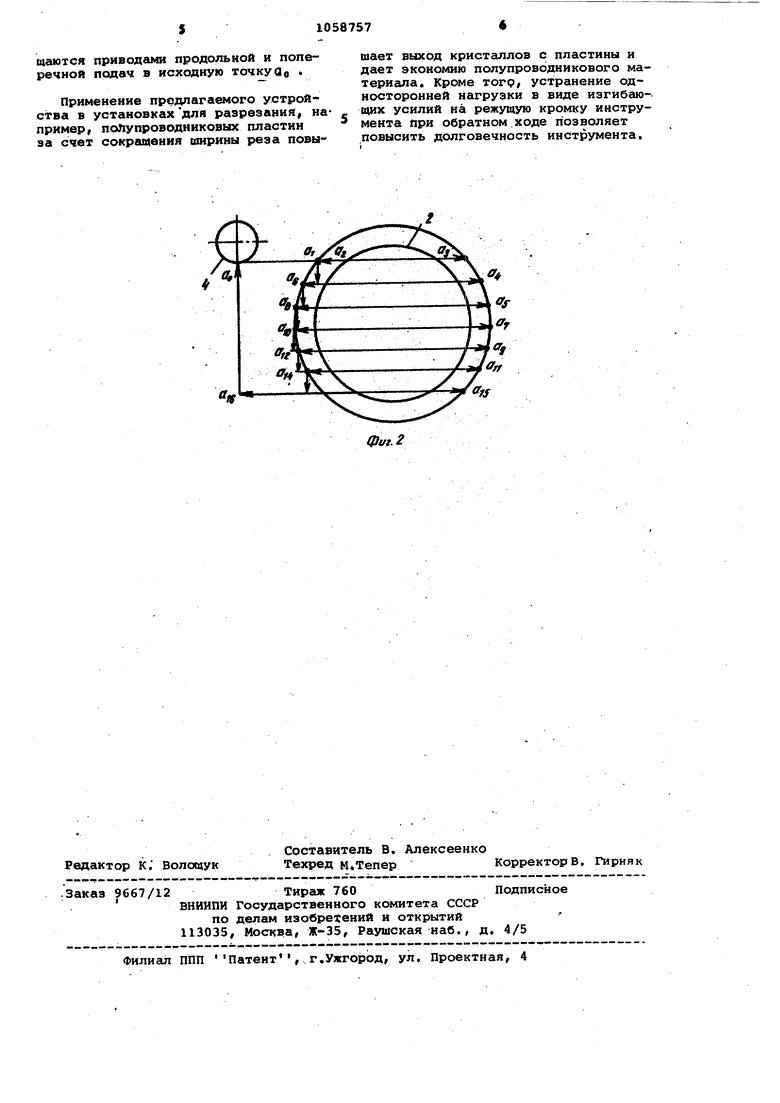
Изобретение относится к станкостроению, в частности к устройствам автоматического управления подачей шлифовальных станков для обработки неметаллических материалов, и может быть использовано в установках для резки пластин полупроводниковых материалов.Известно устройство для управления длиной продольного хода станков, содержащее датчики положения, связанные с подвижным узлом станка 1 . . . Недостатком Такого устройства является то, что при обработке в автоматическом режиме деталей произ вольной конфигурещии, например, име ющих форму круглой пластины, часть времени инструмент работает вхолостую, не соприкасаясь с деталью. . . Известно также устройство для управления длиной.продольного хода стола шлифовального станка, которое содержит переключатель в виде триггера (триггерный переключатель), счетный вход которого подключен к выходу датчика окончания контакта инструмента и детали, а на раздельные входы подключены датчики половкения, связанные с подвижными органами станка причем выход триггера связан с управляющим элементом силового привода продольной подачи, к выходам переключателя, подключены спусковые устройства, например, в виде ждущего мультивибратора, выходы которых связаны с силовым приводом подачи на врезание 2 . Недостаток известного устройства для управления длиной продольного хода стола шлифовального станка.заключается в том, ЧТ.О применение его в установках резки пластин, техноло гический процесс в которых сходен с врезным шлифованием, дает увеличение ширины прорези, так как для надежной работы датчика контакта инст румента и детали, исключения шлифования воздуха необходимо искусственно делать съем материала при обратном ходе. Одним из направлений совершенствования техпроцесса разделения является уменьшение ширины прорези и зоны нарушенных слоев. Увеличение ширины прорези снижает использование поверхности пластины за счет увеличения припусков на рез ку, уменьшает количество элементов с полупроводниковой структурой на пластине и приводит в итоге к увели чению расхода полупроводниковых материалов. Кроме токо, при минимальных (менее толщины инструмента) съемах npii возврате для выполнения требований минимальн9й ширины реза, тонйий (25-60 мкм) инструмент испытывает одностороннюю нагрузку, вызывающую изгиб режущей Кромки и вследствие усталостных явлений в материале ее разр1Т11ение. Для надежной работы датчика.контакта при возврате требуется его частая поднастройка В зависимотсй от износа круга. Управление длиной хода по датчику контакта не позволяет получить информацию о приближении инструмента к пластине с целью пр варительного снижения скорости подачи при вреза-чнии для ограничения динамических разрушающих нагрузок на инструмент. Цель изобретения - повышение качества обработки и долговечности инструмента. Поставленная цель