Известны способы сварки и пайки в защитном газе с использованнем комбинированного газового потока, состоящего из внутреннего и иаружиого кольцевых потоков. Йсточиико: 1 нагрева служит электрическая дуга, горяп.1,ая между электродом и изделием.
Предлагаемый способ отличается от известных TeiM, что нагрев осуществляют внутренним газовым потоком, нагреваемым при прохождении его через нагреватель. Этот способ повыщает качество сварного соедииения за счет равномерного нагрева и оплавления металла.
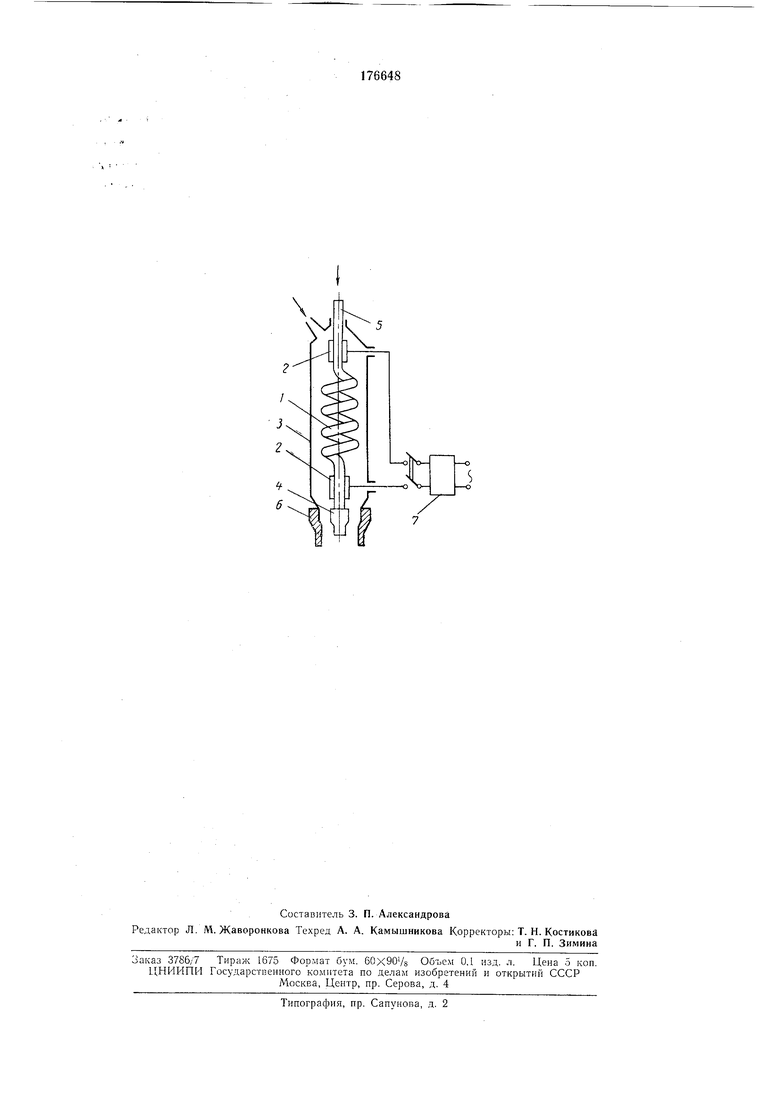
Па чертеже представлена схема установки для осуществления способа сварки и пайки в защитном газе.
Пагреватель / в виде трубки из жаропрочной стали, снабженный токоподводами 2, помещается в полый корпус 3. На выходной конец нагревателя навинчивается сопло 4. Профиль сопла выбирается в зависимости от расхода газа. Противоположный конец нагревателя оканчивается щтуцером 5 для подвода инертного газа. Нижняя часть корпуса имеет обычное сопло 6, прпмеияемое для газоэлектрической сварки.
Нагреватель подключается к источнику питания 7 сварочного тока (переменного или постояиного) и в него подается чистый гелий, смесь гелия с аргоиом или другой защитиый газ. Проходя по трубке, газ нагревается и при встрече с подлежащим сварке изделием частично отдает свою тепловую энергию, осуществляя сварку или пайку.
Защитный газ (например, аргон) подается в щтуцер верхией части корпуса, омывает
нагреватель, предохраняя его от окисления, несколько нагревается и выходит через внешнее сварочиое сопло, осуществляя защиту зоны сварки. При подогреве несколько уменьщается нлотиость аргона, приближаясь к
плотности воздуха, что улучшает иадежиость защиты зоны сварки.
Предмет изобретения
Способ сварки и пайки в защитном газе с использованием комбинированного газового потока, состоящего из внутреннего и наружного кольцевых потоков, отличающийся тем, что, с целью повыщения качества свариого соединения за счет равномерного нагрева и оплавления металла, нагрев осуществляют внутренним газовым потоком.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Устройство для бесфлюсовой пайки трубопроводов | 1977 |
|
SU680828A1 |
| ВЫСОКОЧАСТОТНЫЙ ИНДУКЦИОННЫЙ ПЛАЗМОТРОН | 2001 |
|
RU2233563C2 |
| УСТРОЙСТВО ДЛЯ СВЕТОЛУЧЕВОЙ ПАЙКИ И СВАРКИ МЕТАЛЛОВ И НЕМЕТАЛЛОВ | 1996 |
|
RU2127176C1 |
| Способ соединения деталей | 1982 |
|
SU1152941A1 |
| Способ изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов | 2018 |
|
RU2676296C1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЙСОДЕРЖАЩИХ СОТОВЫХ ЭЛЕМЕНТОВ С ПРИМЕНЕНИЕМ РАДИАЦИОННЫХ НАГРЕВАТЕЛЕЙ | 2004 |
|
RU2355525C2 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |