Изобретение касается изготовления и термической обработки специального мелкозернистого режущего инструмента из твердых сплавов и может найти применение в инструментальной промышленности, в приборостроении и электронике.
Цель изобретения - повышение износостойкости и прочности инструмента и снижение трудоемкости химико-термической обработки. Предусматривается также исключение выкрашивания, улучшение прира- батываемости и уменьшение деформации тонколезвийного инструмента.
Способ включает химико-термическую в вакууме при температуре 850 - 880°С в засыпке, содержащей карбид бора и отходы обработки янтаря, взятых в соотношении 3:1, а также алмазную доводку и ионно-плазменную обработку нагревом рабочей части плазмой на воздухе с последующим отпуском. При этом отпуск проводят при 580 - 640°С с охлаждением в растворе лигносульфонатов с добавкой дисульфида молибдена, нагрев плазмой проводят 5 - 6 с.
Сущность протекающих при обработке по предложенной технологии процессов в следующем.
При вакуумном нагреве в засыпке выбранного состава формируется диффузионный слой более равномерной микротвердости, преимущественно с напряжениями сжатия в тонких режущих кромках, в результате повышается контактная прочность и износостойкость.
Состав порошковой смеси обеспечивает высокий углеродный потенциал в интервале 850 - 880°С, исключает окисление поверхности, повышает скорость формирования диффузионного слоя без внутреннего окисления, улучшает класс чистоты поверхности режущих граней, уменьшает объем и трудоемкость алмазной доводки кромок.
Дополнительный отпуск с неизотермическим сульфооксидированием во взвеси
СО
С
xj о
00
СО
ел о
дисульфида молибдена в лигносульфонате одновременно с упрочнением основного металла повышает антифрикционные, анти- задирные свойства, улучшает прирабатыва- емость инструмента.
Таким образом в 1,5 - 2,2 раза удается повысить эксплуатационные характеристики твердосплавногснин трумента.
ПрактическигспрсрБ осуществлен в условиях мепкс ёри ййого производства при обработке инструмента для изготовления прецизионных деталей из молибденовых сплавов МИ-5, ЦМ-10, никелевых сплавов ХН78Т и ВХ-4А.
Пример. Резцы расточные вышлифованные из сплава ВК-8 размером 2 х 3 х 40 мм для обработки тонкостенных обойм катода из сплава МИ-5 устанавливали в приспособление из силикографита в засыпке, содержащей 90 г карбида бора и 30 г отходов механической обработки янтаря.
После вакуумного нагрева в малоэнергетической печи СНОЛ-1,6-2,5.1/9И2 в вакуумной реторте из нержавеющей стали 12Х18Н10Т при температуре 880°С в течение 45 мин с охлаждением в вакууме. Затем производили тонкую доводку каждой вставки и обрабатывали рабочую часть плазменной струей источника плазмы Факел-001 в течение 5 - 6 с, температура отпуска 580 - 640°С, охлаждение во взвеси дисульфида молибдена и влигносульфонате, при содержании дисульфида молибдена 0,15 мас.%.
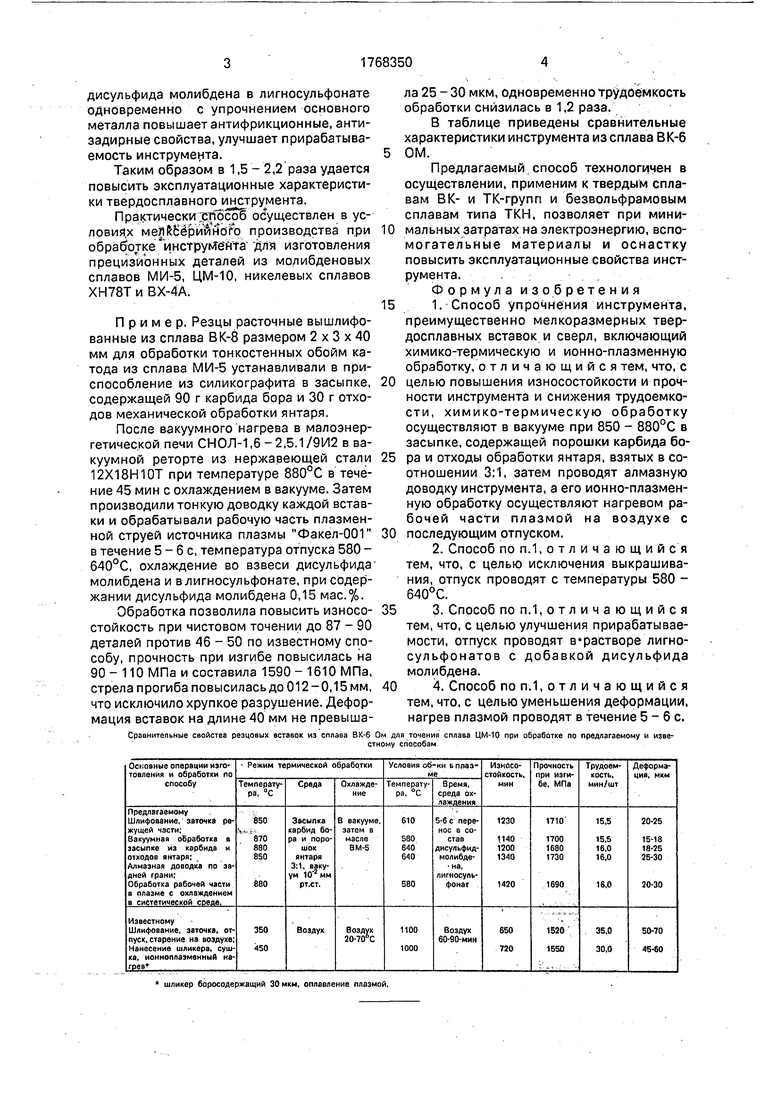
