Изобретение относится к производству древесностружечных плит, в частности к производству мебели, и может быть применено в деревообрабатывающей промышленности.
Цель изобретения-снижение токсичности при улучшении физико-механических свойств древесностружечных плит и упрощение введения акцептора формальдегида.
Изобретение осуществляют следующим образом.
Вводят гранулированный карбамид в сухую стружку внутреннего слоя; смесь через шнековый питатель подают в смеситель, смешивают со связующих; формируют на сетчатых поддонах стружечный ковер, который помещают в горячий пресс и прессуют в течение 2,5 мин при 200°С плиту толщиной 18 мм; плиту охлаждают и выдерживают в течение суток.
При этом гранулированный карбамид вводят через загрузочный бункер, шнековый питатель и загрузочный люк при скорости шнекового питателя 1-4 об/мин в сухую стружку при соотношении стружка:карбамид (мае.ч.) 100:0,4-2,0 на выходе ее из бун- кера сухой стружки в редлер (цепной транспортер) с последующим перемешиванием при подаче на редлере и в промежуточном бункере хранения сухой стружки с перемешивающим устройством. При таком способе подачи акцептора формальдегида
00
со
00
со
устраняются операции растворения карбамида в воде и выпаривания ее при сушке стружки.
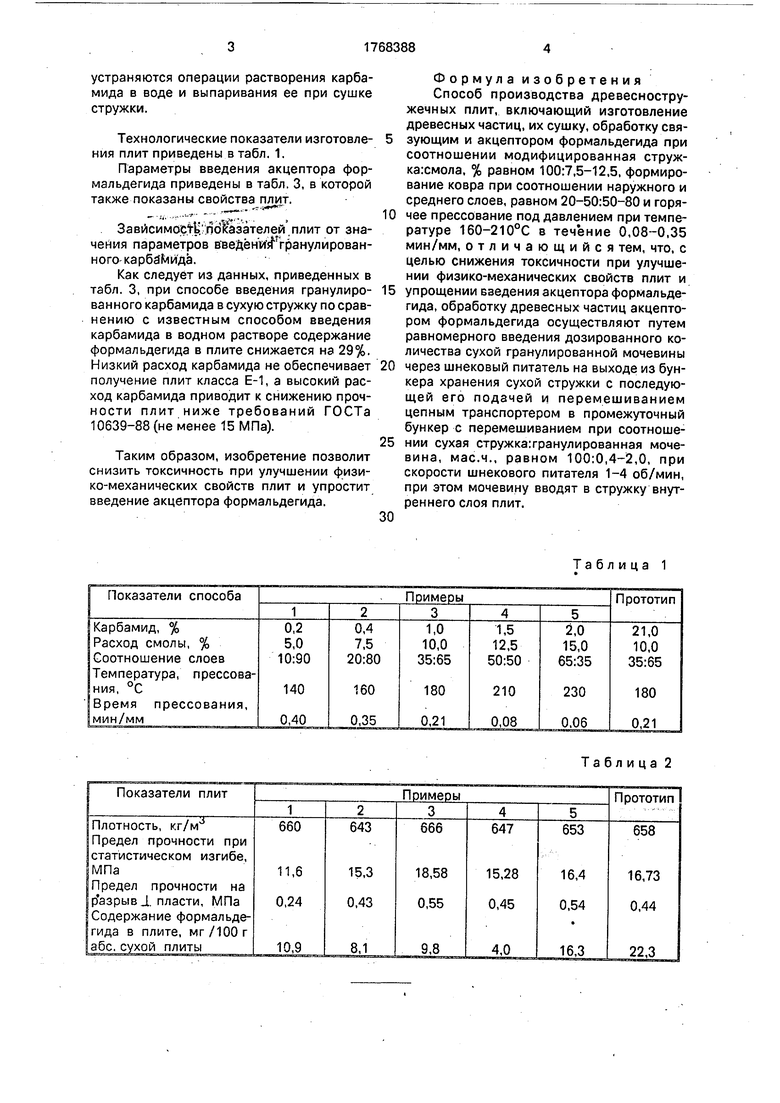
Технологические показатели изготовления плит приведены в табл. 1.
