Известны различные миогоэлектродные машины для контактной точечной сварки с односторонним подводом тока и разнообразными кондукторами для установки и фиксации свариваемых деталей, с опорами различной формы, расположенными против электродов, и приводом для их перемещения.
В описываемой машине для контактной приварки ребер охлаждения сварка автоматизирована и повышено ее качество благодаря тому, что привод для иеремешення каждого электрода выполнен в виде гидроцилиндра, на шток которого установлена сварочная головка, а опоры для сварки выполнены в виде блока сдвоенных раздвижных цилнндров, ерабатываюших одновременно с цилиндрами наружных сварочных головок.
В первичную цепь каждого сварочного трансформатора описываемой машины может быть включеио токовое реле, гюдаюш,ее соответствуюшнй сигнал на исполннтельный орган, а унравление вертикальным перемеше1Н1ем бака осуш,ествляетси с помош,ью бесконтактной системы, состояшей из фотореле и программирующего устройства.
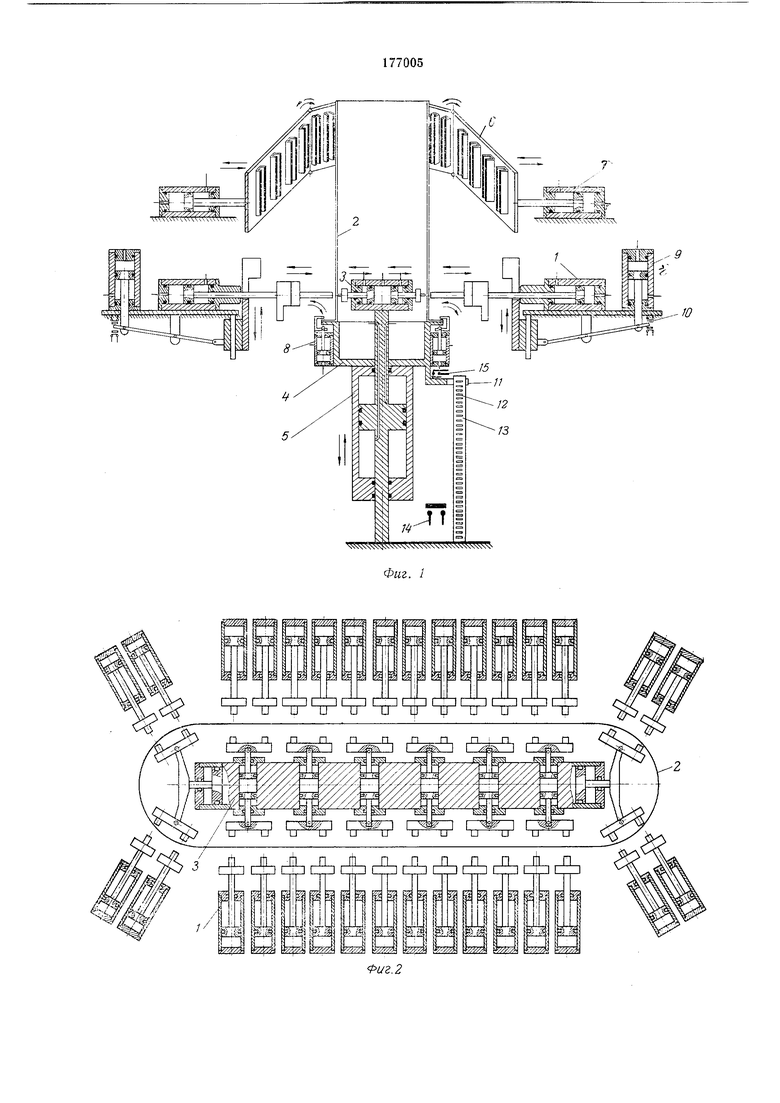
На фиг. 1 ноказана схема онисываемой машииы, вид сиередн; па фиг. 2 - то же, вид сверху.
расположена против того ребра, которое она приваривает.
Сварочные головки установлены на штоках гидроцилиндров.
Внутри бака 2 находятся опоры для сварки, выполненные в виде блока 3 сдвоенных раздвижных гпдроцилиндров. На штоках гидроцилиндров шарнирно укреплены медные колодки с двумя электродами каждая. Опоры срабатывают одновреме}1но с внешними сварочным головкам. д 1еДНЫМИ ГОЛОВК СО cBapo4 ib iM i трансформаторам, которые рассч - таны ia сварку одновреме Ю двух точек. Все точки одного ряда на баке свар 1вают в две очереди, поэтому внешние свароч 1ые головк соответственно разбиты на 2 группы. Бак расположен на приемном столе 4, закрепленном на цилиндра 5 стола. На штоке поршня iToro укреплен блок 3 опор. Для пр вар ваемых к баку ребер служат два ко 1дуктора 6 с пр Водам 7. Бак ф КС руется На столе с гндроц линдров 8 одноврел е 1 о пр водами 7 гь1дв гаются Г) cTOpo iy бака кондукторы 6, охватыва ОЩ 1е его. После этого в аправляю Ц е кондукторов вставляются пр 1вар 1ваемые ребра.
