сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Копировально-фрезерный станок | 1983 |
|
SU1117213A1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |


Использование: контурная обработка плоских заготовок. Сущность изобретения: станок содержит станину 1, стол 2 в виде каретки с копирами 3, механизм прижима 5 в виде подпружиненных валков, которые расположены с обеих сторон от фрезерной головки по ходу каретки. Заготовка устанавливается на стол 2 станка по базирующим роликам 11. При движении каретки копиры поочередно взаимодействуют с управляющими роликами, которые имеются на стойках подпружиненных валков, и заставляют последние постоянно во время обработки прижимать заготовку к столу. Перемещением фрезерной головки и движением стола обеспечивается обработка заготовки по контуру 7 ил.
Изобретение относится к фрезерным станкам и может быть использовано в деревообрабатывающей промышленности для контурной обработки по управляющей программе с одновременной прорезкой паза под окантовку.
Цель изобретения - упрощение конструкции и обеспечение надежности прижима обрабатываемой по контуру плоской заготовки малой жесткости.
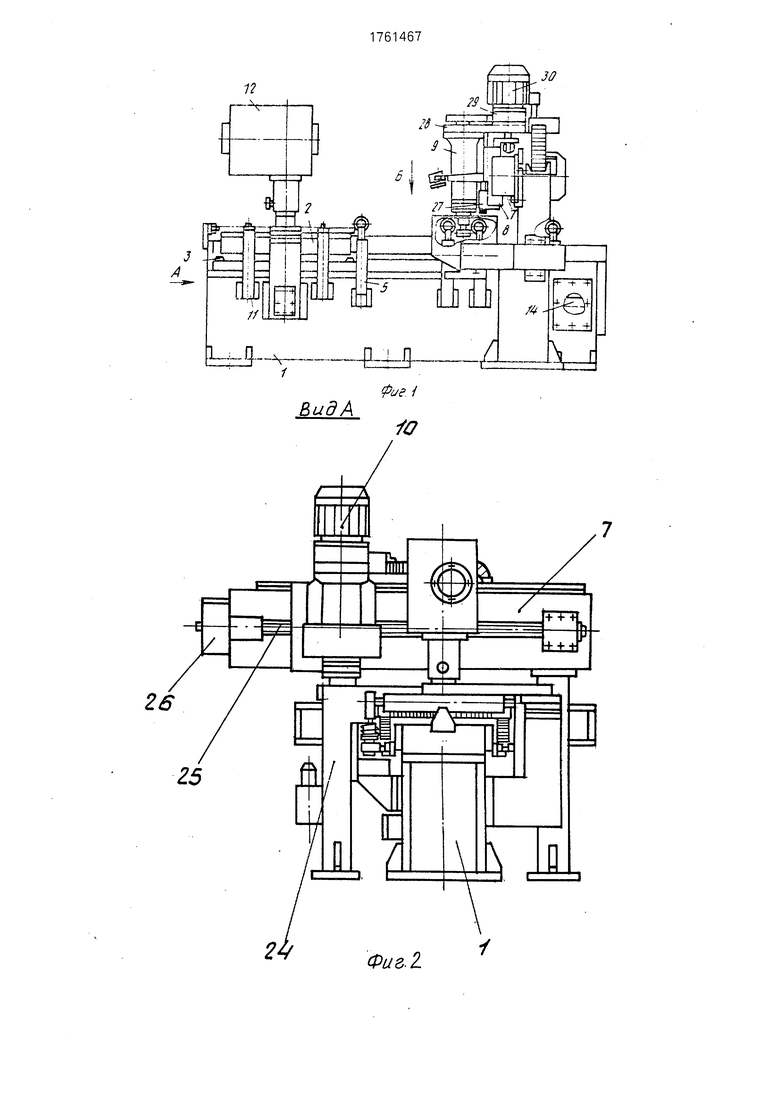
На фиг.1 изображен общий вид станка; на фиг.2-вид по стрелке А на фиг.1; на фиг.3 - вид по стрелке Б на фиг.1; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - разрез Г-Г на фиг.З (до захода заготовки под валки); на фиг.6 - разрез Д-Д (во время захода заготовки в валки); на фиг.7 - разрез Е-Е на фиг.З (с прижатой валками заготовкой).
