4841560/27
20.06.90
30.09.92. Бюл. №36
Центральное межотраслевое конструк- торско-технологическое бюро робототехники с опытным производством Института физики АН ЛатвССР
(72) Ю.Н.Елисеев, А.И.Гаврищук и А.К.Стре- лис
(56)Авторское свидетельство СССР № 1710169, кл. В 21 D 43/00,1990.
(54) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ФЕРРОМАГНИТНЫХ ПЛОСКИХ ДЕТАЛЕЙ
(57)Изобретение относится к автоматизации технологических процессов, связанных сосборкой, штамповкой, и может найти применение для поштучной выдачи деталей на операциях вторичной штамповки. Технической задачей, решаемой изобретением, является создание высокопроизводительного, надежного, с высокими функциональными возможностями устройства для поштучной выдачи ферромагнитных деталей. Устройство содержит основание 1, стол 2, разделитель деталей, состоящий из электромагнитов 4,5, захватный орган в виде электромагнитного кантователя 6, планку 7, ферромагнитные винты 8, винт 10 из немагнитного материала, индуктивные датчики, гравитационный лоток 13. Устройство позволяет извлекать из стопы один лист, переводить его в вертикальное положение и в этом положении перемещать в зону обработки. 2 з.п.ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поштучного отделения ферромагнитных листов от стопы и подачи их в зону обработки и устройство для его осуществления | 1990 |
|
SU1712044A1 |
| Устройство для отделения верхнего ферромагнитного листа от стопы | 1990 |
|
SU1710169A1 |
| Электромагнитный захват | 1982 |
|
SU1074800A1 |
| Устройство для транспортирования и накопления ферромагнитных деталей | 1986 |
|
SU1313630A1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1988 |
|
SU1666251A1 |
| Загрузочное устройство | 1986 |
|
SU1340973A1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1988 |
|
SU1588469A1 |
| Устройство для поштучной выдачи деталей | 1983 |
|
SU1143573A1 |
| Способ подачи листов из стопы магнитным схватом | 1985 |
|
SU1331774A1 |
| Устройство для стапелирования плоских деталей | 1986 |
|
SU1368082A1 |
Изобретение относится к автоматизации технологических процессов, связанных со сборкой, штамповкой, и может найти применение, в частности, для поштучной выдачи деталей на операциях вторичной штамповки,
Известен способ поштучного отделения ферромагнитных листов от стопы и устройство для его осуществления.
Устройство содержит стол для размещения стопы ферромагнитных листов, механизм отделения листа от стопы, имеющий привод и электромагниты, систему управления, связанную с блоком управления, систему автоматического контроля поштучного отдепепия листов, причем система автоматического контроля выполнена в виде весового датчика, связывающего электромагниты с приводом, датчиков наличия листа, установленных у электромагнитов, блока И, реверсивного
двоичного счетчика, таймера, регулятора напряжения, причем весовой датчик соединен с блоком управления и через реверсивный двоичный счетчик - с системой управления, электромагниты соединены регулятором напряжения с блоком управления реверсивным двоичным счетчиком и с таймером, датчики наличия листа соединены через блок И с таймером и блоком управления.
Недостатком этого устройства является низкая надежность, обусловленная сложностью системы управления и системы автоматического контроля поштучного отделения листов, а также необходимостью регулировки величины напряжения.
Наиболее близким по технической сущности к заявляемому решению является устройство для отделения верхнего ферромагнитного листа от стопы, которое содержит систему управления и контроля,
XI
О vj
О
основание, стол для размещения стопы деталей , установленный на основании, по меньшей мере два электромагнитных рас- пушителя, смонтированных на основании и расположенных у противолежащих боковых сторон стола, механизм отделения верхней детали от стопы, и узел перемещения отделенных листов.
Недостатками этого устройства являются:
низкая надежность ввиду того, что не исключена возможность захвата двух листов; низкие технологические возможности ввиду того, что не всегда удобно, когда после отделения от стопы листы выдаются в горизонтальном положении, и излишний расход электроэнергии.
Целью изобретения является повышения надежности и расширение технологических возможностей путем кантования деталей -при оптимальном использовании сил магнитного поля.,
Это достигается тем, что в устройстве, содержащем систему управления и контроля, основание, стол для размещения стопы деталей, установленный на основании, по меньшей мере два электромагнитных рас- пушителя, смонтированных на основании и расположенных у противолежащих боковых сторон стола, механизм отделения верхней детали от стопы, и узел перемещения отделенных листов, механизм отделения выполнен в виде электромагнита постоянного тока, смонтированного над одним из электромагнитных распушителей постоянного тока, планки из немагнитного материала, закрепленной на другом электромагнитном распушителе постоянного тока и расположенной горизонтально над столом, по меньшей мере трех регулируемых по дли- не упоров, один из которых (выполненный из немагнитного материала) смонтирован на планке со стороны ее крепления на электромагнитном распушителе, а два других регулируемых по длине упора (выполненные из ферромагнитного материала) смонтированы на пленке со стороны электромагнита, узел перемещения выполнен в виде гравитационного лотка, закрепленного наклонно на электромагните и расположенного между электромагнитом и столом.
