Известен способ одновременной по- дзчи в зону сварки двух сварочных про волок при дуговой сварке, при котором двумя подающими механизмами, работающими от одного электропривода, проволоки подают в одну горелку (патент США № , клс 219-130)
Этот способ не предусматривает обеспечение высокой степени синхронизации линейных скоростей подачи двух проволок, что зависит от точности из готовления деталей механизмов подачи, Способ применим только при малых скоростях подачи проволок и не может быть использован при высокоскоростной сварке, где требуется наряду с высокими скоростями подачи проволок высокая степень их синхронизации.
Известен также способ одновременной подачи в зону сварки Двух и более проволок взаимно подпружиненными ведущим и прижимным подающими роликами (патент Франции К 216481, кл„В 23 К 37/00)о При этом способе все проволоки располагают йа одном ведущем ролике в одной плоскости и каждую проволоку поджимают своим прижимным роликом, причем проволоки и ролики расположены во взаимно перпендикулярных плоскостяхо
Этот способ также не позволяет обеспечить синхронизацию скоростей подачи проволок из-за раздельного расположения проволок и возможного проскальзывания отдельных прижимных роликов, что отрицательно отражает СЬ СО
КЭ |Ь
ся на качестве сварки и не позволяет применять его при сварке с высокими скоростями подачи проволок
Кроме того, за счет количества прижимных роликов, равного числу подаваемых проволок, оборудование обладает большой материалоемкостью.
Наиболее близким техническим решением, выбранным в качестве прото- JQ типа, является способ одновременной подачи в зону сварки двух сварочных проволок, при котором проволоки со- поягают друг с другом и подают в |зону сварки посредством двух подаю- щих подпружиненных роликов, размещая обе проволоки в канавке, выполненной на рабочем торце одного из роликов (патент ГДР,№ 129180, клс В 23 К 9/12, 197). 20
Недостатком прототипа является невозможность обеспечения высокой 1. степени синхронизации скоростей подачи обеих проволок в случаях, когда проволоки имеют разные диаметры 25 или заметно отличаются по твердости,, При этом резко отличаются коэффициенты сцепления каждой проволоки с рабочей поверхностью ролика и в процессе подачи возникают проскальзы- 30 вамий проволок друг относительно друга и одной из проволок (меньшего диаметра или с меньшей твердостью) относительно подающих роликов при любой скорости подачи о
В результате данный способ не может гарантировать высокого качества сваркио
Целью изобретения является повышение качества сварки путем обеспе- . чения высокой степени синхронизации скоростей подали Проволок„
Поставленная цель достигается тем, что в известном способе одновремен- ной подачи в зону сварки двух сва-
рочных проволок, при котором проволо- ки сопрягают друг с другом и подают в зону сварки посредством двух подающих подпружиненных роликов, размещая каждук} проволоку в канавке, вы- -- полненной на рабочем торце по мень- . шей мере одного из подающих роликов канавки выполняют со скосом кромок под углом , их оси симметрии располагают в одной плоскости и про- « волоки размещают в канавках с загуб- лением 0,5-0,7 своего диаметра
Для такого взаимного расположения двух одновременно подаваемых прово35
Q 0
5 0
-
5
лок конусные канавки выполняют на рабочих торцах обоих подающих роликов, а оси симметрии канавок располагают в одной плоскости.
При этом обеспечивается непосредственное сопряжение каждого ролика со своей проволокой, осуществляемое через канавки, боковые стенки которой имеют угол раскрытия сЈ - , а проволока заглублена в канавке на глубину Ь 0,5-0,7 своего диаметра Прижим проволоки к ролику осуществляется другим роликом через вторую проволоку. Оба подающих ролика являются ведущимио
Такое сочетание в определенных пределах углов скосов кромок канавок в роликах и загубления проволок В канавках позволяет одновременно подавать в зону сварки две сварочные проволоки с высокой степенью синхронности их скоростей подачи даже в случаях, когда проволоки значительно отличаются по диаметру и твердости (по составу),, В этих условиях наблюдается высокая степень сцепления каждой проволоки с канавкой своего ролика без проскальзывания, а наличие линейного взаимного сопряжения самих проволок на значительном участке также способствует повышению коэффициента сцепления менаду проволоками и, соответственно, повышению надежности и синхронности скоростей их подачи, что в свою очередь повышает качество сваркив
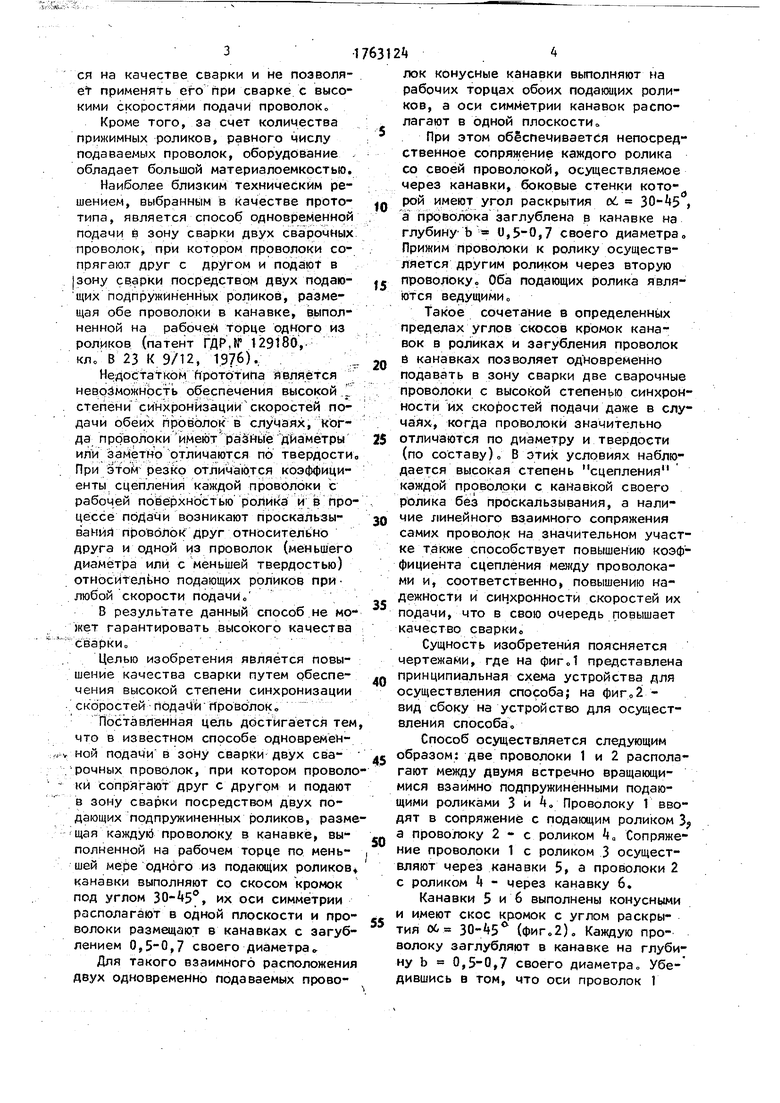
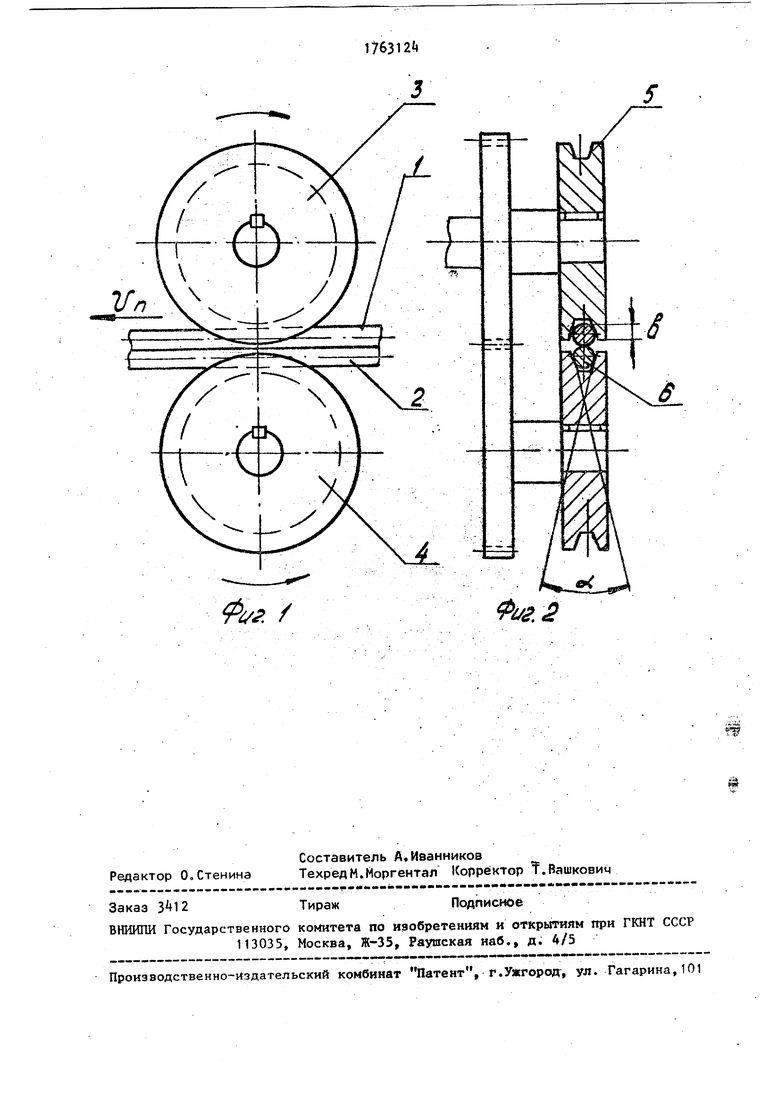
Сущность изобретения поясняется чертежами, где на фиг«1 представлена принципиальная схема устройства для осуществления способа; на фиг„2 - вид сбоку на устройство для осуществления способа.
