Изобретение относится к области машиностроения и может быть использовано для автоматизации сборочных процессов.
Цель изобретения - повышение производительности и надежности сборочных процессов.
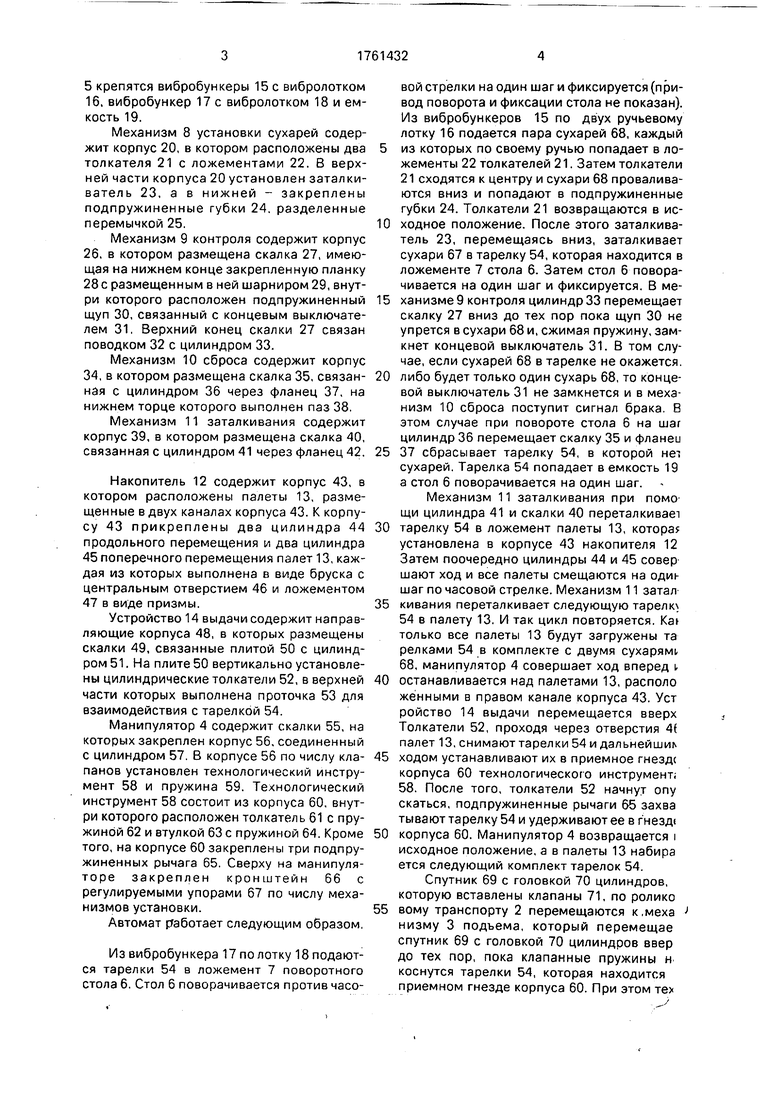
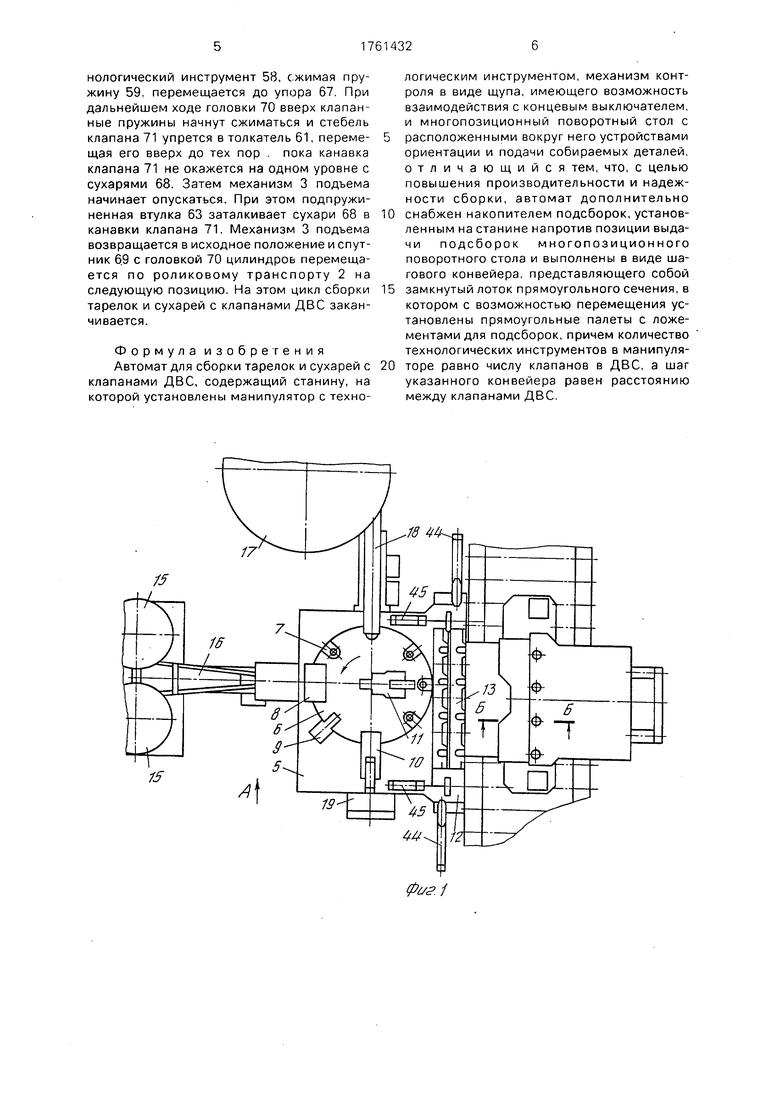
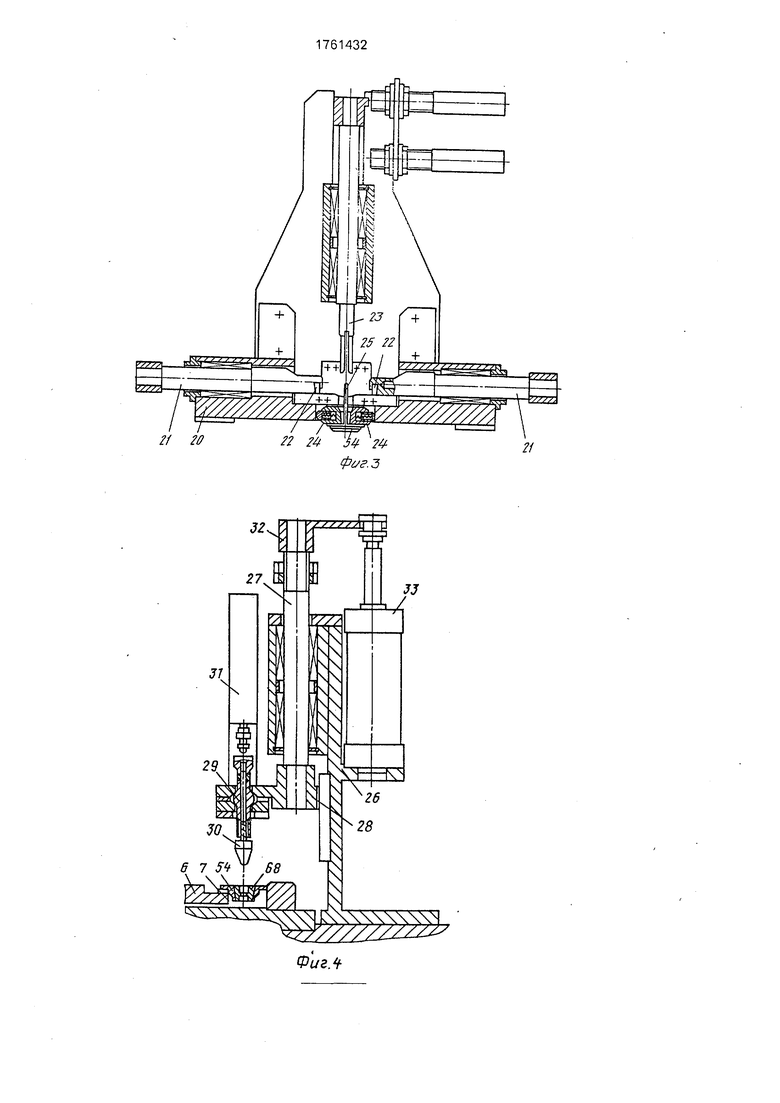
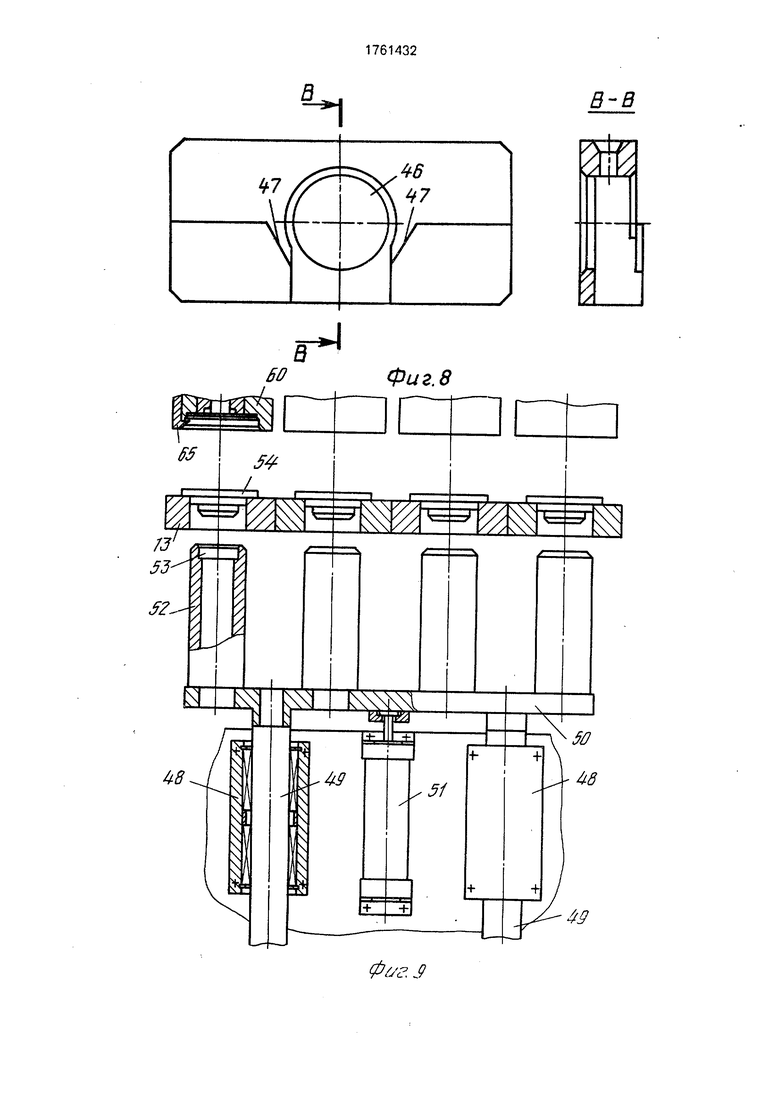
На фиг.1 изображен автомат, вид сверху; на фиг.2 - вид А на фиг.1; на фиг.