достигается тем, что в устройстве для управления длиной продольного хода стола шлифовсшьного , содержащем привод круга с подвижным узлом, триггерный переключатель, связанный выходом с управляющим элементом привода продольной подачи стола, а входом с датчиком, датчик выполнен в виде плоской катушки, электрически соединенной с генератором, закреп- . ленной на подвижном узле привода круга и, взаимодействующей с катушкой-зондом, скрепленной со столом, причем катушка-зонд через последовательно расположенные выпрямитель, фильтр, блок сравнения, одновибратор, триггер запуска соединена с входом триггерного переключателя, а дополнительный вход блока сравнения соединен с потенциометром. На фид. 1 приведена блок-схема устройства для управления длиной продольного хода стола шлифовального станкс ; на фиг. 2 - схема траектории движения режущей кромки круга от.носительно разрезаемой пластины. На станине (не показана) с возможностью возвратно-поступательного перемещения по взаимно перпендикулярным осям установлены стол 1 с закрепленньм на нем разрезаемым изделием 2 (например, полупроводниковой пластиной) и подвижный узел 3 поперечной подачи с электродвигателем (не пока-. зан) вращения круга 4 (дискового инструмента). Приводы подач инструмента и стола выполнены соответственно в виде электроцв1гателей 5 и б с винтовыми парами 7 и 8 с блоками управления 9 и 10. На подвижном узле 3 поперечной подачи закреплен датчик, выполненный в виде плоской катушки 11, например, спиральной обмотки, изготовленной на фольгированном диэлектрике гальваническим путем, и связанного с ней генератора 12. Диаметр спиральной катушки соответствует максимально возможному диаметру пластин, разрезаемых на установке. К столу 1 прикреплена катушка-зонд 13, связанная через выпрямитель 14 и фидьтр 15 с одним
из входов узла сравнения 16, к дру гому входу которого подключен потенциометр 17 задания диаметра разрезаемой пластины. К выходу узла, сравнения 16 через одновибратор 18 подключей одним из раздельных входов триггер 19, выход которого связан со счетным входом триггерного переключателя 20. Выход триггера 19 подключен на вход запуска, а триггерный переключатель 20 - на вход реверса блока управления 10 приводом. Катушка 11 и катушка-зонд 13 установлены с возможностью взаимного относительного перемещения в параллельных плоскостях при подачах. Величина ЭДС на выходе катушки-зон-да 13 максимальна тогда, когда ее центр расположен на одной вертикали с центром катушки 11, при этом самая нижняя точка режущей кромки режущего инструмента 4 совпадает с центром разрезаемой пластины 2. Во всех остальных случаях ЭДС на выходе катушки-зонда 13 тем меньше, чем больше- расстояние между центрами последней и катушкой 11 и соответственно .между нижней точкой режущей кромки инструмента 4 и центром разрезаемой пластины 2 по горизонтали.
