Изобретение относится к области металлургии, в частности, к химико-термической обработке в газовых средах и может быть использовано в машиностроении для повышения долговечности деталей машин, работающих в коррозионных средах.
Известен способ защиты от коррозии, включающий нитроцементацию при температурах 550-800°С в течение 2-4 ч и последующее оксидирование при температурах 300-600°С в течение 2-3 мин.
Недостатком этого способа является недостаточная коррозионная стойкость обработанных изделий, в частности в растворах хлористых солей, что обусловлено малой адгезией коррозионностойкой оксидной пленки РезОз к плотному карбонитридному слою и малой коррозионной стойкостью карбо- нитридного слоя.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ антикоррозионного азотирования стальных изделий, включающий
СП
диффузионное насыщение азотом в аммиаке при 580-800°С в течение 2-4 ч. и оксидирование при 620-625°С в парах смеси воды и этилового спирта при соотношении компонентов в смеси 1:1 (по объему) в течение 2-30 мин.
Недостатком этого способа является недостаточная коррозионная стойкость обработанных изделий в растворах хлористых солей при длительном периоде эксплуатации. Низкая коррозионная стойкость изделий при длительном периоде эксплуатации объясняется наличием пористой Ј-фазы, а также неравномерностью толщины у -фазы на поверхности изделий.
Целью изобретения является повышение коррозионной стойкости изделий, в частности в растворах хлористых солей.
Указанная цель достигается тем, что в способе химико-термической обработки, включающем стадии азотирования в аммиаке при температуре 440-580°С в течение 2-4 ч и последующее оксидирование, азотироVI О
(Л
го ел
вание ведут с азотным потенциалом HN 1,7-2,8, а оксидирование в парах воды при температуре 550-580°С в течение времени, определяемого из соотношения:
г - к TV Ток - N Таз 1
где Ток - продолжительность оксидирования, ч;
Таз - продолжительность азотирования, ч;
К - коэффициент, учитывающий соотношения продолжительности стадий процессов, равный К 0,55-0,60.
Предлагаемый способ осуществляется следующим образом, детали помещают в рабочий контейнер, контейнер герметизируют, продувают аммиаком и помещают в печь, разогретую до температуры 550- 580°С. По достижении в контейнере рабочей температуры подают пары воды в
течение периода времени Г0к К Газ2, ч.
Извлекают контейнер из печи, отключают подачу паров и остужают на спокойном воздухе. После выдержки на первой стадии насыщения азотом на поверхности изделий формируется диффузионный поверхностный нитридный слой Ј-фаза, за ней тонкий слой у-фазы, затем диффузионный подслой а-фаза. Особенности нитридной зоны е-фа- зы столбчатое строение, поры, микротрещины.
Процесс оксидирования в парах воды сопровождается деазотированием образца и уменьшением хрупкости нитридной зоны, одновременно происходит диффузия азота в глубь образца.
При оксидировании на поверхности образуется слой оксида Рез04, под которой формируется плотная и пластинчатая нит- .ридная зона. Толщина оксидной пленки составляет 2-4 мкм, нитридной зоны 10-25 мкм.
При температуре ниже 550°С и при значении ,55 слой оксида неравномерный, имеет недостаточную толщину.
При температуре выше 580°С наблюдается повышение пористости Ј-фазы после азотирования и соответственно, пористости у -фазы после оксидирования. При значениях К 0,60 за слоем оксида следует а-фаза значительной толщины, что отрицательно сказывается на коррозионной стойкости.
При ниже и выше значениях азотного потенциала Пм 1,7-2,8 получается неразвитая Ј-фаза, при оксидировании которого
0
5
0
5
0
5
0
5
0
увеличивается скорость деазотирования нитридного слоя и приводит к неравномер- ностям нитридного и оксидного слоев.
Преимущества предлагаемого способа по сравнению со способом-прототипом можно проиллюстрировать на конкретном примере. Обрабатывались шестерни - гидронасоса из стали 18 ХГТ по известному и предлагаемому способам.
По известному способу изделия подвергали азотированию при температуре 580°С в течение 3 ч, а затем оксидировали в парах смеси воды и этилового спирта при соотношении компонентов смеси 1:1 (по объему) при 620°С, в течение 20 мин.
По предлагаемому способу изделия подвергали азотированию при температурах 550-580°С с азотным потенциалом HN 1,7-2,8, продолжительность оксидирования в парах воды выбирали из соотношения, определяемого экспериментальным путем
ТЪк К-Га1, Ч,
После чего провели испытания на коррозионную стойкость по ГОСТ 16962-71.
В процессе испытаний детали помещались в камеру с окружающей температурой 27-2°С, где в течение 15 мин, через каждые 45 мин распылялся 3,3% раствор хлористого натрия. Общая продолжительность испытания 240 ч. После испытания качество поверхности оценивалось по внешнему виду.