З - механизм установки сухарей в тарелку; на фиг.4 - механизм контроля; на фиг.5 - механизм сброса; на фиг.6 - механизм заталкивания; на фиг.7 - поперечный разрез
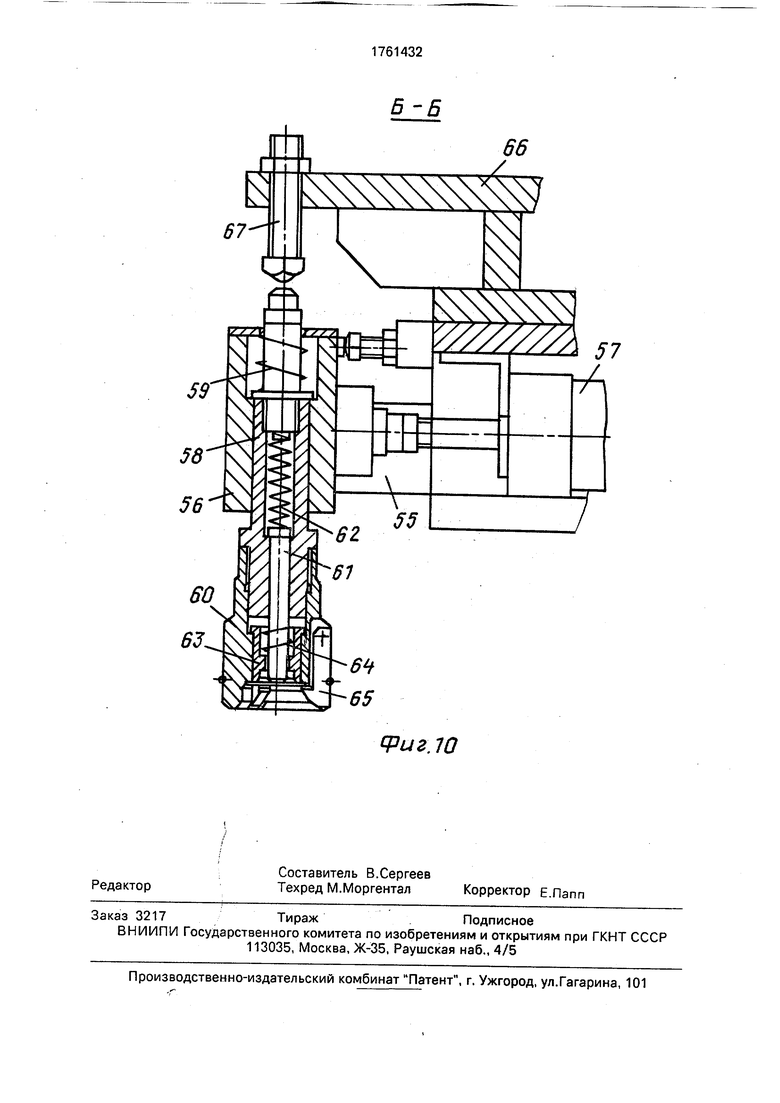
накопителя; на фиг 8 - палета; на фиг.9 - устройство выдачи, на фиг 10 - разрез Б-Б на фиг.1.
Автомат содержит станину 1, к которой крепятся транспорт 2, механизм подъема 3, манипулятор 4 и тумба 5 На нижней плите тумбы 5 закреплен поворотный стол 6 с ложементами 7 и расположены механизм 8 установки сухарей в тарелку, механизм 9 контроля, механизм 10 сброса, механизм 11 заталкивания, накопитель 12 с налетами 13 и устройство 14 выдачи Кроме того, к тумбе
VJ о
Ј
CJ IVJ
5 крепятся вибробункеры 15 с вибролотком 16, вибробункер 17 с вибролотком 18 и емкость 19.
Механизм 8 установки сухарей содержит корпус 20, в котором расположены два толкателя 21 с ложементами 22. В верхней части корпуса 20 установлен заталки- ватель 23, а в нижней - закреплены подпружиненные губки 24. разделенные перемычкой 25.
Механизм 9 контроля содержит корпус 26, в котором размещена скалка 27, имеющая на нижнем конце закрепленную планку 28с размещенным в ней шарниром 29, внутри которого расположен подпружиненный щуп 30, связанный с концевым выключателем 31, Верхний конец скалки 27 связан поводком 32 с цилиндром 33.
