(54) УСТАНОВКА ДЛЯ ПРИВАРКИ РЕБЕР К ТРУБЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приварки ребер к трубе | 1985 |
|
SU1299764A2 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для сборки и сварки шнеков | 1982 |
|
SU1117174A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Установка для сборки и сваркиТОНКОСТЕННыХ цилиНдРичЕСКиХ КОРпуСОВС КОльцАМи жЕСТКОСТи | 1979 |
|
SU841880A1 |
| СТАНОК ДЛЯ ЗАКРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА В ЩЕТКАХ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2016448C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
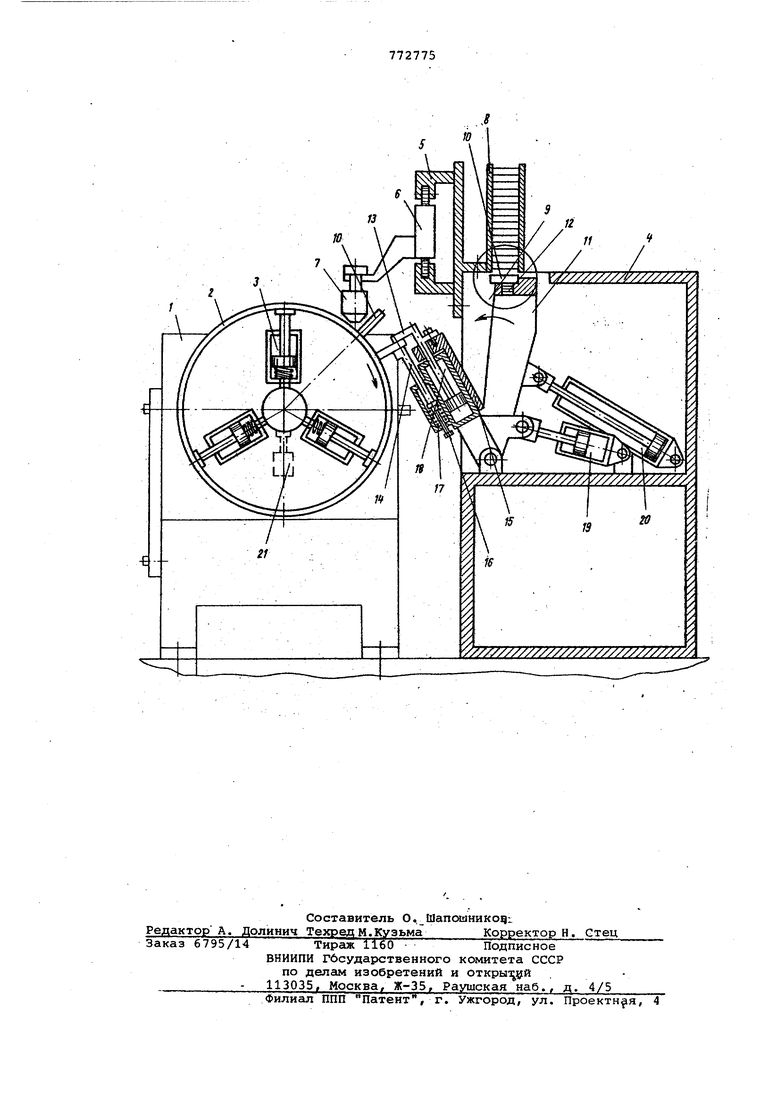
- Изобретение относится к сварочно-. му оборудованию и может быть использовано для приварки ребер охлаждения к корпусам крупногабаритных электродвигателей, имеющих цилиндрическую форму, например станины электродвига теля ВАСО, нагнетателей, крупногабаритных вентиляторов для установки в шахтах, а также для приварки ребер жесткости к корпусам механизмов, име ющих цилиндрическую форму. Известна установка для сварки про дольных швов многошовных цилиндричес ких обечаек, содержащая колонку с фо мирующей подкладкой, установленной с возможностью перемедейия вдоль оси обечайки.и балку с размещенными на ней пневмоприжимаМи, а также разжимную поворотную оправку, позволяющую одаривать поочередно все швы обечайки tl . Недостатком такой конструкции является наличие ручной операции поворота оправки на шаг между последующими швами, снижающее производительность. . Известна установка для приварки ребер к трубе, содержащая корпус, ме ханизм зажима трубы,.механизм подачи ребер в зону сварки, сварочную головку 2 -. Недостатком этого устройства также является отсутствие механизма поворота трубы для приварки следующего ребра. ; Цель изобретения - повышение производительности путем повышения точности механизированного поворота трубы за ребро на заданный шаг и осуществления приварки ребра к трубе без. предварительной прихватки. Поставленная цель достигается тем, что установка снабжена механизмом фиксирования ребра и поворота трубы за приваренное ребро, выполненным из двух губок и пневмоцилиндра с подвижной направляющей, при этом одна губка соединена со штоксм пневмоцилиндра и с подвижной направляющей, а вцорая смонтирована на корпусе пневмоцилиндра и подпружинена. На чертеже представлен общий вид пред-чагаемого устройства. Устройство для приварки труб к трубе включает в себя планшайбу 1 для закрепления на ней обечайки 2 с помощью пневмозажимов 3, станину 4, на которой расположена направляющая балка 5 с кареткой 6 и сварочной головкой (например плазмотроном) 7, также кассета 8 с набором ребер пнев моцилиндр 9 для выталкивания нижнего ребра 10 из кассеты, поворотный стол 11 для подачи ребра к обечайке, закрепленный на станине, электромагниты 12, служащие для удержания ребра на столе при повороте, установленные в отверстиях стола, механизм захвата з