Изобретение относится к станкостроению, а именно к загрузочным устройствам сверлильных станков для обработки деталей типа болтов, втулок, секторов и других.
Цель изобретения - повышение надежности работы устройства путем обеспечения зажима детали непосредственно механизмом поштучной выдачи.
На фиг. 1 изображено загрузочное устройство сверлильного станка, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Загрузочное устройство, например, для сверлильного станка содержит корпус 1, питатель 2, механизм 3 поштучной выдачи и зажима деталей, сверлильную головку 4, поворотный стол 5, датчики 6 путевой автоматики и элемент съема.
В корпусе 1 смонтирован подшипник 7, во внутренней обойме которого установлен вертикально вал 8 поворотного стола 5. Питатель 2 представляет собой стандартный вибробункер, например БП-250. Механизм 3 поштучной выдачи и зажима деталей содержит пневмоцилиндр 9 с толкателем 10, на конце которого закреплена призма 11. Механизм 3 поштучной выдачи и зажима деталей закреплен на кронштейне 12. Последний закреплен на валу 8 поворотного стола 5 с возможностью совместного поворота с поворотным столом 5. Форма внутренней поверхности призм 11 и 13 выполнена по форме заготовок.
В призме 13 установлен подпружиненный шток 14 с возможностью воздействия на один из датчиков 6 путевой автоматики (датчик наличия заготовки на рабочей позиции).
Сверлильная головка 4 смонтирована на корпусе 1 и может быть расположена различным образом: горизонтально - для сверления радиальных отверстий, вертикально - для сверления осевых отверстий, под углом - для сверления наклонных отверстий. Если необходима зенковка, то устанавливаются две сверлильные головки 4 (одна напротив другой). Две головки устанавливают и при необходимости сверления отверстий на разных уровнях.
Привод поворотного стола 5 содержит пневмоцилиндр 15 с поворотным рычагом 16. Пневмоцилиндр 15 закреплен на корпусе 1, а рычаг 16 жестко связан с валом 8.
Механизм выгрузки выполнен в виде электромагнита 17, смонтированного над корпусом 1 в зоне вывода просверленной детали (для ферромагнитных деталей) на пути перемещения толкателя 10.
Датчики 6 путевой автоматики: наличия детали на исходной позиции; наличия детали на рабочей позиции ; путевой выключатель сверлильной головки; датчики конечных положений механизма поворота.
Устройство работает следуюшим образом.
Деталь 18 (в частном случае - болт) при помош,и питателя 2 подается ориентированно (головкой вверх) на .позицию захвата. По команде одного из датчиков 6 толкатель 10 перемещается к заготовке и последняя захватывается призмой 11 и переносится на рабочую позицию до упора в призму 13. Подпружиненный шток 14 воздействует на датчик наличия заготовки, по сигналу которого включается в работу сверлильная головка 4. При этом заготовка зажата между пpизмa яи 11 и 13. Происходит процесс сверления. Стружка падает в отверстие вала 8. Туда же стекает и охлаждающая жидкость. Включается в работу сверлильная головка 4, расположенная с противоположной сторон :. (снимаются заусен5 Цы). После отвода сверла от одного из датчиков 6 включается пневмоцилиндр 15 поворота поворотного стола 5. Через-рычаг 16 поворачивается 1зал 8, а вместе с ним - .механизм 3 подачи и зажима деталей с зажатой между призмами ,1 и 13 деталью. Угол
0 поворота зависит от требований относительно месторасположения просверливаемь х отверстий. Вновь включается в работу сверлильная головка 4, просверливается очередное отверстие.
просверливается лишь одно отверстие, то все равно происходит поворот, так как деталь должна оказаться в зоне ее вывода. От одного из датчиков дается сигнал на пневмоцилиндр 9, толкатель 10 возвращается в исходное положение. Деталь 18, находящаяся на поизме 11, проходит под
0
5
электромагнитом 1/, который включается по команде, и дета.чь притягивается к нему. При отключении электро.магнита 17 деталь сни.мается с него и падает в приемный лоток (не показан).
Механизм 3 подачи и зажима заготовок возвращается на исходную позицию. Цикл повторяется.
Фоомула изобретения 0
1.Загрузочное устройство, содержащее поворотный стол с узлом зажима детали, выполненным в виде двух призм, механизм поштучной выдачи с толкателем, установленным с возможностью зозвратно-поступатель- ного перемещения в горизонтальной плос- кости, и. механизм выгрузки, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено кронштейном, закрепленным на валу поворотного стола, а механизм поштучной выдачи смонтирован на упомянутом кронштейне, причем первая иризма закреплена на поворотном столе, а вторая - на рабочей поверхности толкателя.
