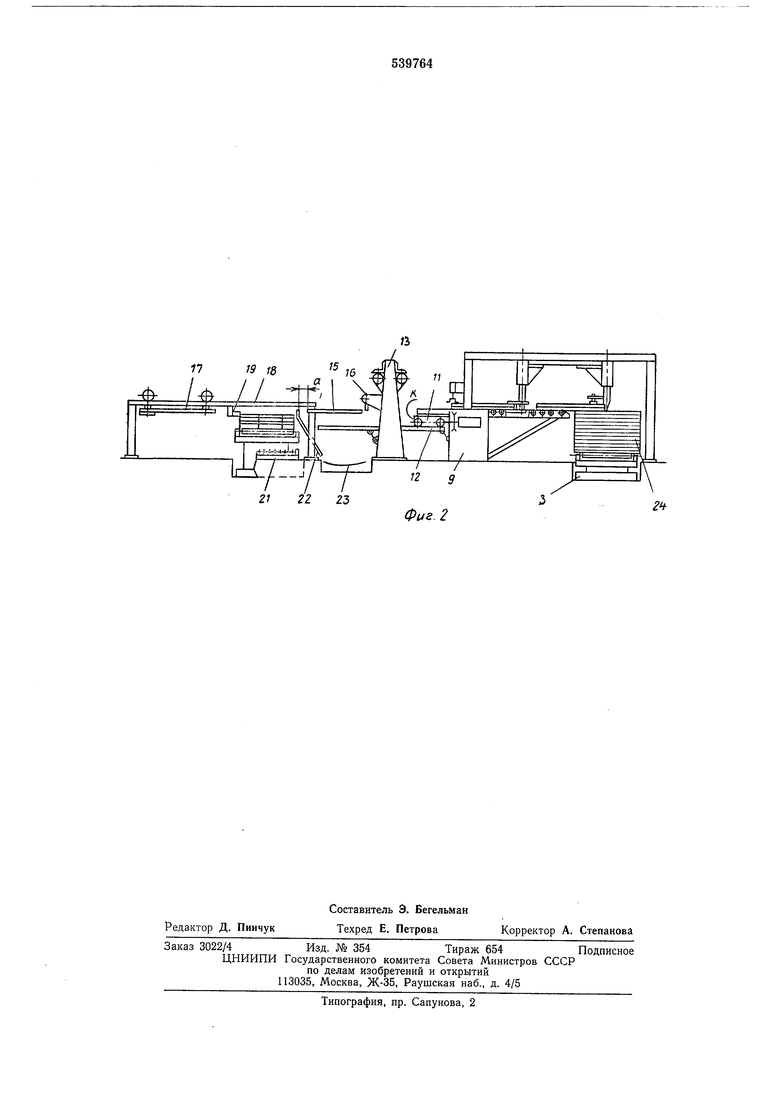
подается под прижим продольного пильного агрегата 9. При этом, если производится раскрой с зачисткой передней кромки, образуется обрезок «в, который остается на поддерживающих кронштейнах 10.
Далее происходит продвигание пакета плит с помощью каретки на ширину первой отрезаемой полосы «с и отпиливание. После этого включается в работу участок поперечного раскроя. Поднимаются направляющие 12 со столом 11, обрезок «в и первая полоса «с снимаются с поддерживающих кронштейнов и продвигаются под траверсой поперечного пильного агрегата 13. В это время пильные головки 14, подготовленные к включению на пульте станка, включаются в работу и опускаются, благодаря чему производится поперечный раскрой полосы «с. При дальнейшем движении стола И раскроенная полоса «с оказывается над приемными штангами 15, направляющие 12 и стол 11 опускаются и раскроенные обрезок «в и полоса «с оказываются на приемных штангах 15. Стол 11 возвращается в исходное положение за следующей полосой «d. Операции повторяются. При движении стола 11 вперед он со своей передней кромкой «К сталкивает находящиеся на штангах обрезок «в в просвет «а, а полосу «с на платформу укладчика 17, которая находится во время раскроя в передней позиции над подъемным столом 20, и край платформы находится от концов приемных штанг 15 также на расстоянии «а и попадают на склиз 22 и далее по транспортеру 23 выносятся из рабочей зоны станка и попадают в дробилку.
Формула изобретения
Линия для раскроя- плит, преимущественно древесно-стружечных, включающая загрузочный рольганг, подъемный стол-питатель, многопильный форматно-раскроечный станок с разгрузочным устройством, укладчик и приемиый рольганг, отличающаяся тем, что, с целью автоматизации укладки раскроенных плит, сбора и транспортировки отходов, между разгрузочным устройством станка и укладчиком установлена наклонная плоскость для
удаления отходов, а укладчик выполнен в виде подвижной в горизонтальной плоскости платформы, выполненной из набора консольно закрепленных штанг. Источники информации, принятые во внимаиие при экспертизе:
1.Проспект фирмы «Schwabedissen, ФРГ, 1970.
2.Авторское свидетельство СССР № 388879, М. Кл.2 В 27В 11/00, 1971 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Система для управления и диагностирования линии раскроя облицованных плит | 1990 |
|
SU1766652A1 |
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 1973 |
|
SU388879A1 |
| Станок для раскроя отделанных плит | 1986 |
|
SU1382638A1 |
| Устройство для пакетирования ракроенных плит и разделения их на отдельные стопы | 1978 |
|
SU670506A1 |
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| Устройство для разгрузки щитовых деталей | 1982 |
|
SU1263599A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| РАСКРОЯ ДРЕВЕСНОСТРУЖЕЧНЫХПЛИТ | 1965 |
|
SU172468A1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
Фиг. 1 -Н/ 21 22 25 Фиг. 2
