Изобретение относится к устройствам дяй Многоточечной контактной сварки преимущественно пространственных каркасов из арматурной проволоки.
Известны устройства для многоточечной контактной сварки пространственных каркасов, содержащие контактные многоточечные машины и механизмы подачи прутков арматурной лроволоки. Однако эти устройства не позволяют сваривать каркасы с любой комбинацией щагов.
Предлагаемое устройство отличается от известных тем, что, с целью обеспечения сварки пространственных каркасов с любой комбинацией щагов, на транспорте смонтирована кассета с набором щаговых реек, взаимодействующая с фиксатором каретки шаговой тележки.
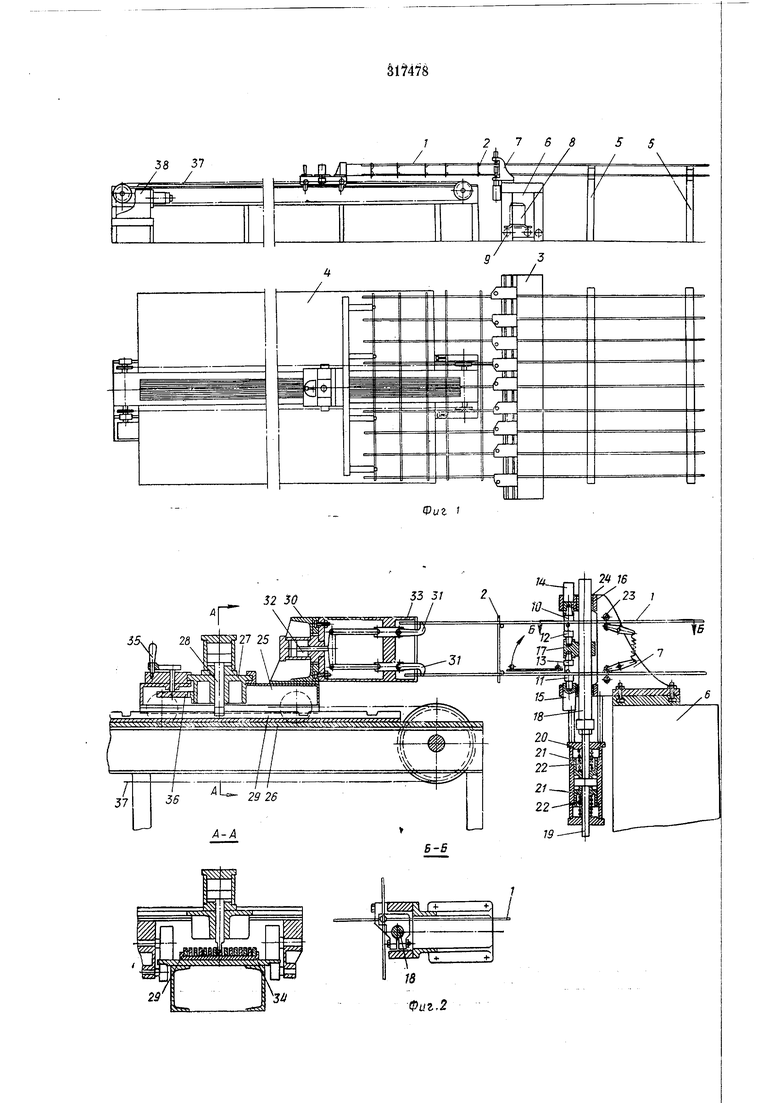
На фиг. 1 схематически изображено описываемое устройство в двух проекциях, общий вид; на фиг. 2 - разрезы по А-А и Б-Б.
Свариваемый каркас состоит из двух рядов продольных Прутков / и поперечных лесенок 2.
Предлагаемое устройство содержит мащину 3 для контактной многоточечной сварки, механизм лодачи 4 и загрузочное устройство 5.
сварочных головок соответствует числу продольных прутков }. Каждая сварочная грловка 7 питается от отдельного сварочно трансформатора 8.