Обработка позволила повысить износостойкость при чистовом точении до 87 - 90 деталей против 46 - 50 по известному способу, прочность при изгибе повысилась на 90 - 110 МПа и составила 1590 - 1610 МПа, стрела прогиба повысилась до 012-0,15 мм, что исключило хрупкое разрушение. Деформация вставок на длине 40 мм не превышала 25 - 30 мкм, одновременно трудоемкость обработки снизилась в 1,2 раза.
В таблице приведены сравнительные характеристики инструмента из сплава ВК-6
ОМ.
Предлагаемый способ технологичен в осуществлении, применим к твердым сплавам В К- и ТК-групп и безвольфрамовым сплавам типа ТКН, позволяет при минимальных затратах на электроэнергию, вспо- могательные материалы и оснастку повысить эксплуатационные свойства инструмента.
Формула изобретения
1. Способ упрочнения инструмента, преимущественно мелкоразмерных твердосплавных вставок и сверл, включающий химико-термическую и ионно-плазменную обработку, отличающийся тем, что, с
целью повышения износостойкости и прочности инструмента и снижения трудоемкости, химико-термическую обработку осуществляют в вакууме при 850 - 880°С в засыпке, содержащей порошки карбида бора и отходы обработки янтаря, взятых в соотношении 3:1, затем проводят алмазную доводку инструмента, а его ионно-плазменную обработку осуществляют нагревом рабочей части плазмой на воздухе с
последующим отпуском.
2. Способ по п.1,отличающийся тем, что, с целью исключения выкрашивания, отпуск проводят с температуры 580 - 640°С.
3. Способ по п.1,отличающийся тем, что, с целью улучшения прирабатывае- мости, отпуск проводят в«растворе лигно- сульфонатов с добавкой дисульфида молибдена.
4. Способ по п.1,отличающийся тем, что, с целью уменьшения деформации, нагрев плазмой проводят в течение 5 - 6 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ С ФОРМИРОВАНИЕМ САМООРГАНИЗУЮЩИХСЯ ИЗНОСОСТОЙКИХ СЛОЕВ КАРБИДОВ | 2001 |
|
RU2213160C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| Способ химико-термической обработки твердосплавного режущего инструмента | 1990 |
|
SU1720797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ МАТРИЧНЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2001 |
|
RU2185263C1 |
| СПОСОБ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1993 |
|
RU2075536C1 |
| СПОСОБ КАРБОНИТРИРОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 2011 |
|
RU2463381C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ И КЕРАМИКИ | 1995 |
|
RU2092611C1 |
| СПОСОБ КАРБОБОРИРОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2276202C1 |
Использование: упрочняющая обработка режущего инструмента. Сущность изобретения: твердосплавный инструмент обрабатывают в вакууме при температуре 850 - 880°С в засыпке, содержащей порошки карбида бора и отходов обработки янтаря, взятых в соотношении 3:1, затем проводят алмазную доводку инструмента, далее ионно-плазменную обработку нагревом рабочей части плазмой в течение 5 - 6 с на воздухе до температуры 580 - 640°С с последующим отпуском в растворе лигно- сульфонатов с добавкой дисульфида молибдена. 3 з.п. ф-лы, 1 табл.
Сравнительные свойства резцовых вставок из сплава ВК-6 Ом для точений сплава ЦМ-10 при обработке по предлагаемому и известному способам
| Технология машиностроения, 1990, № 9, реф | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
