S а х а tj П19 го 11 t I tit ««.„ « -Л7/: Изобретение относится к изготовлению узлов трубопроводов. Известна поточная линия изгото вления узлов трубопроводов, содержащая установленные в заданной технологичес кой последовательности стеллажи, приводные тележки,, рольганг, станки для резки и Обработки труб, стенды для сборки элементов, плоских и. простра ственных узлов, сварочные посты и грузоподъемные механизмы ClJ. Недостатками данной линии являют невысокая произволительность и низк эксплуатационные показатели, цель Изобретения - повышение про изводительности линии, Для достижения указанной цели поточная линия изготовления узлов трубопроводов, содержащая установле ные в заданной технологической посл довательности стеллажи, приводные тележки, рольганг, станки для рез- ки и обработки труб, фрикционные враща-гели, стенды, для сборки элементов, плоских и пространственных узлов, сварочные посты и грузоподъемные механизмы, снабжена двусторонним сбрасыва-телем и упором, установленными на рольганге, токарным станком с полым шпинделем, направление оси которого совпадает с осью рольганга стендом для изготовления линейных элементов и стендом для сборки пространственных узлов модульного типа при этом стенд для изготовления линейных элементов выполнен в виде рас положенных с возможностью переМещеНИН относительно фрикционных вращателей тележек с приспособлениями дл сборки, консольно-поворотного крана тележки со сварочной головкой и сва рочным трактором, а стенд для сборки пространственных узлов выполнен в виде платформ со сборочными элемент ми, грузоподъемными и поддерживающи ми механизмами. Кроме того, двусторонний сбрасыватель- выполнен в виде установленны с возможностью поворота в вертикаль ной плоскости рычагов с конусными роликами. На фиг. 1 изображена схема поточной линии, на фиг, 2 - двусторонний сбрасыватель; на фиг, 3 - разрез Д-А на фиг, 2; на фиг, 4 - стенд изготовления линейных элементов,- на фиг, 5 - вид Б на фиг, 4, Поточная линия изготовления узлов трубопроводов состоит из стеллажейнакопителей 1, приводной тележки 2 и рольганга 3 с откидываемым упором 4 и двусторонним сбрасывателем 5, .Сбрасыватель выполнен в виде силового цилиндра б, взаимодействующего через тяги 7 с шарнирно закрепленными рыча гами 8 с установленными на них конус ными роликами 9, Установка 10 для газопламенной и .плазменной резки труб снабжена устройством 11 для местного отсоса газов, выполненным в виде зонта, подвижного в вертикальной плоскости. За рольгангом 3 установлен токарный станок 12 с полым шпинделем, имеющий поддерживающую люнетную систему 13, выполненную в виде v-образных подпружиненных стоек. Линия оборудована мостовым краном 14, В состав линии входит также отрезной станок 15 маятникового типа с поворотной в горизонтальной плоскости пилой и устройством 16 для безразметочной резки труб. После установки 10 и станков 12 и 15 расположен участок 17 со станками для обработки труб и деталей трубопроводов. Кроме того, в линии имеются механизированные стенды 18 с приспособлениями для сборки трубных узлов, сварочный стенд 19, снабженный козелками и передвижной системой 20 местного отсоса газов, и стенды 21 изготовления линейных элементов. Стенды состоят из двух фрикционных вращателей 22 с проложенньи4И с двух сторон рельсами, на которых установлены тележки 23 с приспбсоблениями для сборки, консольноповоротного крана 24 и тележки 25, На теЛежке ,25 имеется сварочная головка 26, сварочный трактор 27, баллон 28 для углекислоты и вентилятор 29 для отсоса из зон сварки газов, направленных по самозакрывающемуся каналу 30 на выброс, После стенда 21 изготовления линейных элементов установлен стенд 31 для сборки пространственных узлов, выполненный в виде четырех передвижных платформ 32, каждая из которых снабжена поддерживающей сис.темой 33, выполненной в виде стоек с шарнирными рычагами и поворотных призм, консольно-поворотным краном 34 и передвижным поворотным балансиром 35, В линии предусмотрено наличие контейнеров 36 с. грузоподъемными петлями и приводной тележки 37, Изготовление узлов - трубопроводов йа предлагаемой поточной линии производится следующим образом. Требуемая арматура, детали крепежа и детали трубопроводов подаются в цех на приводной тележке 2, а трубы со стеллажей-накопителей 1 поштучно укладываются на рольганг 3, С рольганга трубы для осуществления прямых резов со снятием фаски на трубах из углеродистых и легированных сталей поступают на токарный станок 12 с полым шпинделем, Люнетная система 13 служит для поддержания концов труб во время.реза и для перемещения коротких отрезков труб, С помощью отки- . ываемого упора 4 трубы через двусторонний сбрасыватель 5 распределяются на два потока. По одному из потоков трубы попадают на отрезной станок 1
маятникового типа, а по другому на устаиовку 10 для газопламенной и плазменной резки труб. Отрезанные трубы и патрубки условным диаметром до 100 мм после токарного станка подаются на механязиркэванцые стенды 18 с централизованной разводкой воздуха, электроэнергии, сварочного кабеля, с установленными балансирами для подвеоки механизированного инструмента, пнёвмозажимами,. тисками, призмсши и т.п. На участке 17 осуществляется гибка труб, нарезка резьбы, эачистк,а и калибровка труб и деталей трубопроводов. Собранные узл подаются на сварочный стенд 19, оборудованный рельсами с поворотными кругами. По которым перемещаются козелки. Отрезанные трубы и патрубки, ai iaTypa, детали и элементы трубопроводов условным диаметром 125-500 мм после установки 10 подгиотся в контейнерах 36 на стенд 21 изготовления линейных элементов (отрезок трубы и детали, собранные на одной оси).
