со
00 tsD
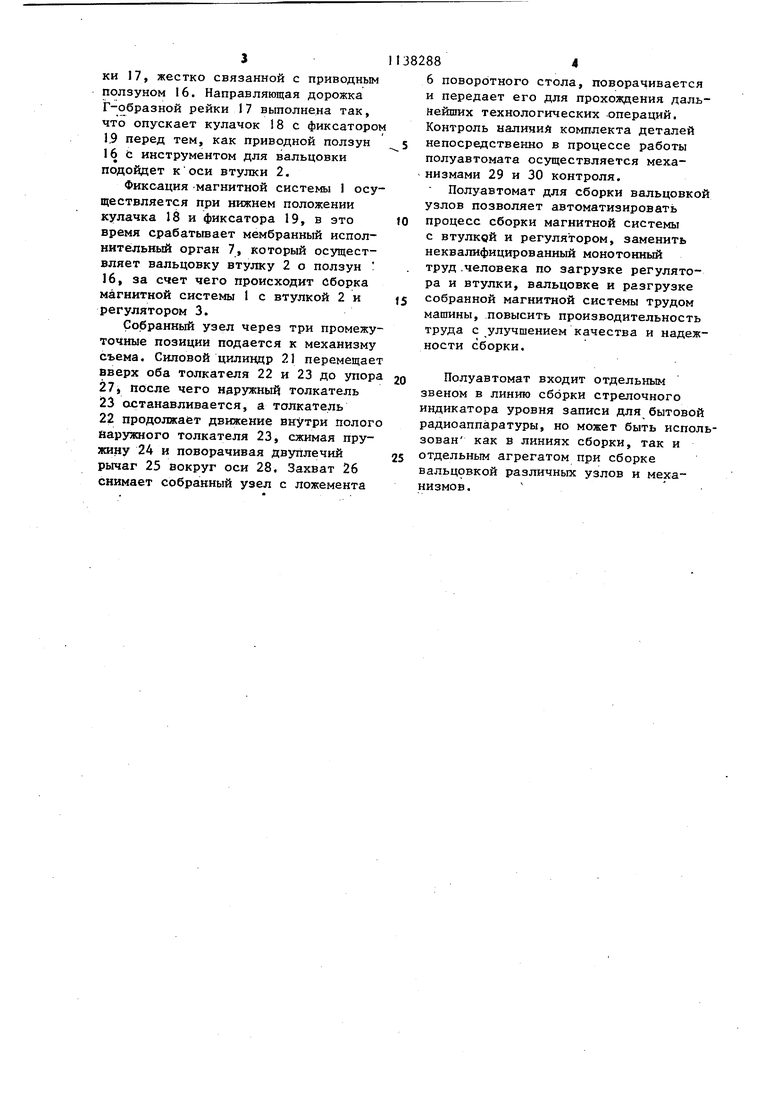
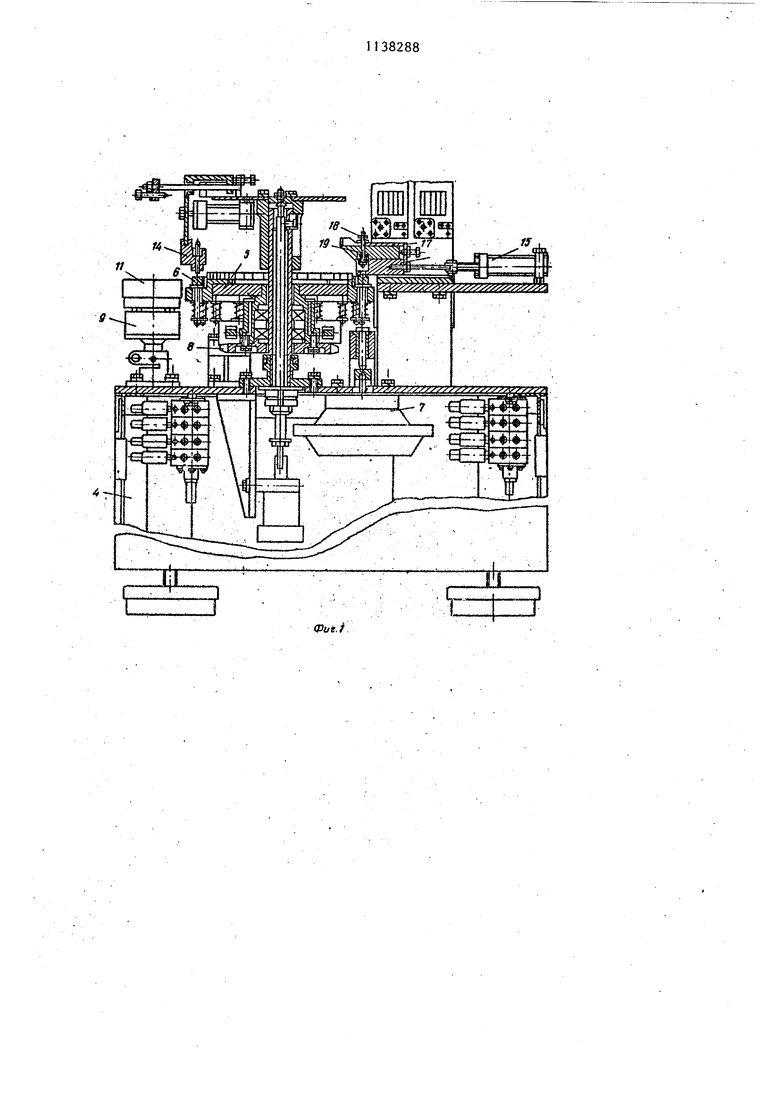
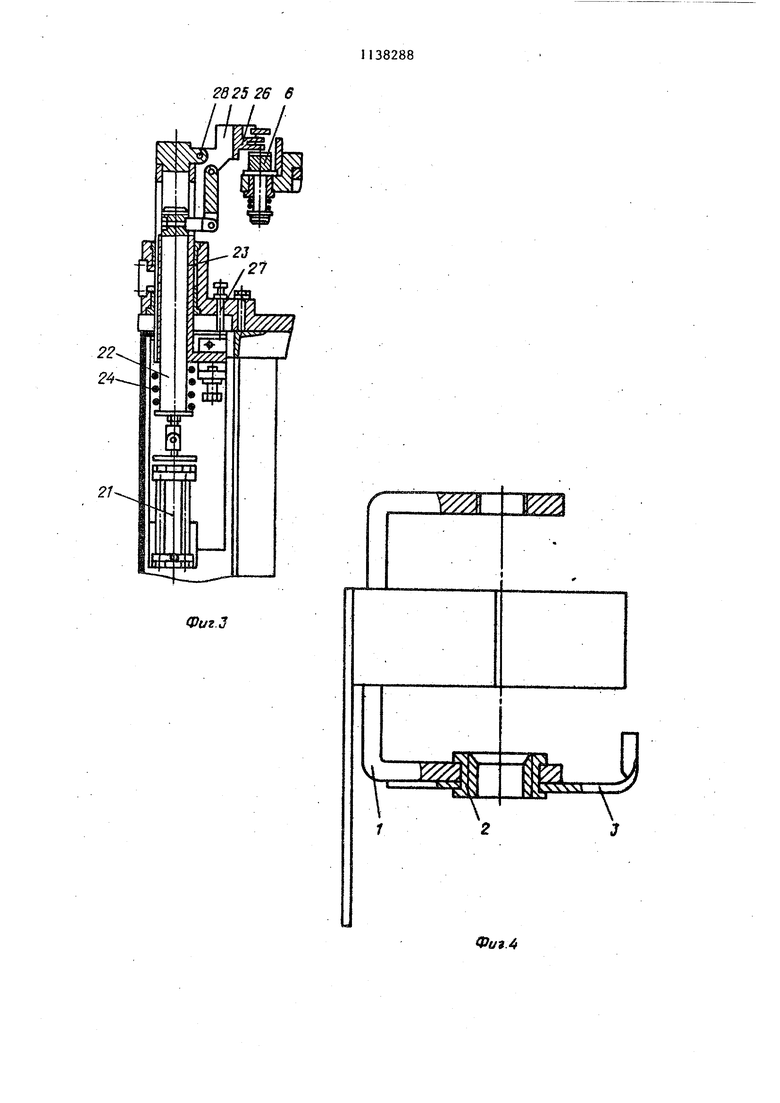
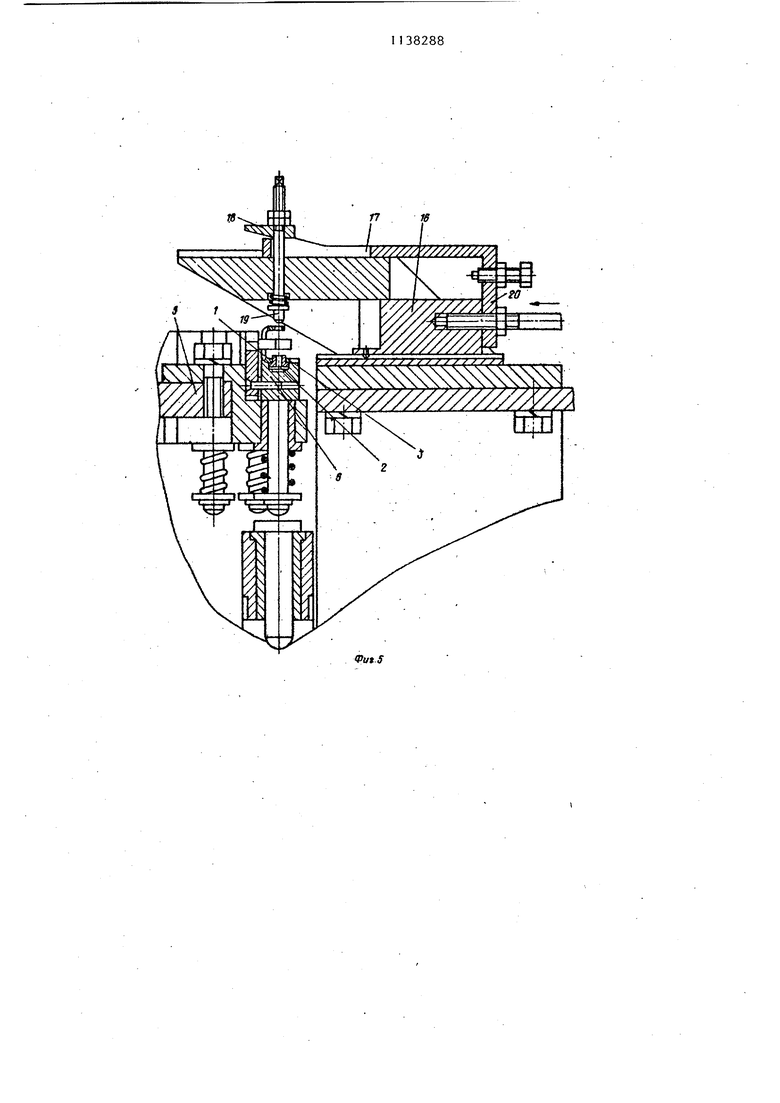
00 00 Изобретение относится к механосборочному производству, в частности к оборудованию для сборки вальцовкой узлов, например, магнитной системы со втулкой и регулятором стрелочного индикатора. Известна полуавтомат для сборки вальцовкой, содержащий смонтированные на основании многопозиционный стол с ложементами для узлов, механизма вальцовки с исполнительным органом и механизм съема собранного узла til. Однако известный полуавтомат не позволяет производить сборку развальцовкой деталей сложной конструкции, которые необходимо фиксировать на позиции развальцовки, а осуществлять автоматический съем собранного узла, предварительно вынув его из .ложемента. Целью изобретения является повы шение качества и производительности Указанная цель достигается тем, что в полуавтомате для сборки вальцовкой узлов, преимущественно магнитной системы с втулкой и регулятором стрелочного индикатора, содерж&щем смонтированные на основания многопозиционный стол с ложементами для узлов, механизм вальцовки с