(5) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для облицовки внутренней поверхности труб | 1984 |
|
SU1216013A1 |
| Поточная линия для облицовки внутренней поверхности труб | 1990 |
|
SU1765015A1 |
| ЛИНИЯ ДЛЯ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ | 1994 |
|
RU2048928C1 |
| УНИВЕРСАЛЬНАЯ ПОТОЧНАЯ ЛИНИЯ ИЗОЛЯЦИИ ТРУБ | 2002 |
|
RU2199694C1 |
| ОБЛИЦОВОЧНЫЙ КОМПЛЕКС | 1994 |
|
RU2047810C1 |
| Устройство для управления мостовым сельскохозяйственным агрегатом | 1990 |
|
SU1748676A1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
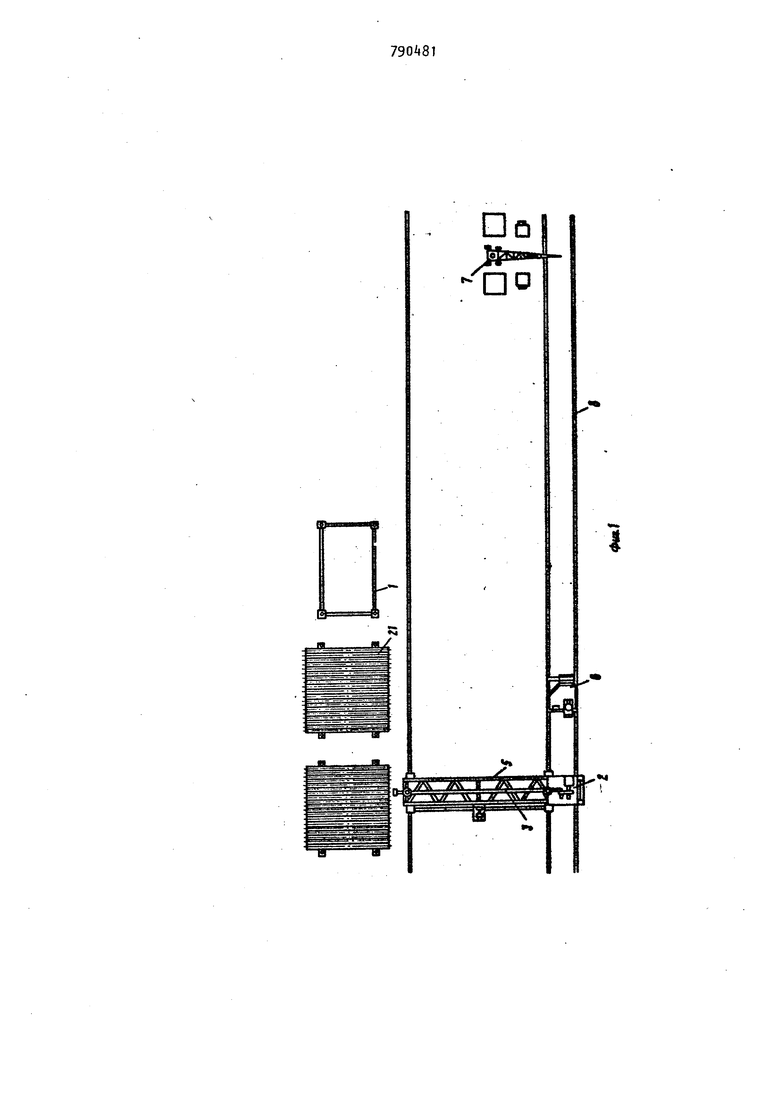
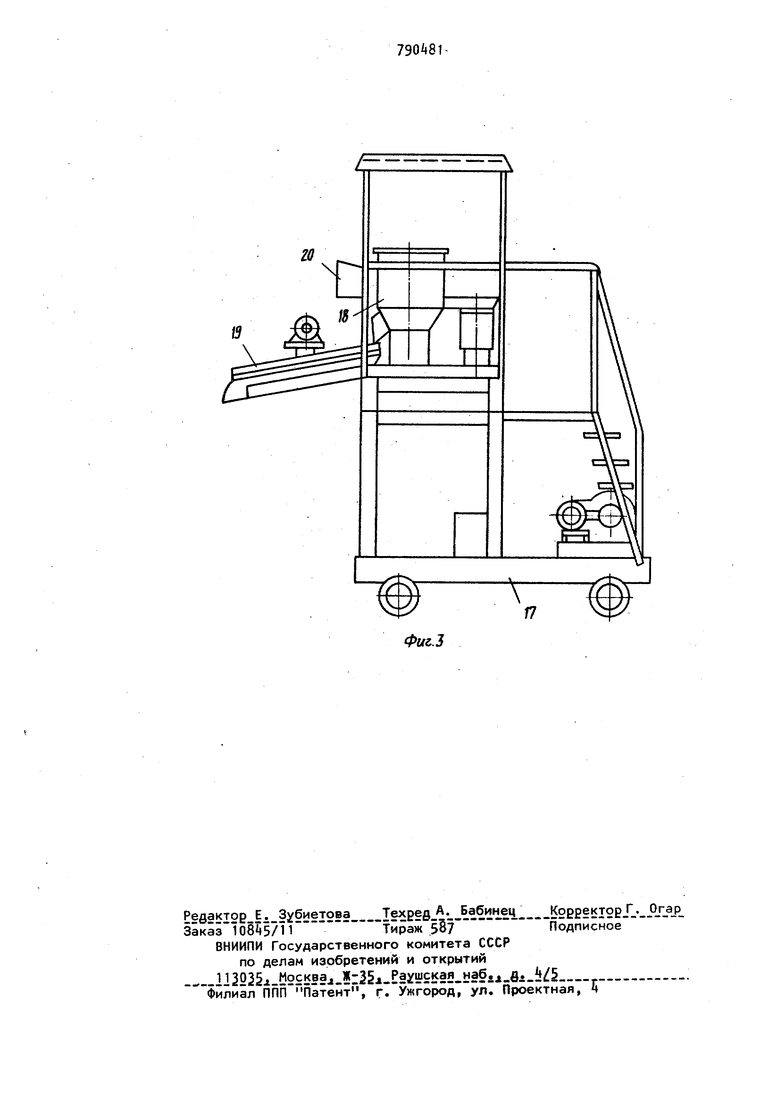
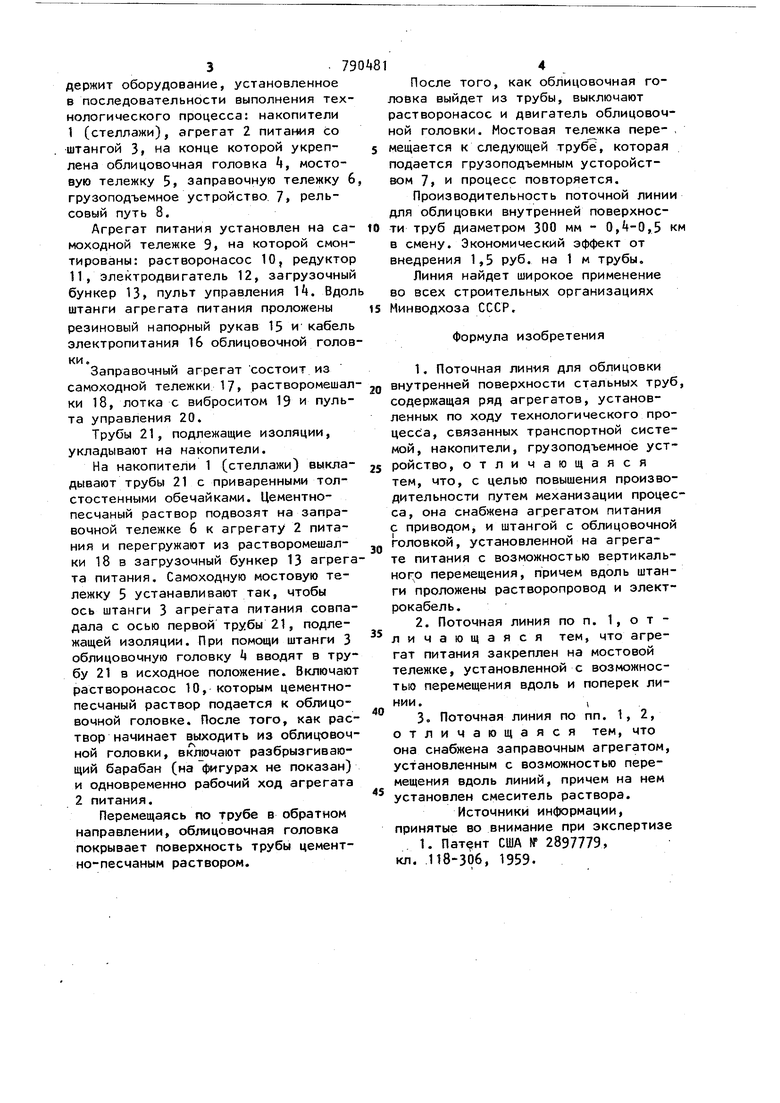
1 Изобретение относится к устройствам, предназначенным для изоляции внутренней поверхности стальных труб цементно-песчаным раствором. Известно устройство для изоляции внутренней поверхности стальных труб содержащее облицовочную головку, рас творопровод, насосную установку и лебедочную станцию 1.1. Оборудование предназначено только для изоляции уложенных трубопроводов. Недостатком данного оборудования является низкая производительность, так как после изоляции каждого участ ка трубопровода необходимо демонтировать и перемещать оборудование к новому месту производства работ. Кро ме того, полностью отсутствует контроль за качеством наносимого покрытия. Цель изобретения - повышение производительности путем механизации технологического процесса. Указанная цель достигается тем, что линия снабжена агрегатом питания с приводом, и штангой с облицовочной головкой, установленной на агрегате питания с возможностью вертикального перемещения, причем вдоль штанги проложены растворопровод и электрокабель. Агрегат питания закреплен на мостовой тележке, установленной с возможностью перемещения вдоль и поперек линии. Линия снабжена заправочным агрегатом, установленным с возможностью перемещения вдоль линии, .