Способ осуществляется следующим образом: две проволоки 1 и 2 располагают между двумя встречно вращающимися взаимно подпружиненными подающими роликами 3 и А, Проволоку 1 вводят в сопряжение с подающим роликом 3 а проволоку 2-е роликом ka Сопряжение проволоки 1 с роликом 3 осуществляют через канавки 5, а проволоки 2 с роликом - через канавку 6.
Канавки 5 и 6 выполнены конусными и имеют скос кромок с углом раскрытия 06 30-45° (фиг„2)„ Каждую проволоку заглубляют в канавке на глубину b 0,5-0,7 своего диаметра„ Убедившись в том, что оси проволок 1
и 2 расположены в одной плоскости, являющейся одновременно и плоскостью симметрии конусных канавок 5 и 6, подают рабочее прижимное давление на ролики 3 и 4. При этом каждая проволока в канавке своего ролика поджимается другим роликом через вторую проволоку, размещенную точно так же s канавке своего ролика о Оба кинематически связанные между собой ролика являются ведущими и подключены к одному приводу (на чертеже не показан).
Далее включают привод подачи ролики 3 и 4 начинают встречное вращение и одновременную подачу в зону сварки (не показана) проволок t и 2
При угла скоса кромок канавок 45°(46-90) подаваемые проволоки начинают проскальзывать, что заметно увеличивается с увеличением угла скс- са кромок канавок.
