«
Изобретение относится к области сварки и может применяться для автоматической саарки металлоконструкций в энергомашиностроении, тяжелом, транспортном и химическом машиностроении, а также в других отраслях промьшшенности.
Цель изобретения - расширение технологических возможностей устройства путем снятия ограничений по длине свариваемьпс швов, а также обеспечением возможности сварки одновременно несколькими тележками нескольких шов, причем с равной или различной скоростью каждого из них в отдельности.
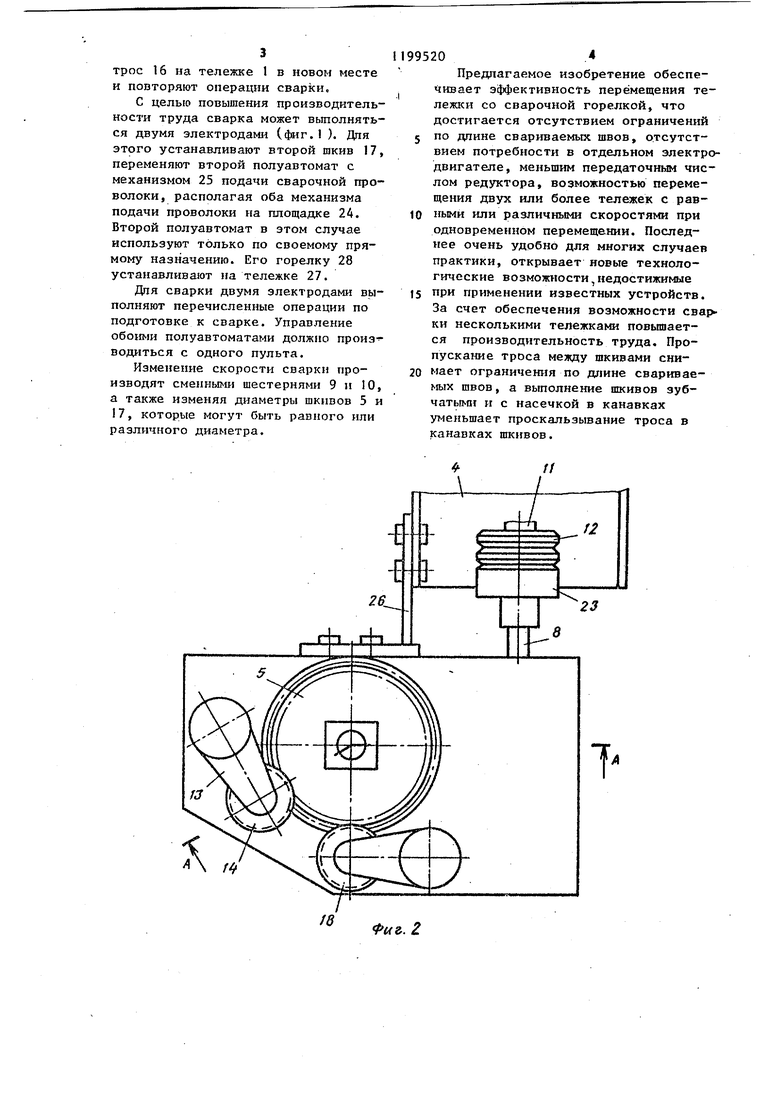
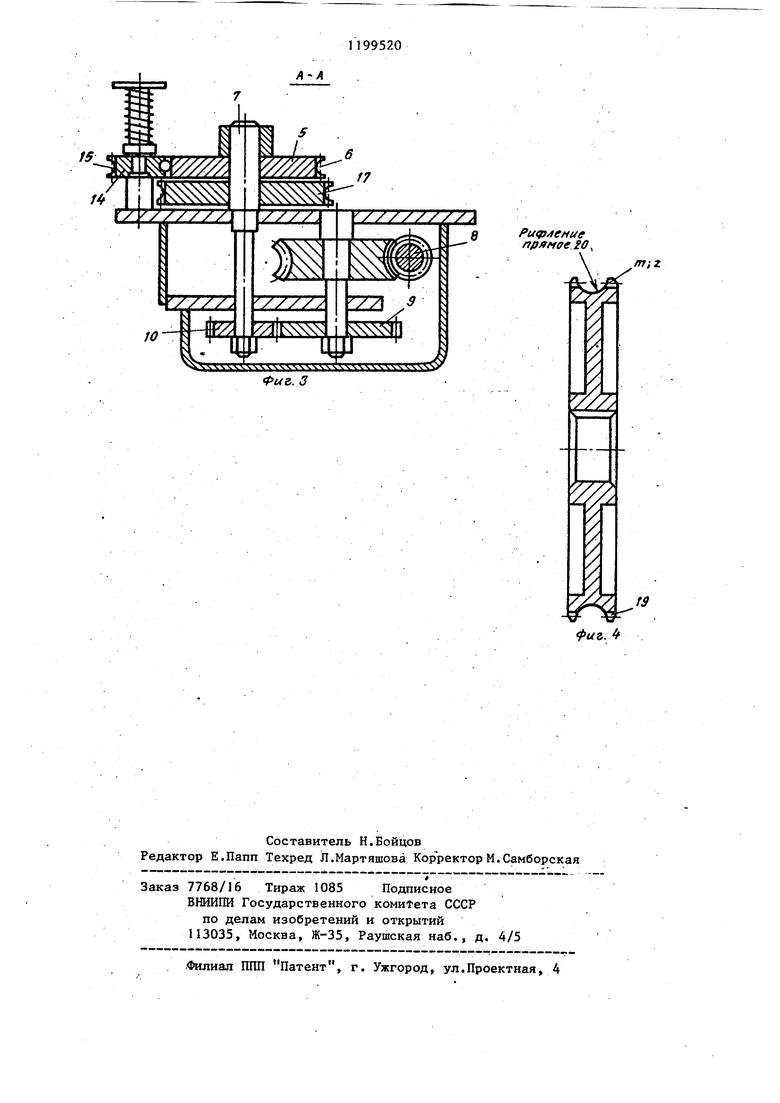
На фиг. 1 изображено устройство, общий вид; на фиг.2 - механизм перемещения, вид сверху; на фиг.З сечение А-А на фиг.2; на фиг.4 шкив механизма перемещения.
Устройство для сварки содержит тележку 1, механизм 2 перемещения телешси 1, сварочную горелку 3, механизм А подачи сварочной проволоки.
Механизм 2 перемещения тележки 1 выполнен Б виде шкива 5 с канавкой 6, установленного на выходном валу 7 редуктора, включающего червячную передачу 8 н смежные шестерни 9 и 0.