исполнительным органом и механизм съема собранного узла, механизм валь цовки выполнен в виде приводного ползуна с инструментом для вальцовки Г-образной рейки с кулачком и подпружиненньм фиксатором, для собираемого узла., на одном конце, жестко закрепленной другим концом на привод ном ползуне, а механизм съема собран ного узла выполнен в виде силового цилиндра, двух толкателей, установленных один в другом с возможностью относительного перемещения, закрепленного на наружном толкателе двупл чего рычага с захватом для собранно го узла на одном плече, шарнирно св занного с внутренним толкателем дру гим плечом, при зтом внутренний тол катель шарнирно связан с силовым цилиндром. На фиг. изображен полуавтомат, разрез; на фиг. 2 - то же, вид свер ху; на фиг. 3 - механизм съема собранного узла; на фиг. 4 - собранный узел; на фиг. 5 - механизм вальцовкм; на фиг. 6 - то же, в момент фик сации и развальцовки- собираемого узла. Полуавтомат для сборки вальцовкой узлов, например, магнитной системы 1 с втулкой 2 и регулятором 3 стрелочного индикатора содержит смонтированные на основании 4 многопозиционный поворотный стол 5 с ложементами 6 для узлов, механизм вальцовки с исполнительным органом 7 и механизм съема собранного узла. Поворотный стол 5 приводится в движение от пневматического привода 8. На основании 4 размещены вибробункеры 9 с магазинами 10 и 11 для загрузки втулок 2 и регуляторов 3 соответственно. Втулки 2 и регуляторы 3 из магазинов 10 и 11 переносятся манипуляторами 12 и 13 с захватами 14 на ложементы 6 поворотного стола 5. Механизм вальцовки выполнен в виде приводного от пневмоцилиндра 15 ползуна I6 с инструментом для вальцовки, Г-образной рейки 17с кулачком 18 и подпружиненным фиксатором I9 для магнитной системы 1 на одном конце, и жестко закрепленной другим концом 20 на приводном ползуне 16. Механизм съема собранного узла выполнен в виде силового цилиндра 21, двух толкателей 22 и 23, установлен ных один в другом с возможностью относительного перемещения, пружины 24 И двуплечего рычага 25. На одном плече рычага 25 выполнен ахват 26, а другим плечом рычаг 25 шарнирно связан с внутренним толкателем 22, который шарнирно связан с силовым цилиндром 21. Полуавтомат для сборки вальцовкой узлов работает следующим образом. Комплектующие детали загружают в вибробункеры 9. Втулки 2 загружают в магазин 10, регуляторы 3 - в магазин 