СО
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для облицовки внутренней поверхности труб | 1984 |
|
SU1216013A1 |
| Поточная линия для облицовки внутренней поверхности стальных труб 03 | 1979 |
|
SU790481A1 |
| КОНСТРУКЦИЯ ДЛЯ ВНУТРЕННЕЙ ЗАЩИТЫ ВОДОПРОПУСКНЫХ СИСТЕМ И СПОСОБ ПРОВЕДЕНИЯ ВОССТАНОВИТЕЛЬНЫХ РАБОТ С НЕЙ (Варианты) | 2016 |
|
RU2620478C1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| Механический щит для проходки вертикальных шахт | 1938 |
|
SU56480A1 |
| ЛИНИЯ ДЛЯ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ | 1994 |
|
RU2048928C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |

Использование: в области нанесения за-, щитных покрытий, в частности к технике облицовки внутренней поверхности труб цементно-песчаным раствором. Сущность изобретения: линия содержит накопители труб, мостовую тележку с подъемной платформой. На платформе размещены облицовочный агрегат, лебедку и стыковочное устройство с профильным элементом в виде лотка. Лоток неподвижно закреплен на платформе и выполнен с постоянным для всех диаметров обрабатываемых труб радиусом, Стыковочное устройство выполнено в виде подвижного профильного козырька. Стыковочно j устройство снабжено тяговым устройством. В зоне лебедки размещены буферный элемент и управляющий концевой выключатель. Лебедка снабжена тормозом, а буферный элемент установлен на ее раме. 4 з.п. ф-лы, 4 ил.
Изобретение относится к области нанесения защитных покрытий, в частности, к технике облицовки внутренней поверхности труб цементно-песчаным раствором, и может быть использовано в коммунальном хозяйстве, промышленности, мелиорации.
Известна поточная линия для облицовки внутренней поверхности труб, содержащая накопители труб, мостовую тележку и перемещающийся по тележке облицовочный агрегат, состоящий из агрегата питания и установленной на нем с возможностью вертикального перемещения штанги с облицовочной головкой.
Облицовочный агрегат и мостовая тележка имеют большие габариты, длина обрабатываемых труб ограничена размерами штанги. Отсутствие автоматических устройств управления пуском и остановкой облицовочного агрегата снижает удобство обслуживания и надежность работы.
Известна поточная линия для облицовки внутренней поверхности труб, содержащая накопители труб, мостовую тележку с подъемной платформой, расположенные на ней облицовочный агрегат, лебедку, стыковочное устройство с профильным элементом в виде лотка и устройство токопровода. Данное устройство является наиболее близким по технической сущности к заявляемому и выбрано в качестве прототипа.
Недостатками этого устройства являются отсутствие синхронизации управления механизмами при пуске и остановке, наличие громоздкого стыковочного устройства с промежуточной опорой, установка профильного лотка для каждого диаметра обрабаты- ваемых тру1. что усложняет условия эксплуатации, связанные с обслуживанием и управлением и снижпет надежность работы. Вследствие постоянства высоты оси облицовочного агрегата и объема его бункера
VI О
сл о
сл
ограничен диапазон диаметров обрабатываемых труб.
Цель изобретения - улучшение условий эксплуатации и повышение надежности.
Для достижения поставленной цели поточная линия для облицовки внутренней поверхности труб, содержащая накопители труб, мостовую тележку с подъемной платформой, расположенные на ней облицовочный агрегат, лебедку, стыковочное устройство с профильным элементом в виде лотка и устройство токоподвода, согласно изобретению, снабжена буферным элементом и управляющим концевым выключателем, лебедка - тормозом, стыковочное устройство выполнено в виде подвижного профильного козырька с тяговым устройством, расположенного на лотке со стороны накопителей, буферный элемент установлен на раме лебедки, лоток жестко закреплен на платформе и имеет один радиус кривизны для труб разных диаметров, причем буферный элемент и управляющий концевой выключатель контактируют с облицовочным агрегатом, тяговым устройством козырька и пебедкой. Тяговое устройство козырька контактируют в облицовочным агрегатом, буферным элементом и лебедкой.
Подвижный козырек снабжен кожухом.
С целью расширения диапазона обрабатываемых труб облицовочный агрегат снабжен устройством изменения высоты оси агрегата, бункер последнего - съемными секциями.