Перед началом работы устройство настраивают. Настройка заключается в установке переключателями на пульте управления скорости продольной подачи, величины поперечной подачи, потенциометром 17 диаметра разрезаемой пластины. Органами ручного управления с помощью приводов поперечной и продольной подач устанавливают режущий инструмент 4 относительно стола 1 с разрезаемой пластиной 2 в исходное положение QQ на линию первого реза {фиг. 2). Проверяют, чтобы по командам устройства управления установкой триггер 19 и триггерный переключатель 20 били установлены в состояние, соответствующее отключению привода продольной подачи стола 1 в направлении рабочего хода.
Устройство работает следующим образом.
По команде запуска А (фиг, 1) от устройства управления установкой триггер 19 устанавливается в положение, соответствующее включению привода продольной подачи. Сигналом с выхода триггера 19 через вход запуска блока управления включается привод продольной подачи, и стол 1 с пластиной 2 перемещается из исходного положения в направлении рабочего хода или в дальнейшем для удобства пояснения, инструмент 4 из точки ajj . движется к точке q . По мере перемещения стола 1 в направлении к инструменту 4 расстояние между центрами плоской катушки 11 и катушки-зонда 13 уменьшается, при этом на выходе последней возрастает сигнал в виде ЭДС, наводимой полем плоской, катушки 11 при питании ее импульсным током от генератора 12. в точке а , лежащей на границе зоны круга, определяемой напряжением от потенциометра 17 задания диаметра разрезаемой пластины, напряжение от катушки-зонда 13 на выходе фильтра 15
0 становится равным, а при дальнейшем движении большим напряжения задания от потенциометра 17, узел сравнения 16.срабатывает и на его выходе появляется сигнал. Передний фронт сигна5ла не является активным для одновибратора 18, поэтому импульс на его выходе в случае не формируется. При дальнейшем перемещении стола 1 инструмент 4 в точке d входит в контакт с пластиной 2 и прорезает
0 ее в процессе хода до точки Оз f причем ЭДС на выходе д атушки-зонда 13 достигает своего максимума :Для этого реза в центре хорды 0(209 , а затем постепенно уменьшается.
5 Останов и реверс привода продольной подачи для холостого возврата стойла 1 производится в точке 04 г Д срабатывает узел сравнения 16, сигнал на его выходе снимается и по
0 i
его заднему фронту одновибратором 18 формируется импульс, которым |Триггер 19 .устанавливается в положение, отключающее через блок управления 10 привод продольной подачи, од5новременно переключается триггерный переключатель 20, подготавливая привод продольной подачи через другой вход блока управления 10 для холостого возврата стола 1. с пласти0ной 2. По команде запуска А сигналом с выхода триггера 19 вновь запускается привод и перемещается стол 1 из точки а4 ДО точки ot , где срабатывает уз сравнения 16, и импульсом с выхода одновибратора 18 через