где производится сборка отрезка трубы, установленного на фрикционном вращателе 22, с деталями трубопроводов, установленных на тележках 23. К собранному на прихватках линейному элементу подают тележку 25 для производства автоматической сварки стыков, а консольно-поворотный кран 24 перемещают в район сборки следующего элемента на втором фрикционном вращателе 22. Окончательная сборка пространственных узлов из линейных элементов и арматуры и полуавтоматическая сварка образовавшихся стыков производится на стендах 31, где осуществляется затяжка болтовых соединений пневмогайковертами, подвешенными на передвижном поворотном балансире 35.
При сборке крупных узлов применение предлагаемого изобретения позволяет увеличить Производительность линии и снизить трудоемкость изготовления трубных узлов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления металлических конструкций | 1977 |
|
SU716760A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1966 |
|
SU179173A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| СВАРКИ ТРУБ В СЕКЦИИ ТРУБОПРОВОДА | 1972 |
|
SU348338A1 |


1. ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ УЗЛОВ ТРУБОПРОВОДОВ, Содержащая установленные в заданной технологической последовательности стеллажи, приводные тележки, рольганг, станки для резки и обработки труб, фрикционные вращатели, стенды для сборки элементов, плоских и пространственных узлов, сварочные посты и грузоподъемные мецантлэмы, отличающаяся тем, что, с целью повышения производительности линии, она снабжена двусторонним сбрасывателем и упором, установленными на рольганге, токарным станком с полым шпинделем, направление оси которого совпадает с осью рольганга, стендом для изготовления линейных элементов и стендом для сборки пространственных узлов -модульного типа, при этом стенд для изготовления линейных элементов выполнен в виде расположенных с возможностью перемещения относительно фрикционных вращателей тележек с приспособлениями для сборки, консольно-поворотного крана и тележки со сварочной головкой и сварочным трактором, а стенд для сборки пространственных узлов выполнен в виде платформ со сборочными i элементами, грузоподъемными и поддерживающими механизмами. 2. Линия по п. 1, отличаю- щ а я с я тем, что двусторонний сбрасыватель выполнен в виде установленных с возможностью поворота в вер-s тикальной плоскости рычагов с конус- ными роликами.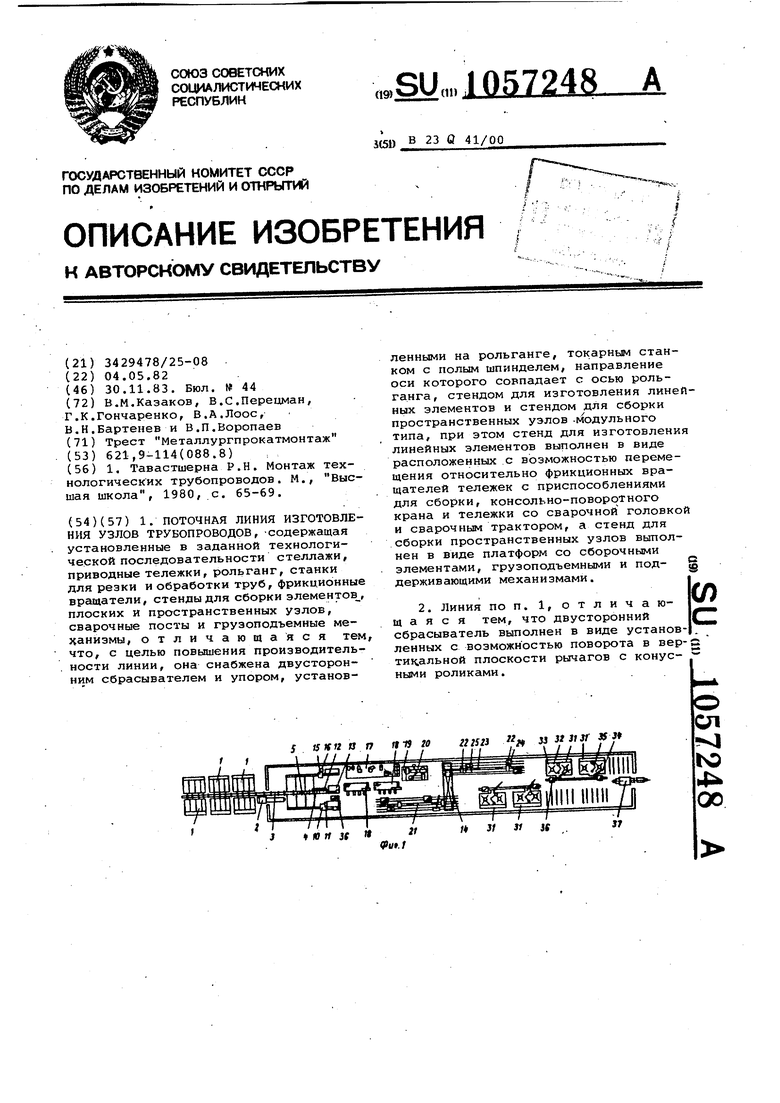
(put i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тавастшерна Р.Н | |||
| Монтаж технологических трубопроводов | |||
| М., Высшая школа, 1980, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