Сварочная головка 7 снабжена наружныл 10, 11 и внутренними 12, 13 электродами. Наружные электроды установлены в неподви; ные электрододержатели верхний 14 и ни; НИИ 15, закрепленные в корпусе 16 сварочи
и ы 7,
головки 7. Внутренние электроды установлен в ПОДВИЖНОМ среднем электрододержателе ,
закрепленном на скалке 18, являюн1,еися продолжением штока 19 пневмоцилиндра 20, снабл енного упорными стаканамн 21 и ппужинами 22. Внутренний диаметр пнемоцили дра давления 20 выполнен ступенчатым, благодаря чему при отсутствии давления воздуха щток 19 со скалкой 18 и крепящимся на iieii средним электрододержателем 17 с электродами 12 и 13 возвратятся в исходное (среднее) положение, так как буртики стаканов под действием пружин 22 упрутся в соответ вующие ступени пневмодилиндра давления даже если пружины 22 дадут разные уси;
и я
или трение щтока о крышки цилиндра бу; 1ет различно.
разной высоты, предварительно отрегулировав по вертикали положение верхнего электрододержателя 14.
Скалка 18 втулками 23 изолирована от корпуса 16 сварочной головки 7.
Для обеспечения прохода продольных пруткол / через ось электродов, скалка 18 смещена относительно центра электродов в горизонтальной плоскости (см. фиг. 2 разрез по -).
Сварочные головки 7 перемещаются по ста: Нине 6 и устанавливаются в соответствии с расположением продольных прутков каркаса.
Верхние и нижние полости пневмоцилиндра давления 20 питаются от независимых рессиверов 9, что дает возможность производить сварку верхнего и нижнего рядов прутков с различными давлениями, благодаря чему диаметры арматуры в верхнем и нижнем ряду могут быть различны.
Закладка продольных прутков / производится через направляющие ролики 24.
Механизм подачи содержит шаговую тележку 25, перемещающуюся по столу транспортера 26. Шаговая тележка 25 снабжена кареткой 27 с установленным на ней пневматическим фиксатором 28, палец которого входит в пазы шаговых реек 29, прикреплённых к столу транспортера. Каждая щаговая рейка имеет пазы, расположенные в соответствии с полол ением поперечных лесенок одного типа каркасов.
Для соединения щаговой тележки со свариваемым каркасом на тележке установлена траверса 30 захватов 31, которые работают от пневмоцилиндров 32 и при запирании прижимают лесенку каркаса к кронштейну захватов S3.
Связывание каркаса с шаговой тележкой на время сварки всех лесенок, при наличии шаговых реек, дает возможность получения пространственного каркаса с любой комбинацией щагов между поперечными лесенками без последующего накопления шаговых погрешностей по длине каркаса.
Шаговые рейки 29 собраны в кассету 34. При переходе на сварку нового каркаса каретка 27 с фиксатором 28 при помощи рукоятки 35 и реечной пары 36 перемещается поперек оси шаговой тележки 25 и устанавливается под соответствующей шаговой рейкой. Благодаря этому упрощается переналадка и значительно сокращается время, необходимое для перестройки на разные типы каркасов.
Перемещение шаговой тележки 25 обеспечивается цепным транспортером 37 с двухскоростным приводом 38. Вторая скорость привода служит для замедления движения шаговой те5 лежки при подходе к позиции фиксирования. Загрузочное устройство 5 служит для поддержания свободных концов продольных прутков 1 и представляет ряд отдельных стоек с двумя ярусами поперечных балок.
0 Устройство для многоточечной контактной сварки пространственных каркасов работает следующим образом.
Продольные прутки / каркаса заправляют в сварочнь1е головки 7 через направляющие
5 ролики 24, заводят и устанавливают поперечную лесенку 2 под электроды головки. Включают пневмоцилиндр давления 20, при этом происходит и приварка верхних, а затем нижних прутков к лесенке.
0 После приварки первой лесенки подводят шаговую тележку 25, затем включением пневмоцилиндров 32 запирают захваты 31, благодаря чему каркас оказывается жестко прикрепленным к тележке. Тележка с каркасом
5 перемещается на шаг, соответствующий расстоянию до следующей лесенки. Заводят следующую лесенку, производят «варку верхнего и нижнегб яруса и перемещают тележку на следующий шаг.