5 триггер 19 приводотключается, одновременно триггерным переключателем 20 подготавливается реверс для нового .реза. С отключением привода продольной подачи в точке 0 , по ко0манде запуска Б (фиг. 2) от устройства управления установкой через блок управления 9 включается привод поперечной подачи и производится перемещение подвижного узла 3 попереч-
5 ной подачи с режущим инструментом 4 на линию нового реза. Далее вновь следует запуск привода продольной подачи и цикл, состоящий из прямого хода с резанием, холостого возврата,
0 поперечной подачи на новый рез, повторяется до окончания разделения пластины (точкиа.. . ). После окончания обработкипо командам А. и Б стол 1 с пластиной 2 и подвиж- . ный узел 3 с инструментом 4 возвра5
шаются приводеши продольной и поперечной подач в исходную точку Qо
Применение предлагаемого устройства в установкахдля разрезания, например, полупроводниковых пластин за счет сокргицения ширины реза повышает выход кристаллов с пластины и дает экономию полупроводникового материала. Кроме тогр, устранение односторонней нагрузки в виде изгибающих усилий на режущую кромку инструмента при обратном.ходе позволяет повысить долговечность инструмента.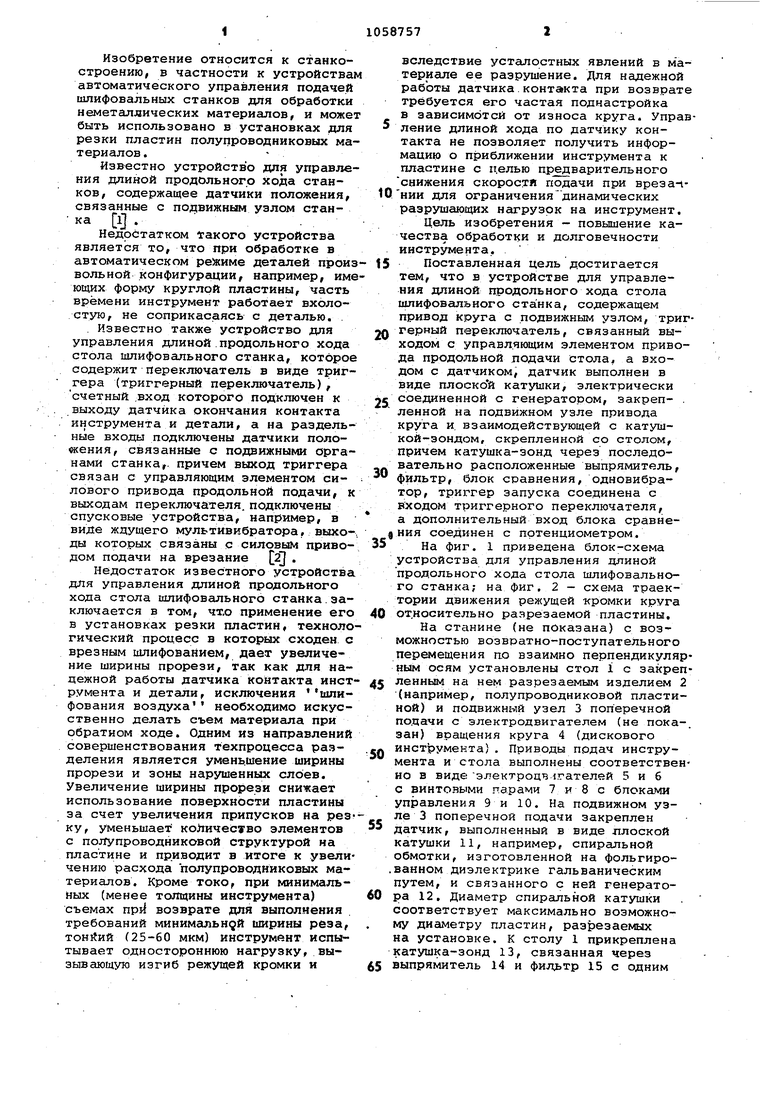

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления длиной продольного хода стола шлифовального станка | 1975 |
|
SU753602A1 |
| Устройство для управления длиной хода рабочих органов шлифовального станка | 1975 |
|
SU947829A1 |
| Устройство для управления перемещением стола плоскошлифовального станка | 1985 |
|
SU1278809A1 |
| Способ определения износостойкости режущих пластин | 1989 |
|
SU1711034A1 |
| Электромагнитный привод ударного действия | 1990 |
|
SU1745920A1 |
| Устройство для испытания шлифовальных кругов | 1983 |
|
SU1102665A1 |
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| Устройство для дистанционного задания величины хода узлов станка | 1984 |
|
SU1228078A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Бесконтактный измерительный прибор | 1985 |
|
SU1268374A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДЛИНОЙ ПРОДОЛЬНОГО ХОДА СТОЛА ШЛИФОВАЛЬНОГО СТАНКА, содержащее привод круга с подвижным узлом, триггерный переключатель, выход которого связан с управлякяцим элементом привода продольной подачи стола, а вход - с датчиком, о тли ч аю щ е е с я тем, что, с целью повышения качества обработки и долговечности инструмента, датчик выполнен в виде плоской катушки, электрически соединенной с генератором, закрепленной на подвижном узле привода круга и взаимодействукицей с катушкой-зондом, установленной на столе, причем к катушке-зонду подключены введенные в устройство последовательно соединенные выпрямитель, фильтр, блок сравнения, одновибратор и триггер запуска, подключенный к входу триггерного переключателя, а второй вход . блока сравнения соединен с потенцио- s метром. (Л ел эо ел |
| J | |||
| 0 |
|
SU319383A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для управления длиной продольного хода стола шлифовального станка | 1975 |
|
SU753602A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