Управление работой электромагнитов осуществляется системой индуктивных датчиков.
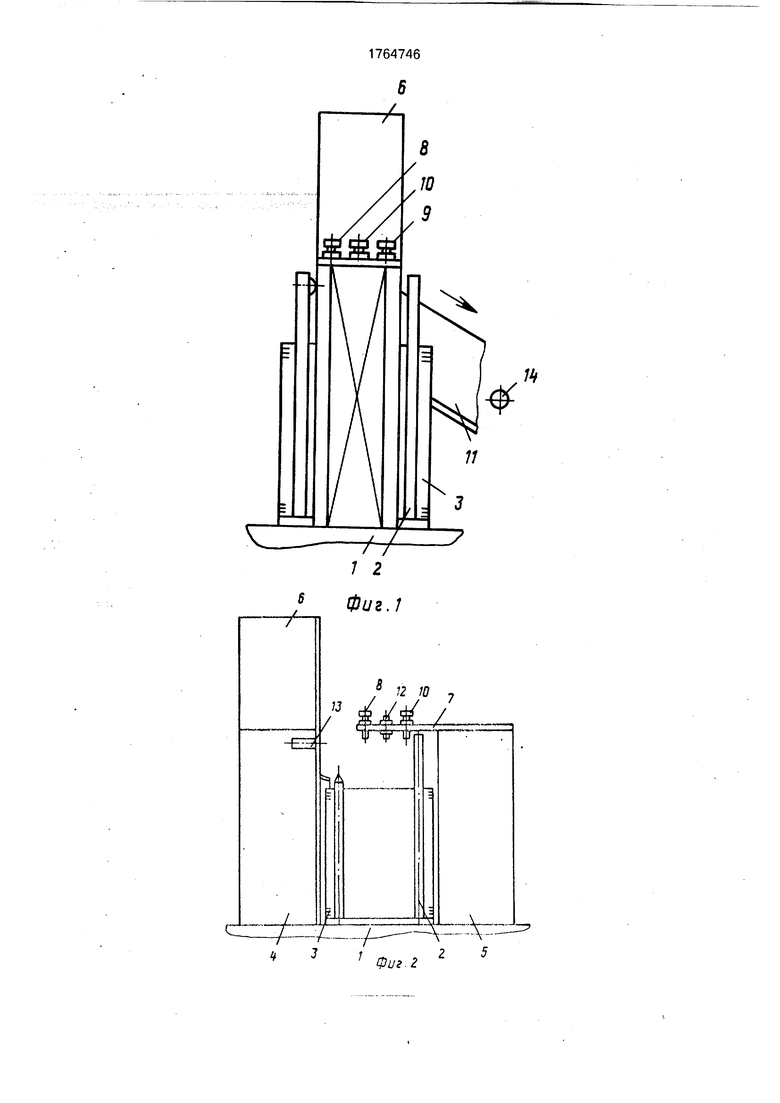
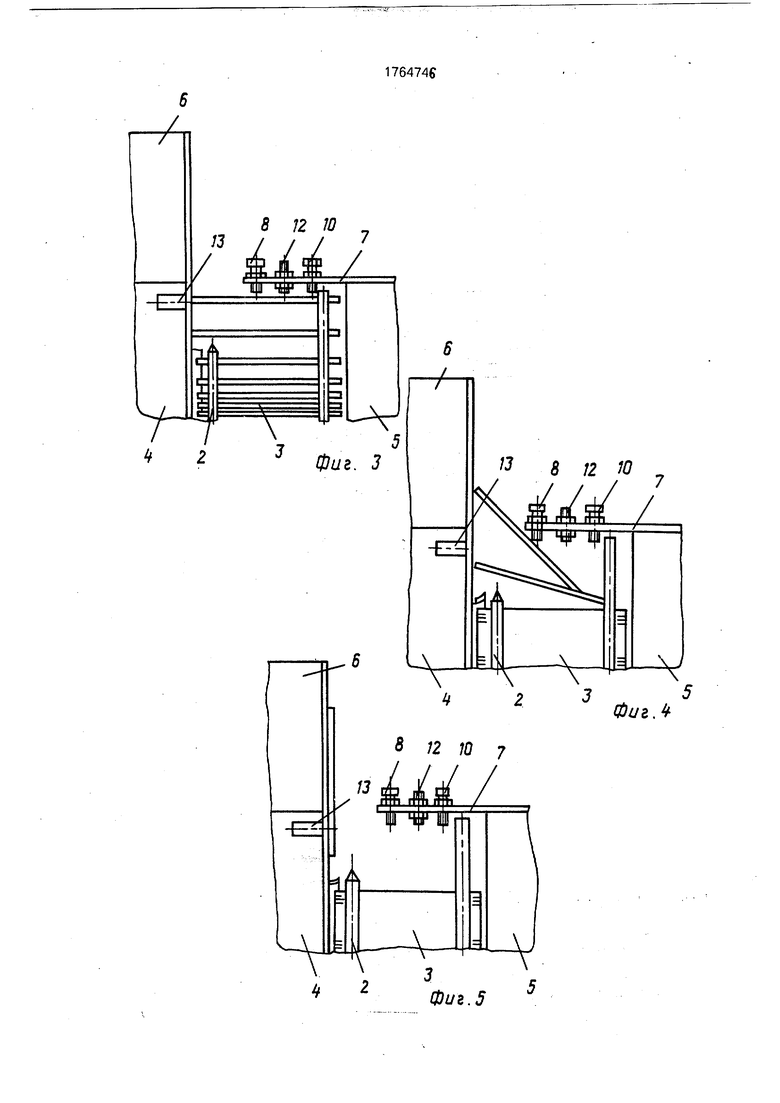