Станок содержит станину 1, стол 2 в виде каретки с копирами 3, перемещающийся по направляющим 4, механизм прижима
5 с управляющими роликами 6, порта 7, суппорт 8, фрезерную головку 9, привод 10, базирующие ролики 11 и систему управления 12. На станине в опорах установлен шариковый винт 13 перемещения стола, в нише станины расположен привод 14 шарикового винта. К нижней плоскости стола прикреплен кронштейн 15 с шариковой гайкой 16. На боковых плоскостях стола установлены четыре кронштейна 17 с копирами 3, а на верхней плоскости стола имеются иглы 18 для фиксации заготовки от сдвига Механизм прижима 5 выполнен в виде четырех подпружиненных валков 19, расположенных с обеих сторон от фрезерной головки 9 по ходу каретки и установленных на станине посредством кронштейнов 20 и стоек 21, на которых имеются пружины 22 обеспечивающие прижим валков к заготовке. Свободные концы стоек имеют серьги 23 с управляющими роликами 6 Портал 7 уста |
Ј
О vj
новлен на колоннах 24, смонтированных на отдельном фундаменте, на портале 7 в опорах закреплен шариковый винт 25 с приводом перемещения суппортов 26. На суппорте 8 в направляющих типа ласточ- кин хвост смонтирована фрезерная головка 9 и ходовой винт 27, на верхней плоскости фрезерной головки установлена плита 28 с салазками 29. На салазках закреплен электродвигатель 30 привода вра- щения шпинделя, передача крутящего момента от электродвигателя к шпинделю осуществляется посредством зубчатой ременной передачи.
Фрезерный станок работает следую- щим образом.
Заготовка устанавливается на стол 2 станка и досылается до базирующих роликов 11. Производится пуск станка. По управляющей программе, заложенной в систему управления 12, включается привод 14 перемещения стола и шариковый винт 13 приводится во вращение. Стол 2 посредством шариковой гайки 16 начинает движение. Валки 19 механизма прижима 5 находятся при этом под воздействием пружин 22 в крайнем нижнем положении (см. фиг.5). Перемещаясь в продольном направлении, стол 2 копирами 3 взаимодействует с управляющими роликами 6, сжимает пружин 22 и поднимает валок 19 в верхнее положение посредством стоек 21 (см.фиг.6). Тем самым освобождается проход заготовки под валок 19. При дальнейшем движении стола происходит скатывание управляющих роликов 6 с копиров 3 и опускание валка 19. За счет усилия пружин валок прижимает заготовку к плоскости стола 2, при этом иглы 18 впиваются в поверхность заготовки (см.фиг.7).
Аналогичным образом происходит при- жим заготовки следующим валком. По ко- ма.нде от устройства ЧПУ движение стола прекращается. Включается привод 10 вращения шпинделя и фрезерной головки 9 и включается электродвигатель привода 26 поперечного перемещения суппорта 8. Шариковый винт 25 приводится во вращение и фрезерная головка 9 приходит в движение. Производится обработка контура заготовки в поперечном направлении.
При подходе фрезы к углу заготовки включается привод 14 перемещения стола 2, и одновременной согласованной работой двух подач перемещений осуществляется обработка радиусной поверхности угла за- готовки. Привод 26 перемещения суппорта отключается, а движение стола продолжается. Копиры 3 стола воздействуют на управляющие ролики 6 следующего третьего
валка 19, поднимая его. Одновременно продолжается обработка боковой стороны заготовки. В процессе обработки боковой стороны заготовка прижимается к столу тремя валками.
После обработки боковой стороны по команде от устройства ЧПУ, вновь совместной работой двух подач осуществляется обработка радиуса, в это время в работе участвует и четвертый валок 19. Затем привод 14 перемещения стола 3 выключается, и движется только суппорт 8 с фрезерной головкой 9 в обратном направлении. Производится обработка третьей поперечной стороны контура заготовки. В этом положении заготовка прижата к столу третьим и четвертым валками. Совместной работой двух подач производится обработка радиуса, и привод 26 поперечного перемещения суппорта 8 отключается. Дальнейшая обработка заготовки ведется только с использованием движения стола 2 в противоположном направлении в сторону позиции загрузки. При этом копирами 3, расположенными на другом торце стола осуществляется подъем и опускание валков механизма прижима.
После окончания обработки стол 2 станка выходит из-под валков 19 механизма прижима и возвращается в исходное положение. Привод 10 фрезерной головки 9 отключается. Цикл обработки заканчивается. Оператор снимает обработанную деталь, устанавливает на стол очередную заготовку и производит пуск станка. Цикл повторяется.
Использование станка позволяет по сравнению с существующим станком обеспечить надежный прижим обрабатываемой по контуру плоской заготовки малой жесткости к плоскости стола.
Формула изобретения Фрезерный деревообрабатывающий станок, содержащий станину, направляющие, по которым перемещается каретка, механизм прижима, фрезерную головку, копиры и привод, отличающийся тем, что, с целью конструкции и обеспечения надежности прижима обрабатываемой по контуру плоской заготовки малой жесткости, механизм прижима выполнен в виде подпружиненных валков, которые смонтированы на станине посредством стоек и расположены с обеих сторон от фрезерной головки по ходу каретки, причем копиры установлены на каретке, а стойки имеют на своих свободных концах управляющие ролики для взаимодействия с копирами.
Г
tO
rг- со т
со г SI «о
V V V
Г-Г
Z iS
Фиг. 5
Фс/г.7
Редактор Н.Семенова
Составитель А.Балин Техред М.Моргентал
л-л
19 Л
Е-Е
Фиг. 5
Корректор С.Пекарь
| Устройство для закрепления заготовок на фрезерно-копировальном станке | 1986 |
|
SU1380945A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ПО ДЕРЕВУ | 0 |
|
SU346108A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