Отбор мощности редуктором механизма перемещения производится от механизма t подачи сварочной проволоки посредством оси 11 приводного ролика 12 механизма t подачи сварочной проволоки. К сменному шкиву 5 посредством рычага 13 прижат подпружиненный шкив 14 с канавкой 15, имеющий возможность фиксирования в отжатом от шкива 5 состоянии, например посредством штифта.
Меж,цу шкивами 5 и 14 проходит трос 16, выполненньй замкнутым. Механизм 2 перемещения для осуществления возможности перемещения нескольких тележек одновременно можно иметь два и более сменных шкива 5 и 17, установленных на валу 7, которые могут быть выполнены разных диаметров и, соответственно, два или более прижимных шкива 14 и 18. Сменные шкивы 5 и 17 и прижимные шкивы 14 и 18 могут быть вьтолнены зубчатыми. Благодаря зубьям 19 смежные шкивы 5 и 17 образуют зубчатое соединение с прижимными шкивами 14 и 18
99520
На поверхности канавок шкивов 5 и 17, 14 и 18 могут быть выполне,ны насечки 20. Трос 16 дпя перемещения тележки содержит ветви ведутдую
5 16 и ведомую 2 и вьтолнен замкнутым, причем длина ведомой ветви 21 больше длины ведущей ветви 16. Соединение тележки I с ведущей ветвью 16 производится посредством быстроtO действующего зажима 22.