ребро и поворота, состоящий из верхней губки 13, ния(ней губки 14, направляющая 15, 16, пружины 17 цилиндра 18 и пневмоцилиндров (или гидроцилиндров) 19 и 20. На поворотном столе установлен постоянный тор моз 21, служащий для исключения само произвольного поворота обечайки в слу чае дисбаланса. Работа на установке происходит в следующей последовательности. Обечайки 2 закреплена с помседью пневмозажимов 3 на установочном столе Ребро 10 выдвинуто из кассеты пневмоцилиндром 9 на поворотный стол 11; и удерживается на столе электромагнитом 12. При поступлении команды на подачу ребра и обечайки пневмоцилиндра 20 толкает стол поворотный и стол с ребром подходит к обечайке. Последую щая команда от конечного выключателя на движение каретки со сварочной головкой является началом приварки реб ра к обечайке. Пройдя по всей длинб ребра, головка заканчивает сварку и поворотный стол с выключенными магнитами отходит в первоначальное поло жение, после чего вступит в действие механизм захвата и поворота, работа Kd oporo заключается в следующей: с помощью цилиндра 18 и пневмоцилиндра 19 верхняя губка захвата заходит за ребро, приваренное к обечайке и при помощи тех же цилиндров подачей рабочей среды в штоковые полости пос ле отхода поворотного стола и исходное положение поворачивает за ребро обечайку на заданный угол, т.е. до жесткого упора в нижнюю губку 14 захвата, предварительно выбрав ход пружины 17. Пружина необходима для исключения упора нижней губки в приваренное ребро, когда захват, повернувшись вправо, пойдет на зацепление со следующим ребром. Точность шага (угла повброта обечайки) достигается с помощью регулируемого упора 16. Предлагаемая конструкция установки обладает тем преимуществом, что процесс непрерывной приварки ребер к обечайке большого ди.аметра является автоматическим, что при больше количестве ребер приводит к значителй ной экономии во времени. Так, например, при применении на установке плазменной головки для приварки 60 оебер длиной 0,5 I к обечайке 1,5 м i требуется загграта времени 50 мин против 8 ч при ручной электродуговой сварке. Формула изобретения Установка для приварки рёбер к трубе, содержащая корпус, механизм зажима трубы, механизм подачи ребер в зону сварки, сварочную головку, о тл и ч а ю щ а HC я -тем, что, с целью повышения производительности путем повышения точности механизированного поворота трубы за ребро на заданный шаг и осуществления приварки ребра к трубе без предварительной прихватки, уйтаВОВка снабжена механизмом. фиксиробанияре 5ра и повброта трубы за приваренное ребро, выполненным из двух Vy6oK и пнеймоцилиндра с полвяжной направляющей, при этом одна губка соединена со штоком пневмоцйлийдра и с подвижной направляющей, а вторая выПоянена подпружиненной и смонтирована на корпусе пневмоцилиндра. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 547319, кл. В 23 К 37/04, 23.12.74. 2.Патент Франции 1574782/ кл. В 23 К, 1966.