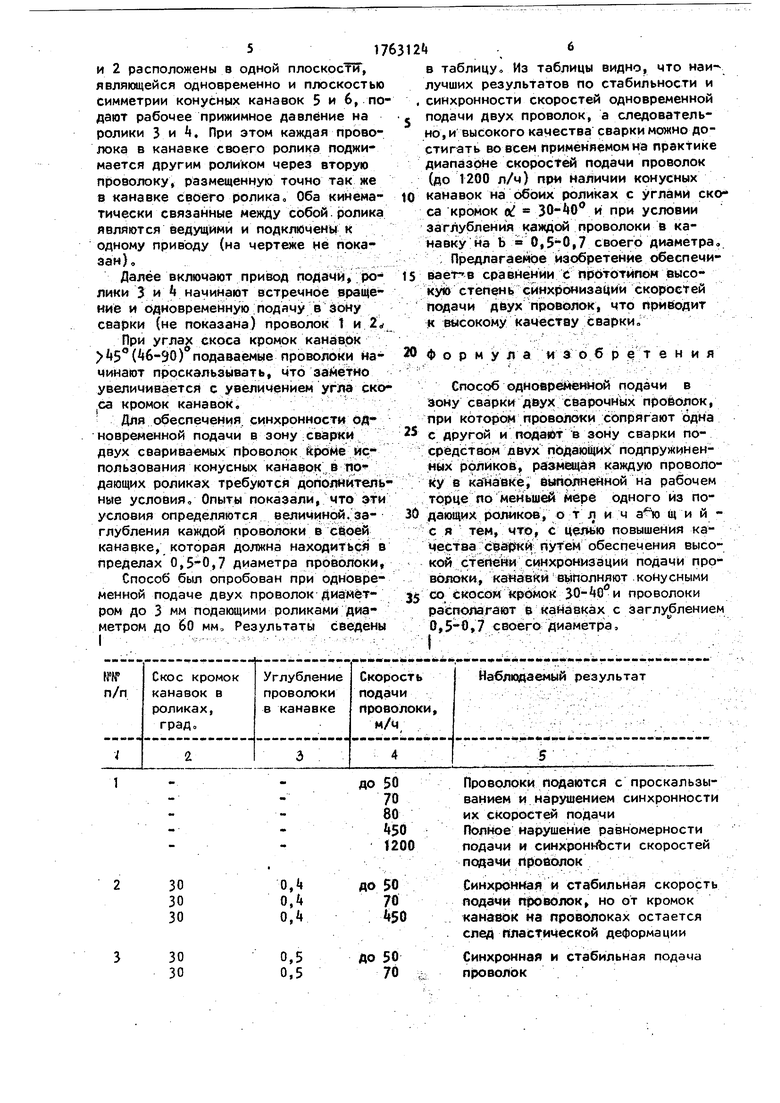
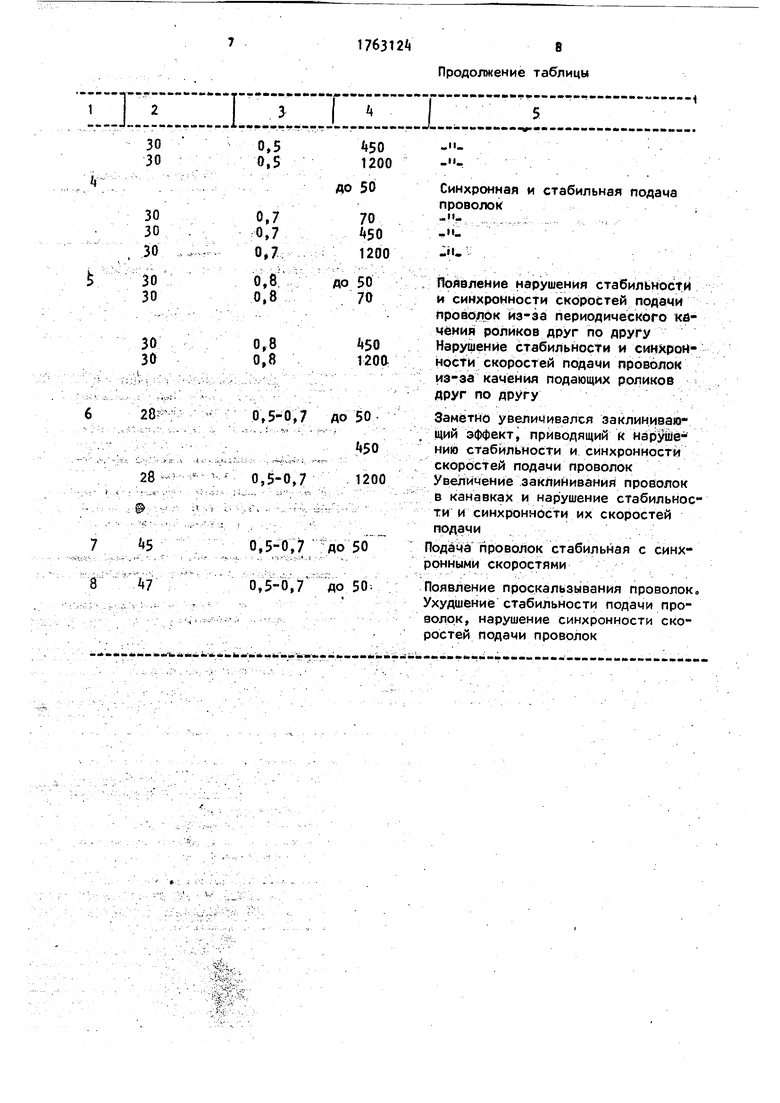
Для обеспечения синхронности одновременной подачи в зону сварки двух свариваемых проволок кроме использования конусных канавок в подающих роликах требуются дополнительные условия. Опыты показали, что эти условия определяются величиной,заглубления каждой проволоки в своей канавке, которая должна находиться в пределах 0,5-0,7 диаметра проволоки,
Способ был опробован при одновременной подаче двух проволок диаметром до 3 мм подающими роликами диаметром до 60 мм, Результаты сведены I
в таблицу. Из таблицы видно, что наи- лучших результатов по стабильности и синхронности скоростей одновременной
подачи двух проволок, а следовательно, и высокого качества сварки можно достигать во всем применяемом на практике диапазоне скоростей подачи проволок (до 1200 л/ч) при наличии конусных
канавок на обоих роликах с углами скоса кромок х 30-40° и при условии заглубления каждой проволоки в канавку на Ь 0,5-0,7 своего диаметра. Предлагаемое изобретение обеспечивает- в сравнении с прототипом высокую степень синхронизации скоростей подачи двух проволок, что приводит к высокому качеству сварки,
формула изобретения
Способ одновременной подачи в зону сварки двух сварочных проволок, при котором проволоки сопрягают одна с другой и подают в зону сварки посредством двух подающих подпружиненных роликов, размещай каждую проволоку в канавке, выполненной на рабочем торце по меньшей мере одного из подающих роликов, о т л и ч щ и и - с я тем, что, с целью повышения качества свархи путем обеспечения высокой степени синхронизации подачи проволоки, канавки выполняют конусными
со. скосом кромок 30-40°и проволоки располагают в канавках с заглублением О,,7 своего диаметра, I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с колебаниями электрода | 1981 |
|