причем на нем установлен смеситель раствора. На фиг. 1 показана проточная линия, общий вид; на фиг. 2 - агрегат питания со штангой, общий вид; на фиг. 3 - заправочный агрегат, общий вид. Поточная линия для облицовки внутренней поверхности стальных труб со379держит оборудование, установленное в последовательности выполнения технологического процесса: накопители 1(стеллажи), агрегат 2 питания со штангой 3, на конце которой укреплена облицовочная головка k, мостовую тележку 5, заправочную тележку 6 грузоподъемное устройство 7 рельсовый путь 8. Агрегат питания установлен на самоходной тележке 9 на которой смонтированы: растворонасос 10, редуктор 11, электродвигатель 12, загрузочный бункер 13, пульт управления Т. Вдол штанги агрегата питания проложены резиновый напорный рукав 15 и кабель электропитания 16 облицовочной голов ки. Заправочный агрегат состоит из самоходной тележки 17, растворомешал ки 18, лотка с виброситом 19 и пульта управления 20. Трубы 21, подлежащие изоляции, укладывают на накопители. На накопители 1 (стеллажи) выкладывают трубы 21 с приваренными толстостенными обечайками. Цементнопесчаный раствор подвозят на заправочной тележке 6 к агрегату 2 питания и перегружают из растворомешалки 18 в загрузочный бункер 13 агрега та питания. Самоходную мостовую тележку 5 устанавливают так, чтобы ось штанги 3 агрегата питания совпадала с осью первой трубы 21, подлежащей изоляции. При помощи штанги 3 облицовочную головку Ц вводят в трубу 21 в исходное положение. Включают растворонасос 10, которым цементнопесчаный раствор подается к облицовочной головке. После того, как раствор начинает выходить