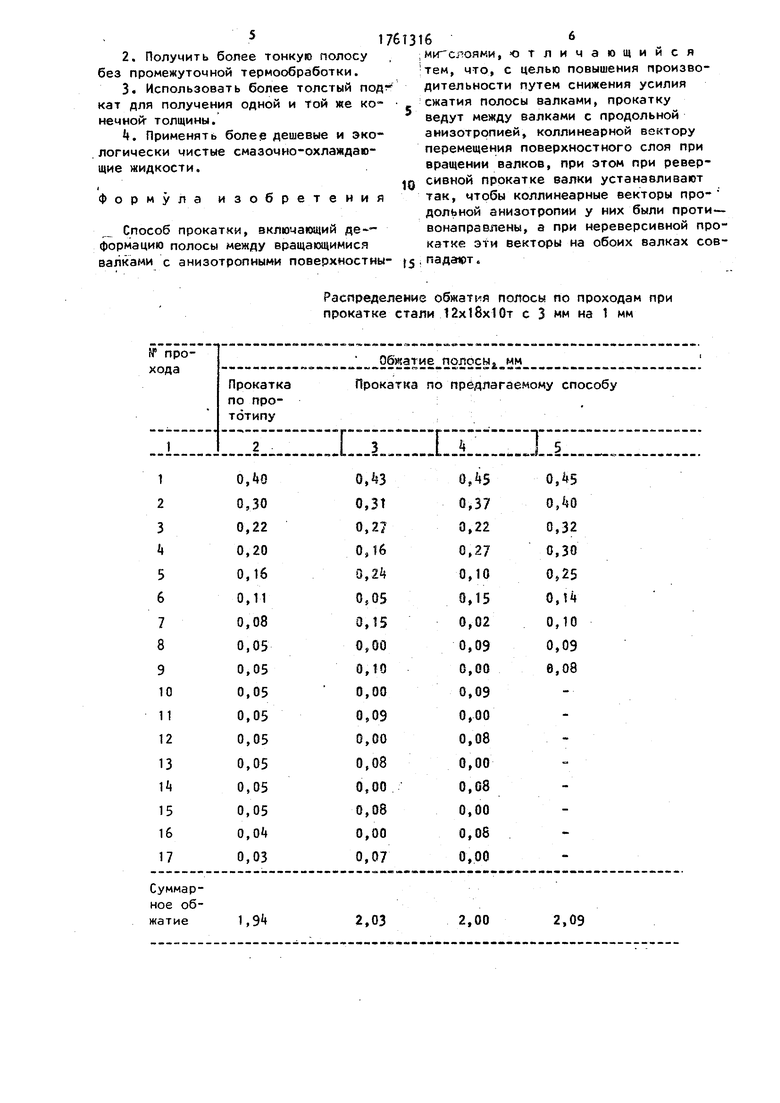
2.Получить более тонкую полосу без промежуточной термообработки.
3.Использовать более толстый под кат для получения одной и той же ко- , нечнон толщины.
Ц. Применять более дешевые и экологически чистые смазочио-охлаждаю- щие жидкости.
Формула изобретения
Способ прокатки, включающий формацию полосы между вращающимися валками с анизотропными поверхностны- ts
,
0
s
166
ми слоями, отличающийся
тем, что, с целью повышения производительности путем снижения усилия сжатия полосы валками, прокатку ведут между валками с продольной анизотропией, коллинеарной вектору перемещения поверхностного слоя при вращении валков, при этом при реверсивной прокатке валки устанавливают так, чтобы коллинеарные векторы про- дольной анизотропии у них были противонаправлены, а при нереверсивной прокатке эти векторы на обоих валках сов,падают.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки рабочих валков | 1989 |
|
SU1754242A1 |
| Способ прокатки полос | 1980 |
|
SU899170A1 |
| СПОСОБ ДРЕССИРОВКИ ОТОЖЖЕННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2464115C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| Способ настройки клети кварто непрерывного полосового стана при прокатке полос одного типоразмера | 1986 |
|
SU1419775A1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Способ холодной прокатки полос из жаропрочных и коррозионностойких сталей | 1983 |
|
SU1093368A1 |
Изобретение относится к обработке металлов давлением, а именно к про катному производству и может быть использовано на реверсивных и нереверсивных стенах. Целью изобретения является повышение производительности путем снижения усилия сжатия полосы валками. Прокатку полосы ведут между вращающимися валками с продольной анизотропией поверхностных слоев, коллинеарных вектору перемещения этих слоев при вращении валков, при этом для реверсивной прокатки валки устанавливают в t клети- с,тана- так, чтобы коллинеарные векторы этих поверхностных слоев на валках были противонаправлены при касании с полосой, а при нереверсивной прокатке - векторы совпадали. Способ позволяет получить более тонкую полосу без промежуточной термообработки, использовать более толстый подкат для получения одной и той же конечной толщины. 3 ил. 1 табл.
Распределение обжатия полосы по проходам при прокатке стали 12х18х10т с 3 мм на 1 мм
1761316
фиг.1
Фиг.2
| 0 |
|
SU303118A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки листовой стали | 1979 |
|
SU776676A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