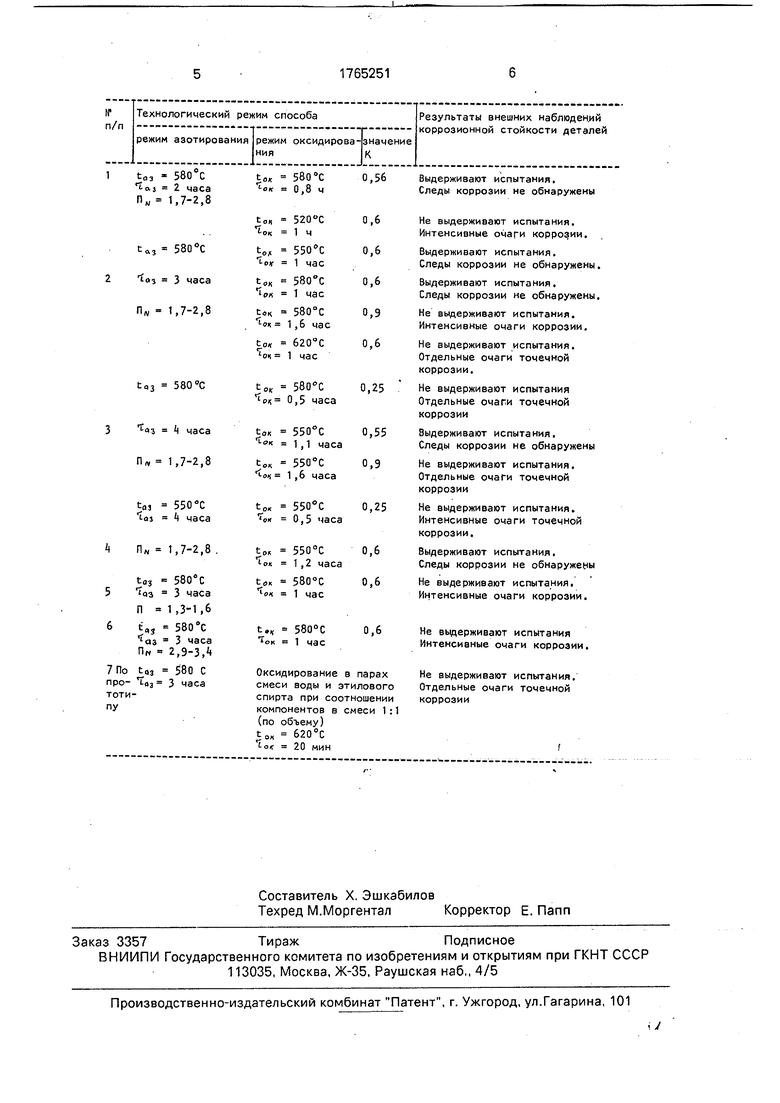
Результаты испытаний и режимы приведены в таблице.
Изданных, приведенных в таблице, следует, что коррозионная стойкость деталей после обработки оп предлагаемому способу повышается по сравнению с обработкой по известному способу, что дает возможность повысить долговечность изделий в период эксплуатации.
Формула изобретения
Способ химико-термической обработки стальных изделий, включающий азотирование в аммиаке при температуре 440-580°С в течение 2-4 ч и последующее оксидирование, отличающийся тем, что, с целью повышения коррозионной стойкости изделий в растворах хлористых солей, азотирование ведут с азотным потенциалом 1,7-2,8, а оксидирование проводят в парах воды при 550-580°С в течение времени, определяемого из соотношения
Ток :
К Таз ,
где TQK - продолжительность оксидирования, ч;
Газ - продолжительность азотирования, ч;
К 0,55-0,60.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ азотирования стальных изделий | 1988 |
|
SU1595938A1 |
| Способ химико-термической обработки стальных изделий | 1989 |
|
SU1624053A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2124068C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2478137C2 |
| Способ химико-термической обработки стальных деталей | 1986 |
|
SU1427870A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
SU1780340A1 |
| СПОСОБ АЗОТИРОВАНИЯ КОРРОЗИОННО-СТОЙКИХ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2756547C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННОГО ПРИПОВЕРХНОСТНОГО СЛОЯ И СОСТАВ СЛОЯ | 2012 |
|
RU2522872C2 |
| СТАЛЬНЫЕ ИЗДЕЛИЯ, ПОКРЫТЫЕ ТВЕРДОЙ СМАЗКОЙ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИХ ИЗГОТОВЛЕНИЯ, И ЗАКАЛОЧНОЕ МАСЛО, ПРИМЕНЯЕМОЕ В ИХ ИЗГОТОВЛЕНИИ | 2016 |
|
RU2718482C2 |
| Способ азотирования молибдена | 1990 |
|
SU1747535A1 |
Применение: в машиностроении для повышения долговечности деталей машин, работающих в коррозионных средах. Сущность изобретения: стальные изделия подвергают азотированию в аммиаке с азотным потенциалом П 1,7-2,8 при температуре 550-580°С в течение 2-4 ч, после чего проводят оксидирование в парах воды при той же температуре в течение времени, определяемого из соотношения: г0к К Газ, ч, где Гок - продолжительность оксидирования, ч; Газ - продолжительность азотирования, ч; К 0,55-0,60. 1 табл.
| Способ азотирования стальных изделий | 1988 |
|
SU1595938A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