В случае сварки двумя горелками устройство содержит также муфту 23, установленную на червяке червячной передачи 8, плоо;адку 24, на которой располагаются механизмы 4 и 25 подачи сварочной проволоки, кронштейн 26 посредством которого 1-1еханизм 2 перемещения крепится к корпусу механизма 4 подачи сварочной проволоки,
20 а также телелску 27 с установленной . на ней горелкой 28 от механизма 25 подачи сварочной проволоки. Стандартный механизм 4 подачи проволоки полуавтомата дпя сварки выполняет
25 в устройстве две функции; подает сварочную проволоку D зону сиарки, что является назначением механизмов подачи во всех полуавтоматах дпя сварки, и перемещает посредством троса
30 с помощью дополнительного редуктора несамоходную тележку, на которой устанавливается стандартная горелка для дуговой сварки от полуавтомата.
Устройство работает следующим образом.
Для выполнения сварки тележку 1 ставят в начало шва, на нее устанавливают горелку 3 от механизма 4 подачи проволоки, трос 16 пропускают
Q между шкивами 5 и 14 и фиксируют в зажиме 22 на тележке 1, после чего ориентируют положение конца электрода.
При включении подачи проволоки и зажигании дуги вращение ролика 12 механизма 4 подачи проволоки передается посредством муфты23,. червячной передачи 8, сменных шестерен 9 и 10 выходному валу 7 и установленному на нем шкиву 5. Трос 16, прижимаемый шкивом 14, протягивается между шкивами 5 и 14, перемещая тележку 1.
После окончания сварки первого
прохода трос 16 освобождают из зажпма 22 тележки I, последнюю ставят вновь в начало шва, выбирая ведомую 21 ветпь троса 16, закрепляют
трос 16 на тележке 1 в новом месте и повторяют операции сварки.
С целью повышения производительности труда сварка может вьтолняться двумя электродами (фиг.1 ). Для этого устанавливают второй шкив 17, переменяют второй полуавтомат с механизмом 25 подачи сварочной проволоки, располагая оба механизма подачи проволоки на площадке 24. Второй полуавтомат в этом случае используют только по своемому прямому назначению. Его горелку 28 устанавливают на тележке 27.
Для сварки двумя электродами выполняют перечисленные операции по подготовке к сварке. Управление обоими полуавтоматами должно произ- водиться с одного пульта.
Изменение скорости сварки производят сменными шестернями 9 и 10, а также изменяя диаметры шкивов 5 и 17, которые могут быть равного или различного диаметра.
995204
Предлагаемое изобретение обеспечивает эффективность перемещения тележки со сварочной горелкой, что достигается отсутствием ограничений
5 ° длине свариваемых швов, отсутствием потребности в отдельном электродвигателе, меньшим передаточным числом редуктора, возможностью перемещения двух или более тележек с равными или различными скоростями при одновременном перемещении. Последнее очень удобно для многих случаев практики, открывает новые технологические возможности,недостижимые
J5 при применении известных устройств. За счет обеспечения возможности CBai ки несколькими тележками повьщ|ается производительность труда. Пропускание троса между шкивами снимает ограничения по длине свариваемых швов, а выполнение шкивов зубчатьм и с насечкой в канавках уменьшает проскальзывание троса в канавках шкивов.
МЯЛХЛЛХКЫЛЯЯЛЛЛЛЯЛЛЯЯ ЧЖЛХ.
Фиг. 3
Рифление npffMoeiO,
т; г
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Механизм для подачи сварочной проволоки | 1983 |
|
SU1118498A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
1, УСТРОЙСТВО ДЛЯ СВАРКИ, содержащее сварочную горелку, меха низм подачи сварочной проволоки с прижимным и приводным роликами и кинематически связанный с ним тросовый механизм.перемещения тележки с редуктором,отличающееся тем, что, с целью расширения технологических возможностей устройства, механизм перемещения тележки вьтолнен в виде по крайней мере одного прижимного шкива с канавкой под трос и приводного сменного шкива с канавкой под трос,установленного на выходном валу редуктора, ведущий вал которого жестко связан с осью приводного ролика. 2, Устройство по П.1, отличающееся тем, что, с целью увеличения тягового усилия,призод§ ной сменный и прижимной шкивы выполнены зубчатыми, а на поверхности (Л канавок выполнены насечки.
f9
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки | 1980 |
|
SU963772A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