0 После приварки последней лесенки тележка перемещается влево на расстояние, позволяющее продольным прутками выйти за пределы сварочных головок. Отпирают захваты 31 и снимают готовый каркас.
5 Захваты 31 запирают только первую лесенку и ведут ее до конца сварки всего каркаса, благодаря чему погрешность шагового расстояния между лесенками по длине каркаса не накапливается.
Предмет изобретения
Устройство для многоточечной контактной сварки пространственных каркасов, содержащее мащину для контактной многоточечной сварки и механизм подачи, выполненный в виде транспортера и щаговой тележки с кареткой, снабженной фиксатором, и траверсой с захватами, отличающееся тем, что, с целью
обеспечения сварки пространственных каркасов с любой комбинацией шагов, на транспортере смонтирована кассета с набором шаговых реек, взаимодействующая с фиксатором каретки щаговой тележки.
276555
/jjk/ / //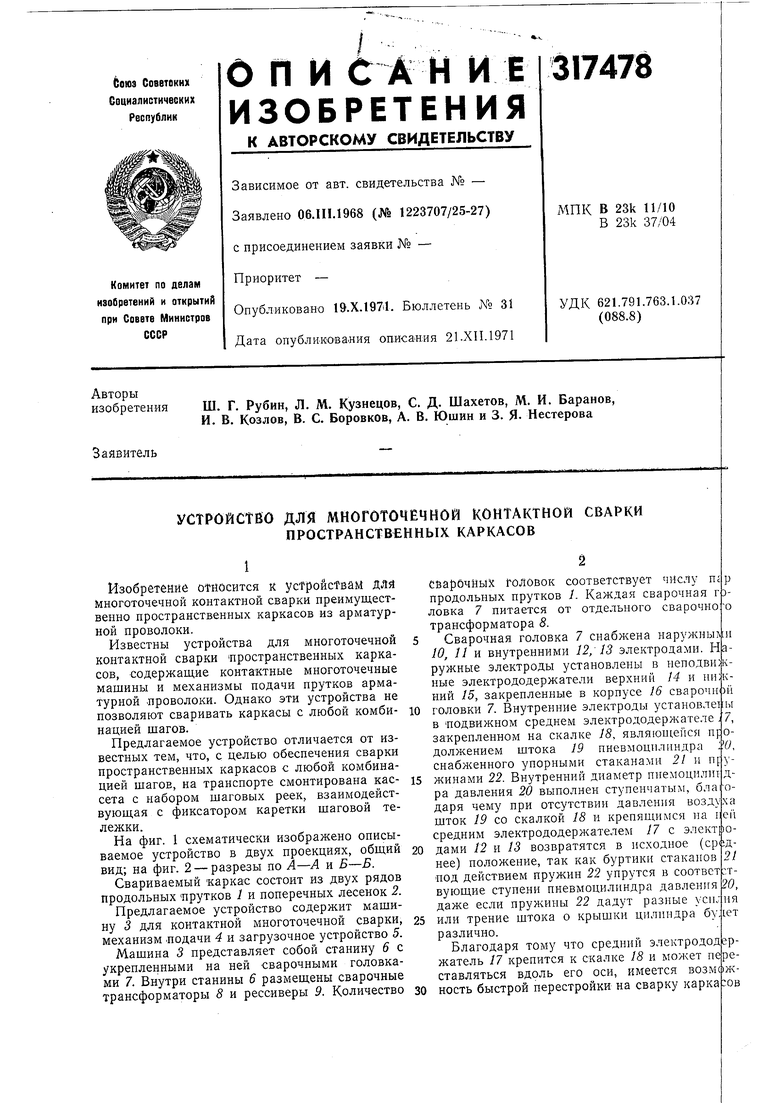
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU560684A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1970 |
|
SU275268A1 |
| Линия для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU556876A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Устройство для шагового перемещения | 1978 |
|
SU774732A1 |
| Машина для контактной точечной сварки арматурных изделий | 1976 |
|
SU611706A1 |