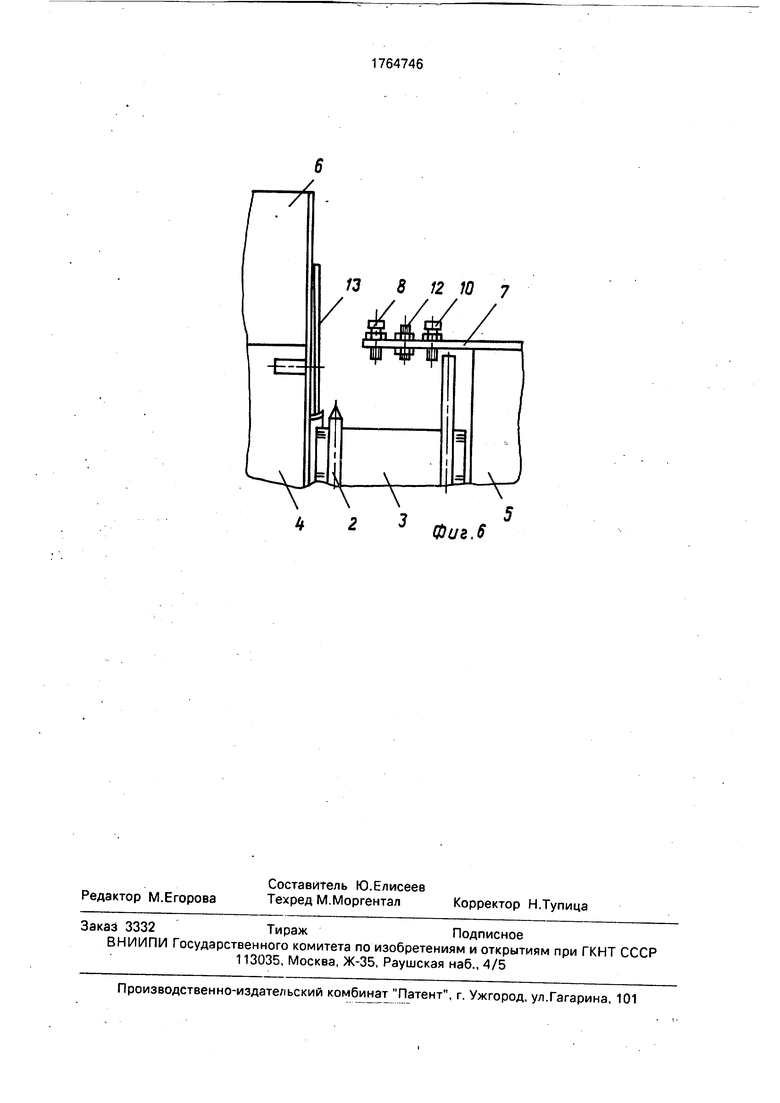
На фиг.1 изображено предлагаемое устройство; на фиг.2 - то же, вид спереди; на фиг.3-6 - вид спереди (воздействие магнитного поля на стопу деталей).
