Изобретение относится к области электрохимического прошивания отверстий и может быть использовано в различных областях техники,
Цель изобретения - повышение точности процесса при изготовлении тонких сетчатых металлических трафаретов.
Способ осуществляется следующим образом. В электрохимическую ячейку с электролитом, содержащим анионы различных кислот с концентрацией 2-8 г/л, определенный вид которых включается в состав электролита в зависимости от физико-химических свойств обрабатываемого металла, помещают металлическую пластину - заготовку и электрод - инструмент с расположением штырей по заданному рисунку, штыри которого представляют собой набор игл. Предварительно диаметры игл, с целью получения более качественных рисунков, доводят до 50-100 мкм методом электрохимической полировки. Обрабатываемую пластину подключают к положительному, а электрод-инструмент к отрицательному полюсам источника питания постоянного тока. Процесс ведут в пределах плотностей тока
100-200 мА/см , где определенная величина плотности тока применяется в зависимости от физико-химических свойств системы металл-среда.
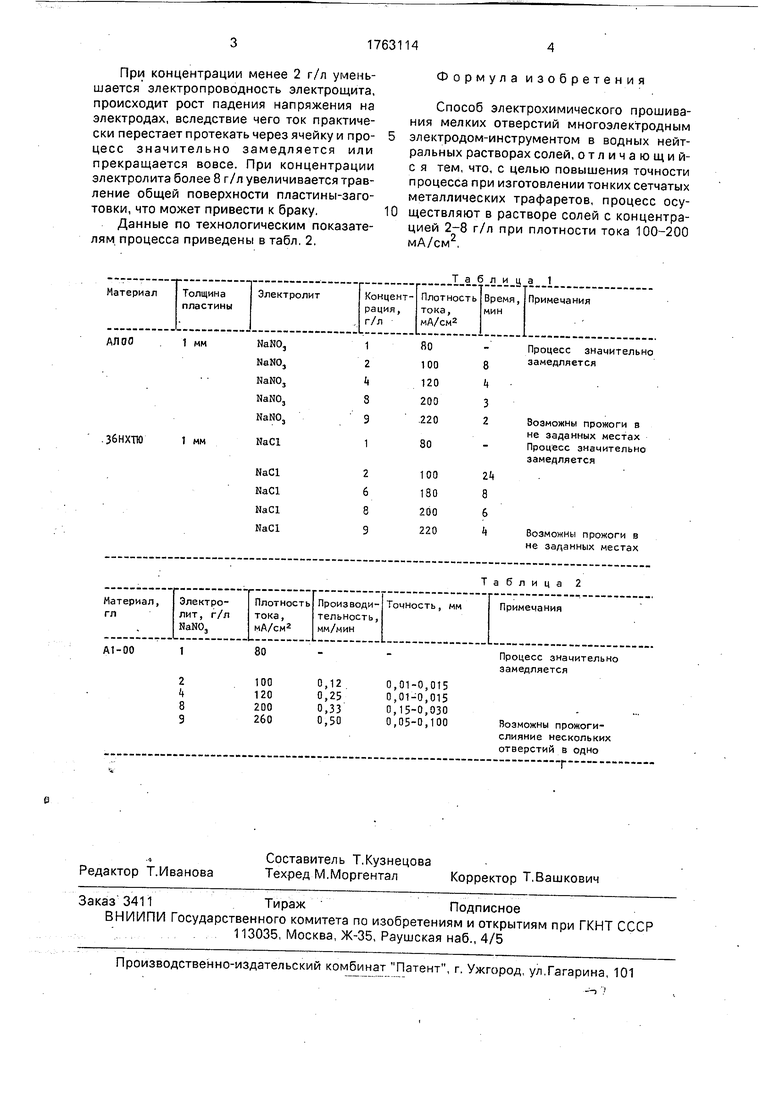
Данные по используемым концентрациям и режиму обработки приведены в табл. 1.
При плотностях тока менее 100 мА/см2 значительно замедляется скорость процесса, а при определенном минимуме и вовсе прекращается. При плотностях тока более 200 мА/см увеличивается скорость процесса, но происходит сильный разогрев электродов джоулевым теплом, вскиН-ает электролит в межэлектродном пространстве, сильно зашлакировывается продуктами электролиза межэлектродный зазор. Все это приводит к возникновению побочных процессов, что делает процесс электролиза неуправляемым, происходит рост падения напряжения на электродах, начинается общее травление поверхности пластин, чтс может привести к ее протравливанию в не заданных электродом-инструментом местах, а значит к ухудшению качества рисунка или получению брака.
СО
С
iV| ION
CJ
:4
При концентрации менее 2 г/л уменьшается электропроводность электрощита, происходит рост падения напряжения на электродах, вследствие чего ток практически перестает протекать через ячейку и процесс значительно замедляется или прекращается вовсе. При концентрации электролита более 8 г/л увеличивается травление общей поверхности пластины-заготовки, что может привести к браку.
Данные по технологическим показателям, процесса приведены в табл. 2.
0
Формула изобретения
Способ электрохимического прошивания мелких отверстий многоэлектродным электродом-инструментом в водных нейтральных растворах солей, отличающий- с я тем, что, с целью повышения точности процесса при изготовлении тонких сетчатых металлических трафаретов, процесс осуществляют в растворе солей с концентрацией 2-8 г/л при плотности тока 100-200 мА/см ,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2007 |
|
RU2326514C1 |
| ЭЛЕКТРОЛИТИЧЕСКАЯ ЯЧЕЙКА, ОБОРУДОВАННАЯ МИКРОЭЛЕКТРОДАМИ | 2013 |
|
RU2632901C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Способ электрохимической размерной обработки | 1981 |
|
SU1007887A1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| Электрод-инструмент для электрохимического маркирования | 1990 |
|
SU1815044A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ | 1994 |
|
RU2069239C1 |
| ЭЛЕКТРОФОРЕТИЧЕСКИЙ СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЙ | 2004 |
|
RU2283902C2 |
Использование: изготовление тонких сетчатых металлических трафаретов. Сущность изобретения: процесс проводят в водном нейтральном растворе солей с концентрацией 2-8 г/л при плотности тока 100-200 мА/см2. 2 табл.
. а1
| Электрохимическая обработка в производстве деталей двигателей, Куйбышев: Куйбышевский авиационный институт, 1981 | |||
| с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