из облицовочной головки, включают разбрызгивающий барабан (на фигурах не показан) и одновременно рабочий ход агрегата 2питания. Перемещаясь по трубе в обратном направлении, облицовочная головка покрывает поверхность трубы цементно-песчаным раствором. После того, как облицовочная головка выйдет из трубы, выключают растворонасос и двигатель облицовочной головки. Мостовая тележка пере- , мещается к следующей труб, которая подается грузоподъемным усторойством 7, и процесс повторяется. Производительность поточной линии для облицовки внутренней поверхности труб диаметром 300 мм - 0,-0,5 км в смену. Экономический эффект от внедрения 1,5 РУб. на 1 м трубы. Линия найдет широкое применение во всех строительных организациях Минводхоза СССР, Формула изобретения 1, Поточная лин-ия для облицовки внутренней поверхности стальных труб, содержащая ряд агрегатов, установленных по ходу технологического процесса, связанных транспортной системой, накопители, грузоподъемное устройство, отличающаяся тем, что, с целью повышения производительности путем механизации процесса, она снабжена агрегатом питания с приводом, и штангой с облицовочной головкой, установленной на агрегате питания с возможностью вертикальног о перемещения, причем вдоль штанги проложены растворопровод и электрокабель. 2.Поточная линия по п. 1, о т личающаяся тем, что агрегат питания закреплен на мостовой тележке, установленной с возможностью перемещения вдоль и поперек линии., 3.Поточная линия по пп. 1, 2, отличающаяся тем, что она снабжена заправочным агрегатом, установленным с возможностью перемещения вдоль линий, причем на нем установлен смеситель раствора. Источники информации, принятые во внимание при экспертизе 1. Патент США ff 289777Э, кл. 118-306, 1959.
Do
EBB
«SJ (yj
0