Механизм 10 сброса содержит корпус 34, в котором размещена скалка 35, связанная с цилиндром 36 через фланец 37, на нижнем торце которого выполнен паз 38.
Механизм 11 заталкивания содержит корпус 39, в котором размещена скалка 40, связанная с цилиндром 41 через фланец 42.
Накопитель 12 содержит корпус 43, в котором расположены палеты 13, размещенные в двух каналах корпуса 43. К корпусу 43 прикреплены два цилиндра 44 продольного перемещения и два цилиндра 45 поперечного перемещения палет 13, каждая из которых выполнена в виде бруска с центральным отверстием 46 и ложементом 47 в виде призмы.
Устройство 14 выдачи содержит направляющие корпуса 48, в которых размещены скалки 49, связанные плитой 50 с цилиндром 51. На плите 50 вертикально установлены цилиндрические толкатели 52, в верхней части которых выполнена проточка 53 для взаимодействия с тарелкой 54.
Манипулятор 4 содержит скалки 55, на которых закреплен корпус 56, соединенный с цилиндром 57. В корпусе 56 по числу клапанов установлен технологический инструмент 58 и пружина 59. Технологический инструмент 58 состоит из корпуса 60, внутри которого расположен толкатель 61 с пружиной 62 и втулкой 63 с пружиной 64. Кроме того, на корпусе 60 закреплены три подпружиненных рычага 65. Сверху на манипуляторе закреплен кронштейн 66 с регулируемыми упорами 67 по числу механизмов установки.
Автомат работает следующим образом.
Из вибробункера 17 по лотку 18 подаются тарелки 54 в ложемент 7 поворотного стола 6. Стол 6 поворачивается против часовой стрелки на один шаг и фиксируется (привод поворота и фиксации стола не показан). Из вибробункеров 15 по двух ручьевому лотку 16 подается пара сухарей 68, каждый
из которых по своему ручью попадает в ложементы 22 толкателей 21. Затем толкатели 21 сходятся к центру и сухари 68 проваливаются вниз и попадают в подпружиненные губки 24. Толкатели 21 возвращаются в ис0 ходное положение. После этого заталкива- тель 23, перемещаясь вниз, заталкивает сухари 67 в тарелку 54, которая находится в ложементе 7 стола 6. Затем стол 6 поворачивается на один шаг и фиксируется. В ме5 ханизмеЭ контроля цилиндр 33 перемещает скалку 27 вниз до тех пор пока щуп 30 не упрется в сухари 68 и, сжимая пружину, замкнет концевой выключатель 31. В том случае, если сухарей 68 в тарелке не окажется.
0 либо будет только один сухарь 68, то концевой выключатель 31 не замкнется и в механизм 10 сброса поступит сигнал брака В этом случае при повороте стола 6 на шаг цилиндр 36 перемещает скалку 35 и фланеи
5 37 сбрасывает тарелку 54, в которой нет сухарей. Тарелка 54 попадает в емкость 19 а стол 6 поворачивается на один шаг.
Механизм 11 заталкивания при помо щи цилиндра 41 и скалки 40 переталкивает
0 тарелку 54 в ложемент палеты 13, котора установлена в корпусе 43 накопителя 12 Затем поочередно цилиндры 44 и 45 совер шают ход и все палеты смещаются на один шаг по часовой стрелке. Механизм 11 затал
5 кивания переталкивает следующую тарелк 54 в палету 13. И так цикл повторяется. Ка только все палеты 13 будут загружены та релками 54 в комплекте с двумя сухарям. 68, манипулятор 4 совершает ход вперед i
0 останавливается над налетами 13, располо женными в правом канале корпуса 43. Уст ройство 14 выдачи перемещается вверх Толкатели 52, проходя через отверстия 4( палет 13, снимают тарелки 54 и дальнейшиь
5 ходом устанавливают их в приемное гнезде корпуса 60 технологического инструмент, 58. После того, толкатели 52 начнут опу скаться, подпружиненные рычаги 65 захва тывают тарелку 54 и удерживают ее в гнезде
0 корпуса 60. Манипулятор 4 возвращается i исходное положение, а в палеты 13 набира ется следующий комплект тарелок 54.