11, из магазинов детали манипуляторами 12 и 13 с захватами 14 переносятся, на ложементы 6 поворотного СТОЛ4 5 таким образом, чтобы регуляторы 3 расположились на втулках 2. На следующих позициях на втулку 2 и регулятор 3 вручную или посредством робота устанавливается магнитная система 1. После прохождения автоматического контроля наличия собираемых деталей узел пгпадает в зону Действия механизма вальцовки. В зоне действия механизма вальцовки магнитная система 1 фиксируется за счет опускания подпружиненного фиксатора 19, перемещающегося посредством кулачка 18 и Г-образной рей3
ки 17, жестко связанной с приводным ползуном I6. Направляющая дорожка Г-образной рейки 17 выполнена так, что опускает кулачок 18 с фиксатором 1.9 перед тем, как приводной ползун 16 с инструментом для вальцовки подойдет к оси втулки 2,
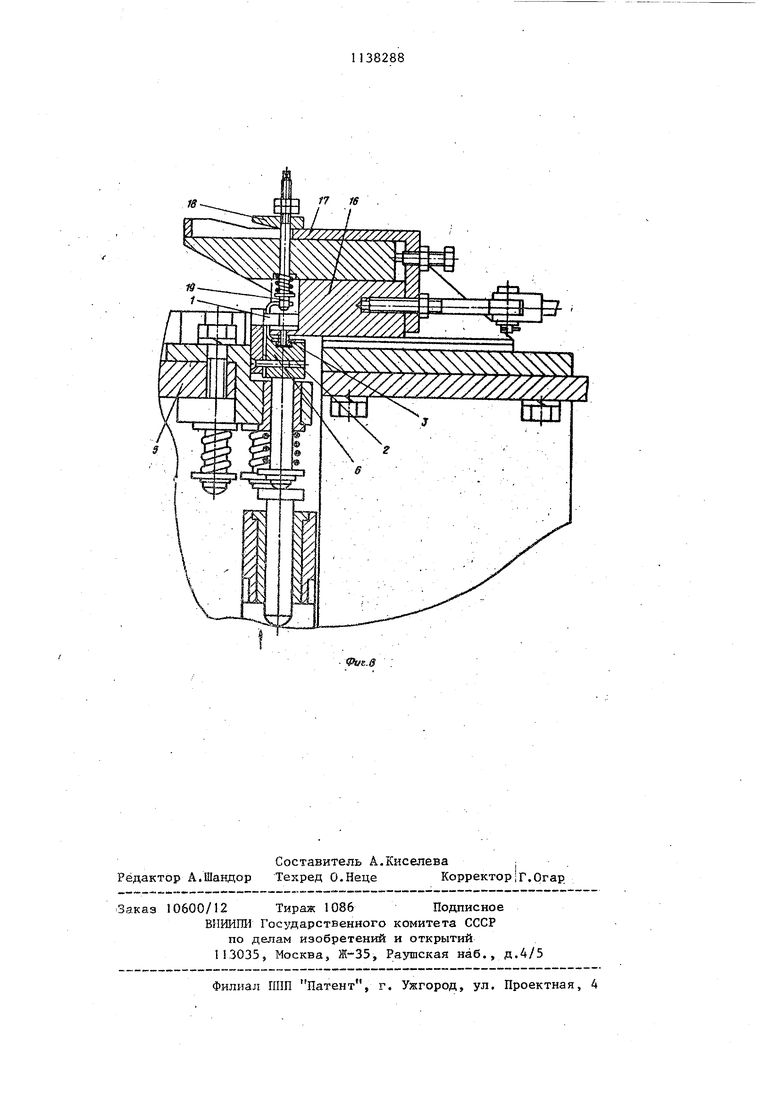
Фиксация магнитной системы 1 осуществляется при нижнем положении кулачка 18 и фиксатора 19, в это время срабатывает мембранный исполнительный орган 7, который осуществляет вальцовку втулку 2 о ползун . 16, за счет чего происходит Сбор1ка магнитной системы I с втулкой 2 и регулятором 3.
Собранный узел через три промежуточные позиции подается к механизму сьема. Силовой циливдр 21 перемещает вверх оба толкателя 22 и 23 до упора 27 после чего наружный толкатель 23 останавливается, а толкатель 22 продолжает движение внутри полого йарз жного толкателя 23, сжимая пружину 24 и поворачивая двуплечий рычаг 25 вокруг оси 28, Захват 26 снимает собранный узел с ложемента
884
6 поворотного стола, поворачивается и передает его для прохождения дальнейших технологических операций. Контроль наличии комплекта деталей
непосредственно в процессе работы полуавтомата осуществляется механизмами 29 и 30 контроля, Полуавтомат для сборки вальцовкой узлов позволяет автоматизировать
процесс сборки магнитной системы с втулкой и регулятором, заменить неквалифицированный монотонный труд .человека по загрузке регулятора и втулки, вальцовке и разгрузке
собранной магнитной системы трудом машины, повысить производительность труда с улучшением качества и надежности сборки.
Полуавтомат входит отдельным звеном в линию сборки стрелочного индикатора уровня записи для бытовой радиоаппаратуры, но может быть использован как в линиях сборки, так и
отдельным агрегатом при сборке
вальцовкой различных узлов и механизмов.