Устройство токопровода выполнено в виде шторного механизма, подвешенного на тросе лебедки,прикрепленном к облицовочному агрегату, причем диаметр петли кабеля механизма обеспечивает его вход в обрабатываемую трубу,
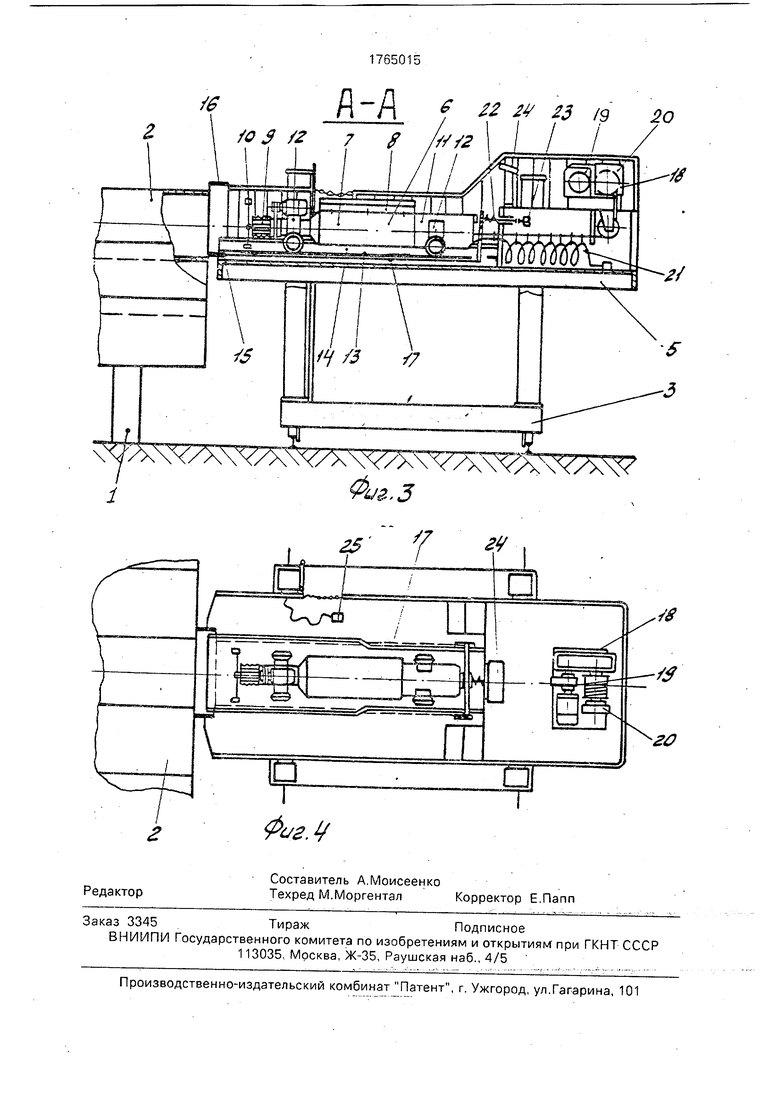
На фиг, 1 показан общий вид поточной линии; на фиг. 2 представлен вид спереди на мостовую тележку с подъемной платформой и облицовочным агрегатом; на фиг. 3 - вид сбоку по сечению А-А фиг. 2; на фиг. 4 - вид в плане.
Поточная линия для облицовки внутренней поверхности труб содержит накопители 1 с трубами 2 перемещающуюся вдоль накопителей мостовую тележку 3, узел приготовления облицовочного материала с заправочным устройством 4,
На подъемной платформе 5 тележки 3 расположен облицовочный агрегат б, содержащий бункер 7 со съемными секциями 8, облицовочную головку 9, разглаживаюш.ее устройство 10, привод 11, устройства 12 изменения высоты оси агрегата 6. Облицовочный агрегат 6 установлен на профильном
лотке 13, жестко закрепленном на платформе 5 и снабженном боковыми направляющими стойками 14. Лоток 13 имеет постоянный радиус кривизны, примерно равный среднему радиусу обрабатываемых труб, Со стороны накопителей 1 лоток 13 снабжен подвижным профильным козырьком защитным кожухом 16 и тяговым устройством
Электропитание агрегата 6 осуществля ется с помощью устройства токоподвода 21, выполненного в виде шторного механизма, подвешенного на тросе лебедки. Специальные испытания показали надежную работу
шторного механизма, размещенного на подвижном тросе лебедки 19, При этом диаметр петли кабеля обеспечивает его вход в обрабатываемую трубу наименьшего размера.
На раме лебедки 18 размещен пружинный буферный элемент 22, взаимодействующий с агрегатом 6, тяговым устройством 17 стыковочного козырька 15, шторным механизмом токопровода 21, лебедкой 18 и
установленным в этой же зоне управляющим концевым выключателем 23.
.Управление осуществляется с помощью пульта 24, удаленного от зоны облицовки, он может быть дополнен выносным пультом
25, в частности, предназначенным для удобного управления операциями заправки и стыковки.
Поточная линия может быть снабжена агрегатом 26 предварительной обработки
труб. Последний может располагаться на другой аналогичной мостовой тележке 27 или может быть переоборудован из облицовочного агрегата 6 посредством замены разглаживающего устройства 10 на устройство
очистки.