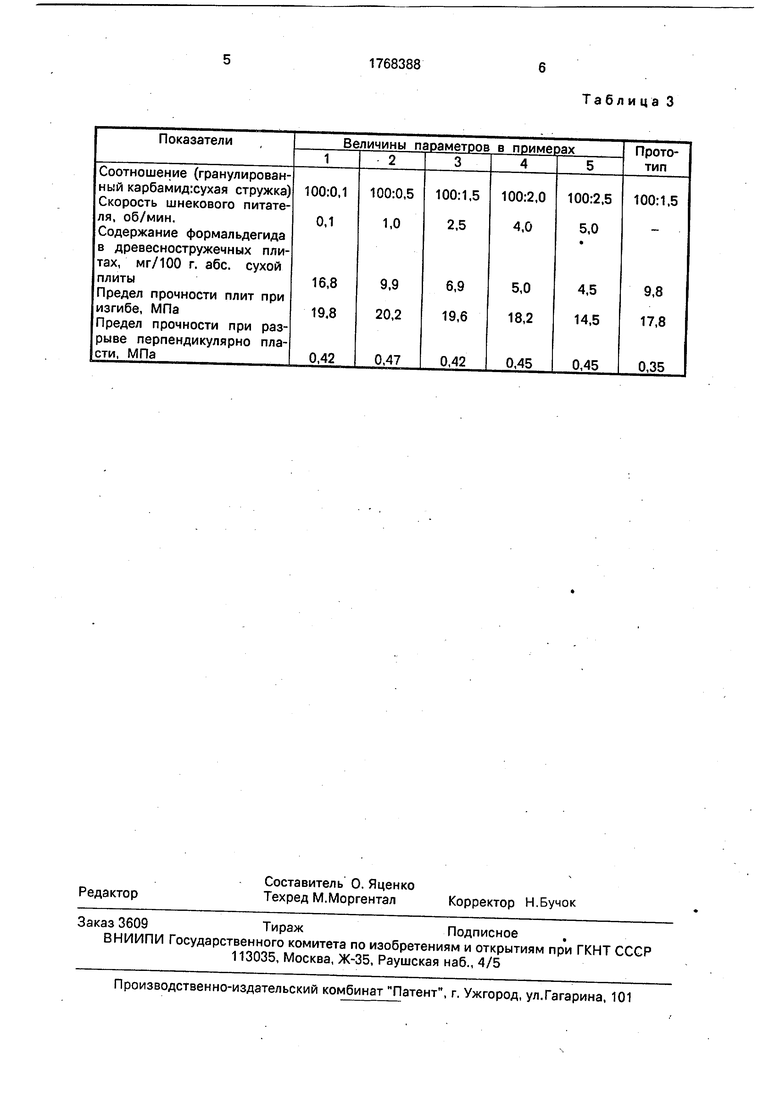
Параметры введения акцептора формальдегида приведены в табл. 3, в которой также показаны свойства плит.
-и/
ЗавйсимостУ. по Ъзателей плит от значения параметров в-веДёнМя ггранулирован- ного карба Мида.
Как следует из данных, приведенных в табл. 3, при способе введения гранулированного карбамида в сухую стружку по сравнению с известным способом введения карбамида в водном растворе содержание формальдегида в плите снижается нэ 29%. Низкий расход карбамида не обеспечивает получение плит класса Е-1, а высокий расход карбамида приводит к снижению прочности плит ниже требований ГОСТа 10639-88 (не менее 15 МПа).
Таким образом, изобретение позволит снизить токсичность при улучшении физико-механических свойств плит и упростит введение акцептора формальдегида.
Формула изобретения Способ производства древесностружечных плит, включающий изготовление древесных частиц, их сушку, обработку связующим и акцептором формальдегида при соотношении модифицированная струж- ка:смола, % равном 100:7,5-12,5, формирование ковра при соотношении наружного и среднего слоев, равном 20-50:50-80 и горячее прессование под давлением при температуре 160-210°С в течение 0,08-0,35 мин/мм, отличающийся тем, что, с целью снижения токсичности при улучшении физико-механических свойств плит и
упрощении введения акцептора формальдегида, обработку древесных частиц акцептором формальдегида осуществляют путем равномерного введения дозированного количества сухой гранулированной мочевины
через шнековый питатель на выходе из бункера хранения сухой стружки с последующей его подачей и перемешиванием цепным транспортером в промежуточный бункер с перемешиванием при соотношении сухая стружка:гранулированная мочевина, мае.ч., равном 100:0,4-2,0, при скорости шнекового питателя 1-4 об/мин, при этом мочевину вводят в стружку внутреннего слоя плит.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2068856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТОКСИЧНЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422267C1 |
| Способ изготовления малотоксичных древесностружечных плит | 1990 |
|
SU1780522A3 |
| Способ производства древесностружечных плит пониженной токсичности | 1989 |
|
SU1675087A1 |
| Способ изготовления древесностружечных плит | 1987 |
|
SU1521598A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| МОДИФИКАТОР СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ, СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ | 2019 |
|
RU2720306C1 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1771967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТОКСИЧНЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2013 |
|
RU2527524C1 |
Использование: деревообрабатывающая промышленность, производство древесностружечных плит. Сущность изобретения: стружку из древесины осины влажностью 1,5-2,0%, используемую для внутреннего слоя плит, обрабатывают путем введения акцептора формальдегида в гранулированном виде через шнековый питатель на выходе из бункера хранения сухой стружки при соотношении стружка:гранулированный акцептор формальдегида мае.ч., равном 100:0,5-2,0. Скорость шнекового питателя составляет 1-4 об/мин. Затем обра- ботанную стружку подают с перемешиванием цепным транспортером в промежуточный бункер. Стружку обрабатывают смолой КФ-МТ 15 и отвердителем состава, %: хлористый аммоний 15, карбамид 17, вода 68. Расход отвердителя составляет к массе стружки 0,21%. Количество смолы составляет 7,5-12,5% от массы стружки. Соотношение наружных и среднего слоев при формировании ковра составляет 50:50- 20:80. Плиты прессуют при 160-210°С и продолжительности 0,08-0,35 мин/мм. 3 табл. (Л
Таблица 1
Таблица 2
Таблица 3
| Способ производства древесно-стружечных плит | 1983 |
|
SU1230836A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Плиты и фанера, экспресс-информация | |||
| Отечественный производственный опыт | |||
| М., ВНИИПИЭИлеспром, 1986, вып | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