Устройство для поштучной выдачи ферромагнитных плоских деталей содержит основание 1, стол 2 для размещения стопы 3 деталей, два электромагнитных распушите- ля 4,5 постоянного тока, смонтированные на основании 1 и расположенные у противолежащих боковых сторон стола 2, механизм отделения верхней детали от стопы 3 в виде электромагнита 6 постоянного тока, смонти0 рованного над одним из электромагнитных распушителей, планки 7 из немагнитного материала, закрепленной на другом электромагнитном распушителе и расположенной горизонтально над столом 2, трех
5 регулируемых по длине упоров; 8,9 упоры смонтированы на планке 7 со стороны электромагнита 6 и выполнены из ферромагнитного материала, а упор 10 смонтирован на планке 7 со стороны ее крепления на элект0 ромагнитном распушителе и выполнен из немагнитного материала.
Узел перемещения выполнен в виде гравитационного лотка 11, закрепленного наклонно на электромагните 4 и расположен
5 между электромагнитом 6 и столом 2.
Система управления и контроля выполнена в виде трех индукционных датчиков; датчик 12 смонтирован на планке 7 и связан с электромагнитом 6 и электромагнитными
0 распушителями 4,5, датчик 13 закреплен под электромагнитом 6, датчик 14 установлен в нижней части гравитационного лотка 11 и связан с электромагнитными распушителями 4,5.
5 Электромагниты 4,5 распушителя и электромагнит 6 покрыты со стороны стола 2 пластинами из прочного материала, например нержавеющей стали, для улучшения скольжения деталей.
0 Электромагнит 5 распушителя деталей заключен в кожух из изоляционного материала для крепления на нем планки 7.
Устройство работает следующим образом.
5 На стол 2 устанавливают стопу 3 плоских деталей таким образом, чтобы верхняя деталь в стопе 3 была расположена не выше места крепления к электромагниту 4 лотка 11. Подключают электромагниты 4,5 распу0 шителя деталей, и происходит разделение
деталей в стопе 3 благодаря возникающим
магнитным силам взаимного отталкивания.
Верхняя, наиболее отделившаяся от
стопы 3 деталь поднимается до уровня рас5 положения ферромагнитных упоров 8,9 и немагнитного упора 10, и уже находится в зоне действия электромагнита 6.
В этот момент датчик 12 подает сигнал на отключение электромагнитов 4,5 и включение электромагнита 6.
Во время переключения электромагнитов наиболее отделившаяся от стопы 3 деталь удерживается в зафиксированном (горизонтальном) положении ферромагнитными упорами 8,9, которые намагничиваются во время работы электромагнитов 4,5. Немагнитный упор 10 служит для корректировки горизонтального положения детали.
При включении электромагнита 6, под воздействием магнитного поля деталь поворачивается (перекантовывается) из горизонтального положения в вертикальное и притягивается к электромагниту 6 (захват двух и более деталей исключается, так как при повороте верхняя деталь своим концом отталкивает другие детали).
При этом индуктивный датчик 13 перекрывается деталью, дает сигнал на отключение электромагнита 6, деталь, расположенная вертикально, соскальзывает или скатывается в гравитационный лоток 11, затем по нему, опираясь на его боковую стенку, поступает в вертикальном положении, например для укладки в магазин.
Расположенный в нижней части лотка 11 индуктивный датчик 14 реагирует на прохождение детали по лотку и дает сигнал на повторение цикла работы устройства.
Формула изобретения 1. Устройство для поштучной выдачи ферромагнитных плоских деталей, содержащее систему управления и контроля, основание, стол для размещения стопы деталей, установленный на основании, по меньшей мере два электромагнитных распушителя, смонтированных на основании и расположенных у противолежащих боковых сторон стола, механизм отделения верхней детали
от стопы, и узел перемещения отделенных листов, отличающееся тем, что, с целью повышения надежности и расширения технологических возможностей путем кантования деталей, механизм отделения выполнен в виде электромагнита постоянного тока, смонтированного над одним из электромагнитных распушителей постоянного тока, планки из немагнитного материала, закрепленной на другом электромагнитном распу- шителе и расположенной горизонтально над столом, по меньшей мере трех регулируемых по длине упоров, один из которых смонтирован на планке со стороны ее крепления на электромагнитном распушителе, а два других регулируемых по длине упора смонтированы на планке со стороны электромагнита, узел перемещения выполнен в виде гравитационного лотка, закрепленного
наклонно на электромагните и расположенного между электромагнитом и столом.
Фиг.1
/
13
iA
г-/---у
ч 1 1
в ,
12 Ю
/
I M
Фиг 2
Л--
2 5
k 2 3
/3 8 12 10 7
Фиг.6