Срабатывают все сварочные головки и прижимают ребра к стенкам бака. Затем опускаются ограиичнтельиые гребеикн цилиндрами У нриводов этих гребенок. Ограничительные гребенки иозволяют сократить рабочий ход внешних 1оловок, а следовательно, и время на их нерелМещение, что сокранцает общий цикл сварки бака. Зате.м с номощью концевого выключателя 10 подается команда на обратный ход сварочным головкам второй очередн, а головки первой очереди в это время работают. По окоичании сварки головками иервой очереди начинается сварка головка1ми второй очередн. После сварки всех точек в иервом ряду подается команда на опускание стола с баком для сварки второго ряда точек. Опускание стола продолжается до тех нор, пока кропштейп // с закреплеппы.ми на ием источником света ч фотосонротнвлением, не опустптся до следующей щели 12 на командной рейке 13. В момент освещения фотосонротивле1П1я через щель нсточником света стол останавливается и начинается сварка следующего ряда точек. При сваркеноследиего ряда точек, когда кронштейн П нажн.мает на концевой выключатель 14, после сварки второй группы точек подается команда на нря.мой ход сварочным головкам первой грунны. После этого ограничительные гребенки поднимаются, кондуктор раздвигается, а стол 4 поднимает бак с приваренными ребрами в крайнее верхнее ноложение, где при замыкании концевого выключателя 15 кронштейном // подается команда на освобождение бака от фиксации его на столе и приведение всех устройств машины в исходное положение.
Поско.чьку описываемая машина сваривает в баке большое число точек, то в целях коитроля качества нриваркн ребер в первичную цень каждого сварочного трансформатора
включено токовое реле. Контакты реле включены в сеть сигиалнзации и управления так, что в случае ненрохождения сварочного тока но какой-либо иричине машина останавливается и подается сигнал с того места, где сварка прервалась.
Предмет и з о О р е т е н н я
1.Машина для контактной приварки ребер охлаждения с односторонним нодводом тока,
содержащая кондукторы для установки и (энксадии ребер и электроды с приводом для их горизонтального пере.мещепия, отличающаяся тем, что, с целью автоматизации сварки и повышения ее качества, привод для перемещения каждого электрода вынолнен в виде гидроцилиндра, lia штоке которого установлена сварочная головка, а опоры для сварки выполнены в виде блока сдвоенных
раздвнжиых цнлнндров, срабатывающих одновременно с цн.чнндрами сварочны.х головок.
2.Машина по п. 1, отличающаяся тем, что в первнчную цень каждого сварочного транс(}юрматора включено токовое реле, подающее соответствующнй сигиал на исполнительный орган, а уиравление вертикальным перемещением бака осуществляется с номощью бесконтактной системы, состоящей из фотореле и нрограммирующего устройства.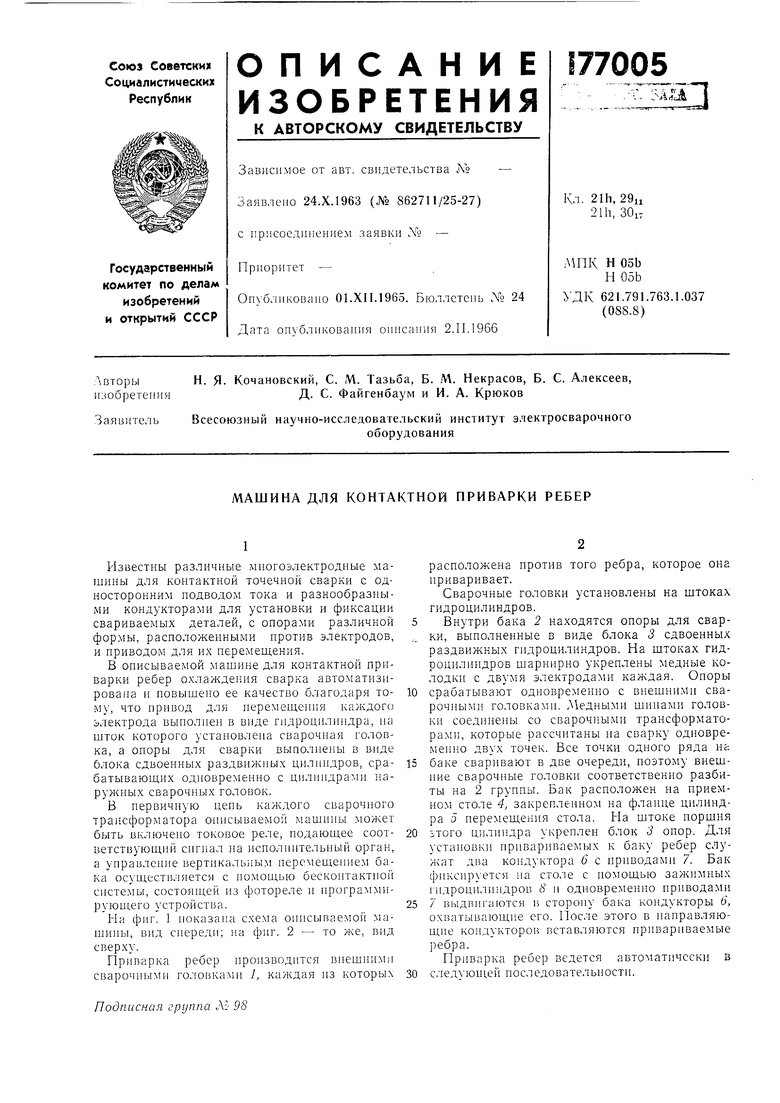
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1969 |
|
SU251122A1 |
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Установка для приварки ребер к трубе | 1978 |
|
SU772775A1 |