SU1013166A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2325977C2 |
| Устройство для сварки | 1983 |
|
SU1199520A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Механизм подачи электродов | 1961 |
|
SU143946A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Устройство для подачи сварочнойпРОВОлОКи | 1979 |
|
SU823028A1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1986 |
|
RU2012460C1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
Изобретение относится к приборостроению, преимущественно электробритвах и других приборах с качатель- ным или возвратно-поступательным Движением ведомого звена. Целью изобретения является упрощение конструкции механизма качательного движения (МКД),, НКД содержит размещенный в общем корпусе ведомый элемент, шарнир- но связанный с пластинчатой пружиной, и приводной элемент.Над одним из торцов подпружиненного опорного элемента установлена пластинчатая пружина.Приводной элемент выполнен в виде цилиндрического стержня из пьезоэлектрического (магнитострикционного) материала и установлен перпендикулярно пластинчатой пруж ине. 2 ил.
30 30 30
30
зо
до 50 Проволоки подаются с проскальзы- 70 ванием и нарушением синхронности 80 их скоростей подачи 450 Полное нарушение равномерности 1200 подачи и синхронности скоростей подачи проволок
0,1} до 50 Синхронная и стабильная скорость 0,4 70 подачи проволок, но от кромок 0,4 450 канавок на проволоках остается
след пластической деформации
0,5 АО 50 Синхронная и стабильная подача 0,5 70 проволок
17631248
Продолжение таблицы
4b f
Редактор 0 Стенина
Составитель А.Иванников
ТехредМ.Моргентал Корректор Т.Вашкович
Заказ
Тираж
ВНШШИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
Ф&.2
Подписное
| Патент США № 3694620, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ( СПОСОБ ОДНОВРЕМЕННОЙ ПОДАЧИ В ЗОНУ СВАРКИ ДВУХ СВАРОЧНЫХ ПРОВОЛОК | |||