Спутник 69 с головкой 70 цилиндров, которую вставлены клапаны 71, по ролико
5 вому транспорту 2 перемещаются к,меха J низму 3 подъема, который перемещав спутник 69 с головкой 70 цилиндров ввер до тех пор, пока клапанные пружины н коснутся тарелки 54, которая находится приемном гнезде корпуса 60. При этом тех
нологический инструмент 58, сжимая пружину 59. перемещается до упора 67. При дальнейшем ходе головки 70 вверх клапанные пружины начнут сжиматься и стебель клапана 71 упрется в толкатель 61, перемещая его вверх до тех пор . пока канавка клапана 71 не окажется на одном уровне с сухарями 68. Затем механизм 3 подъема начинает опускаться. При этом подпружиненная втулка 63 заталкивает сухари 68 в канавки клапана 71. Механизм 3 подъема возвращается в исходное положение и спутник 69 с головкой 70 цилиндров перемещается по роликовому транспорту 2 на следующую позицию. На этом цикл сборки тарелок и сухарей с клапанами ДВС заканчивается.
Формула изобретения Автомат для сборки тарелок и сухарей с клапанами ДВС, содержащий станину, на которой установлены манипулятор с технологическим инструментом, механизм контроля в виде щупа, имеющего возможность взаимодействия с концевым выключателем, и многопозиционный поворотный стол с
расположенными вокруг него устройствами ориентации и подачи собираемых деталей, отличающийся тем, что, с целью повышения производительности и надежности сборки, автомат дополнительно
снабжен накопителем подсборок, установленным на станине напротив позиции выдачи подсборок многопозиционного поворотного стола и выполнены в виде шагового конвейера, представляющего собой
замкнутый лоток прямоугольного сечения, в котором с возможностью перемещения установлены прямоугольные палеты с ложементами для подсборок, причем количество технологических инструментов в манипуляторе равно числу клапанов в ДВС, а шаг указанного конвейера равен расстоянию между клапанами ДВС.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| Полуавтомат для сборки вальцовкой узлов | 1983 |
|
SU1138288A1 |
| СПОСОБ МОНТАЖА И ДЕМОНТАЖА КЛАПАНОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2393079C2 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |

Изобретение относится к машиностроению и может быть использовано для автоматизации сборочных процессов. Автомат для сборки тарелок и сухарей с клапанами ДВС содержит станину, на которой установлены манипулятор с технологическим инструментом, механизм контроля в виде щупа, взаимодействующего с концевым выключателем, многопозиционный поворотный стол с расположенными вокруг него механизмом установки сухарей в тарелку. механизмом сброса некомплектных подсбо- рок механизм заталкивания, и тумба, к которой крепятся устройства ориентации и подачи собираемых деталей, а также механизм подъема головки цилиндров и роликовый транспорт. Кроме того, на станине установлены накопитель подсобранных с сухарями тарелок, подаваемыхс многопозиционного поворотного стола, и устройство их выдачи в технологический инструмент, который выполнен в виде вертикально перемещающихся и подпружиненных относительно корпуса манипулятора механизмов установки по числу клапанов ДВС. Накопитель выполнен в виде корпуса, в котором расположены перемещающиеся в горизонтальной плоскости палеты с ложементом для установки тарелок. Устройство выдачи подсобранных тарелок выполнено в виде вертикальных цилиндрических толкателей, установленных в направляющих станины и связанных с приводом их перемещения. 10 ил. (Л
IS
pt/2.1
Nl
J %
// го
22 24 3#
32
31
Фиг.ЧФиг.7
es
w
я
53в-в
Ъ
8
фиг, 3
Б-Б
66
/
SS$S
y/z
57 L
фиг. W
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