CM
6i
ij &
282526 6
21
ФигЗ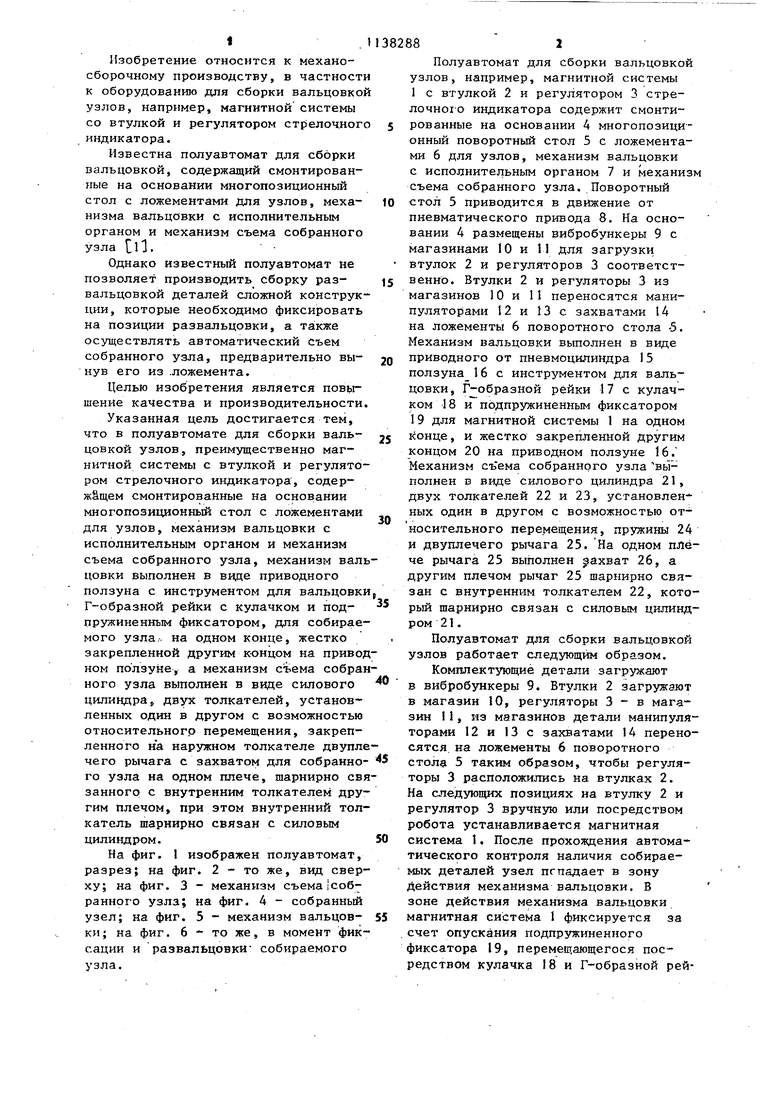
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для сборки запрессовкой охватываемой и охватывающей деталей | 1984 |
|
SU1204359A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| Автомат для сборки комбинированной петли | 1977 |
|
SU743837A1 |
ПОЛУАВТОМАТ ДЛЯ СБОРКИ ВАЛЬЦОВКОЙ УЗЛОВ, преимущественно магнитной системы с втулкой и регулятором стрелочного индикатора, содержащий смонтированные на основании многопозиционный поворотный стол с ложементами для узлов, механизм вальцовки с исполнительным органом и механизм П f ; kf : 5-;гйпт -;;-:, ч- - - ..lyrtt uW-..PU,.,-.. сьема собранного узла, отличающийся тем, что, с целью повышения качества и прсЗизводительности, механизм вальцовки вьшолнен в виде приводного ползуна с инструментом для вальцовки, Г-образной .рейки с кулачком и подпружиненным фиксатором для собираемого узла на одном конце, жестко закрепленный другим концом на приводном ползуне, а механизм съема собранного узла, выполнен в виде силового цилиндра, двух толкателей, установленных один в другом с возможностью относительного перемещения, закрепленного на наружном I толкателе двуплечего рычага с захi ватом для собранного узла, на одном (Л плеча, шарнирно связанного с внутренним толкателем другим плечом, при этом внутренний толкатель шарнирно связан с силовым цилиндром.
г
Фи9.4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