2.Устройство ПС п. 1, отличающееся g тем, что механизм выгрузки выполнен в
виде электромагнита, установленного в зоне выгрузки на пути перемещения толкателя механизма поп1тучно й1-,1дачи.
5
0
;/
f(-A
Фи. 2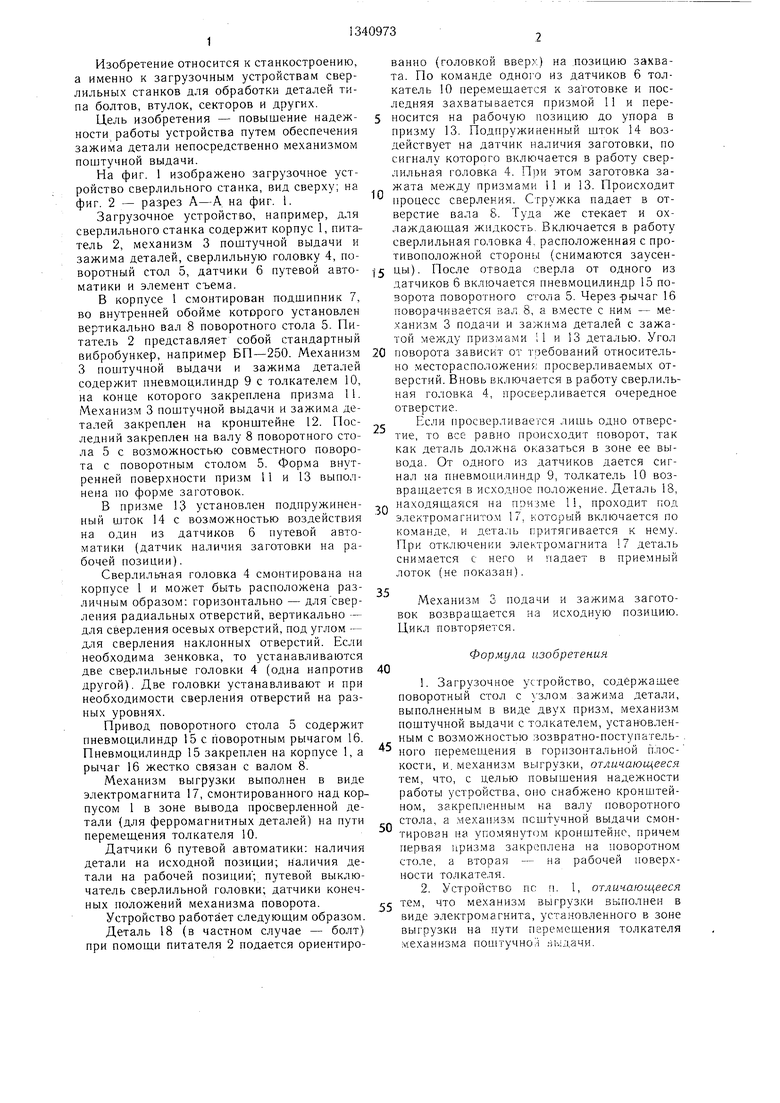
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КОЛЬЦЕВЫХ ДЕТАЛЯХ | 1970 |
|
SU282015A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1505748A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| Многопозиционный автомат для многосторонней обработки деталей | 1983 |
|
SU1110608A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Многопозиционный агрегатный станок | 1983 |
|
SU1135605A2 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Поворотный стол многопозиционного станка | 1983 |
|
SU1090536A1 |

Изобретение относится к станкостроению, а именно к загрузЬчным устройствам сверлильных станков для обработки деталей типа болтов, втулок и др. Целью изобретения является повышение надежности работы устройства путем обеспечения зажима детали непосредственно механизмом поштучной выдачи. Для этого механизм 3 поштучной выдачи и зажима детали смонтирован на кронштейне 12, закрепленном на валу поворотного стола 5. Одна призма механизма зажима закреплена на толкателе 10 механизма 3 поштучной выдачи, а вторая - на поворотном столе 5. Механизм выгрузки выполнен в виде электромагнита, установленного в зоне выгрузки на пути пере- меш,ения толкателя 10 механизма 3 поштучной выдачи и зажима детали. 1 з.п. ф-лы, 2 ил. СО 4 О СО -Kj со 
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