Работа поточной линии осуществляется следующим образом. В накопителях 1 размещаются и крепятся подлежащие облицовке трубы 2, при необходимости,
производится их предварительная обработка. С помощью системы управления 20, срабатывающей в зависимости от числа оборотов барабана лебедки 18 и, следовательно, местоположения агрегата 6, производят настройку момента автоматического срабатывания устройств аг регата б в зависимости от длины обрабатываемых труб 2, Осуществляют загрузку облицовочного материала в бункер 8 агрегата 6. Управляя мостовой тележкой 3 и подъемной платформой 5, устанавливают облицовочный агрегат 6 напротив обрабатываемой трубы 2 таким образом, чтобы в месте переезда колес агрегата 6 линия контура козырька 15 пересеклась с внутренним контуром трубы 2.
По команде с пульта управления 24 осуществляется пуск облицовочного агрегата 6. При этом происходит автоматическое выключение тормоза 19 лебедки 18 и включение привода 11 агрегата 6. Буферный элемент 22, находящийся в исходном сжатом состоянии, разжимается, обеспечивая одновременное страгивание при пониженном пусковом моменте облицовочного агрегата 6, шторного механизма 21, лебедки 18 и стыковочного козырька 15. При дальнейшем движении козырек 15 стыкуется с трубой 2, агрегат 6 въезжает в нее и перемещается к дальнему концу. При этом трос сматывается с барабана лебедки 18 и растягивается кабель шторного механизма 21. В конце трубы по сигналу системы управления 20 отключается привод 11 агрегата 6 и включается тормоз 19 лебедки 18, обеспечивая надежную остановку. После этого тормоз 19 отключается и включается облицовочная головка, подача материала из бункера 18, разглаживающее устройство 10 и при обратном ходе агрегата 6 осуществляется процесс нанесения и разглаживания покрытия. На выходе из трубы 2 происходит автоматическое выключение механизмов агрегата 6, кожух 16 предотвращает загрязнение окружающего пространства, боковые стойки 14 лотка 13 обеспечивают ориентацию агрегата 6. При дальнейшем движении агрегата 6 отводится стыковочный козырек 15, сжимается буфер 22, срабатывает концевой выключатель 23, выключается лебедка 18 и включается тормоз 19, фиксируя исходное положение Устройств. Облицовочный агрегат устанавливается напротив следующей трубы и процесс повторяется.
В случае необходимости с платформы 5 при хорошем доступе на любой высоте производится контроль качества покрытия и установка торцевых чехлов на трубы 2 для проведения последующей операции пропарки.
При облицовке труб другого диаметра производится изменения объема бункера 7 посредством использования съемных секций 8. Поскольку при фиксированной длине изменение диаметра обрабатываемой трубы ведет к изменению потребного объема облицовочного материала, этим обеспечивается минимальная длина бункера 7 и, следовательно, всего облицовочного агрегата 6. С помощью устройств 12 ось агрегата 6, проходящая через центр облицовочной головки 9, устанавливается на высоте оси обрабатываемой трубы 2. При этом достигается возможность использования одного облицовочного агрегата 6 в широком диапазоне диаметров обрабатываемых труб.
Наличие на подъемной платформе одного постоянного приемного лотка, снабженного боковыми направляющими стойками и небольшим стыковочным козырьком с защитным кожухом, обеспечение синхронной работы при пуске и остановке взаимодействующих буфера, облицовочного агрегата, механизма токоподвода, лебедки и стыковочного козырька с защитным
кожухом, использование простого шторного механизма токоподвода улучшает условия эксплуатации, связанные с обслуживанием и управлением, повышает надежность работы. Использование съемных секций бункера и устройств изменения высоты облицовочного агрегата расширяет диапазон диаметров труб, обрабатываемых одним облицовочным агрегатом.
Предлагаемая поточная линия позволяет производить облицовкутруб с диаметром от 500-800 мм до 1400 мм и более с производительностью в зависимости от диаметра до 0.3-Q5 км в смену.
Формула изобретения
отличающаяся тем, что, с целью улучшения условий эксплуатации и повышения надежности, она снабжена буферным элементом и управляющим концевым выключателем, лебедка - тормозом, стыковочное устройство выполнено в виде подвижного профильного козырька с тяговым устройством, расположенного на лотке со стороны накопителей, буферный элемент установлен на раме лебедки, лоток жестко
закреплен на платформе и имеет один радиус кривизны для труб разных диаметров, причем буферный элемент и управляющий концевой выключатель контактируют с облицовочным агрегатом, тяговым устройст,вом козырька и лебедкой.
/ 2
/
fye.2 hq
с±±
&
Я Л f И & 23 19 20
to з /г / ////,
/У /3 /7
1
Фиг./
J
Ъг.З
| Поточная линия для облицовки внутренней поверхности труб | 1984 |
|
SU1216013A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
