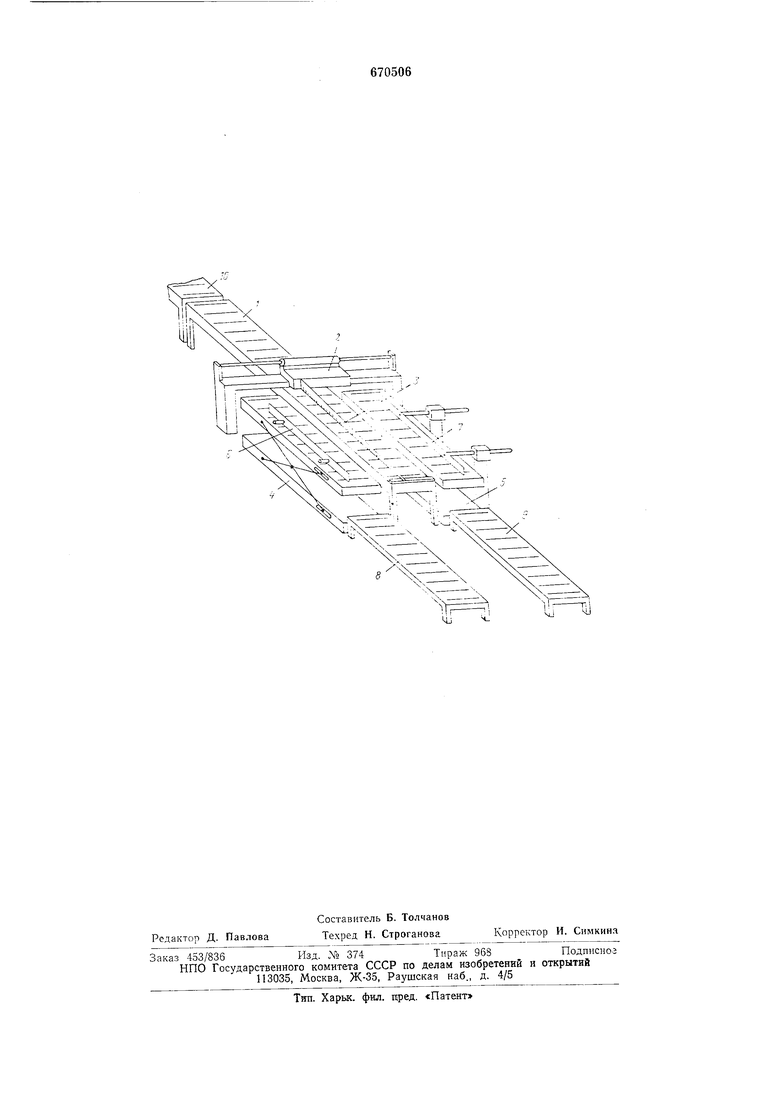
После того как полоса материала будет раскроена на раскроечном станке, она перемещается на подающий конвейер -и транспортируется к сталкивающему механизму, где сталкивающей план1кой раскроенная нолоса материала в соответствии с заранее введенной в устройство управления программой перекладывается на стол 4 или 5, который после этого опускается на высоту уложенного материала. Унарные линейки 7 предотвращают сдвиг нижних плит во время укладки. При повторении цикла укладки на подъемных столах формируются щтабели раскроейного материала, состоящие из ряда стоп. Верхние платформы подъемных столов представляют собой рольганги. По окончании з-кладки рольганги подъемных столов и напольные транснортеры-рольганги, установленные последовательно с иодъемно-опускным|и столами, находятся на одном уровне. Но скорость вращения роликов напольных рольгангов вьпде скорости вращения роликов рольгангов подъе.мно-опускных столов. За счет этой разницы в скорости при перекатываиии щтабеля с подъемного стола на напольный рольганг происходит разделение стоп между собой, т. е. образуются ряды отдельных стоп раскроенного материала, готовых к транспортировке на последующую обработку. Ролико, стол 10 служит для размещения раскроенной продольной полосы, состоящей из деталей, требующих ручной уклаДКи. При этом цикл автоматической укладки не прерывается. Описанное устройство предназначено для работы в составе линии МРП, включающей в себя раскроечный станок ЦТМФ. Входящее в состав линии МРП программное устройство управления укладчиком обеспечивает возможность программирования работы сталкивающего механизма и подающего конвейера в соответствии с конкретной картой раскоря материала. Например, необходимо две полосы улоячить на подъемио-олускной стол 4, одну полосу - на стол 5, а одну полосу передать для ручной укладки на роликовый стол 10, затем вернуть схему в исходное положение и повторить цикл. Программирование такого цикла осуществляется с помощью щтеккерпой панели и реле счетчика импульсов программного устройства линии МРП. Формула изобретения Устройство для пакетирования раскроенных плит и разделения их на отдельные стопы, включающее подающий конвейер, сталкивающий механизм и подъемно-опускные столы, отличающееся тем, что, с целью упрощения конструкции и повыщения производительности, сталкивающий механизм расположен перед установленными по обе стороны подающего конвейера подъемно-опускными столами, снабженными транспортерами в верхней части, и выполнен в виде реверсивной приводной каретки, подвижно установленной iB направляющих и снабженной сталкивающей , причем последовательно с подъемно-опускными столами установлены напольные транспортеры, скорость движения которых больще скорости движения транспортеров подъемноопускных столов. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 261972, кл. В 65 G 47/38, 1965. 2.Авторское свидетельство СССР Л 314711, кл. В 65 G 47/34, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для раскроя плит | 1975 |
|
SU539764A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| Машина для формирования пакета штуч-НыХ гРузОВ HA пОддОНЕ | 1978 |
|
SU816915A1 |
| Устройство для укладки изделий в стопу | 1989 |
|
SU1722953A1 |
| Устройство для укладки металлическихчушЕК B пАКЕТ | 1979 |
|
SU850532A1 |
| Установка для охлаждения древесностружечных плит | 1980 |
|
SU935309A1 |
| Система для управления и диагностирования линии раскроя облицованных плит | 1990 |
|
SU1766652A1 |
| Устройство для сортировки и укладки в стопу полосового материала | 1983 |
|
SU1199370A1 |
| Устройство для укладки в тару штучных изделий | 1986 |
|
SU1339049A1 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |