23 22 J2 2f 27 721 3 Ј
Изобретение касается сборки и сварки, в частности оборудования для сборки и сварки металлоконструкций.
Цель - расширение функциональных возможностей конвейера.
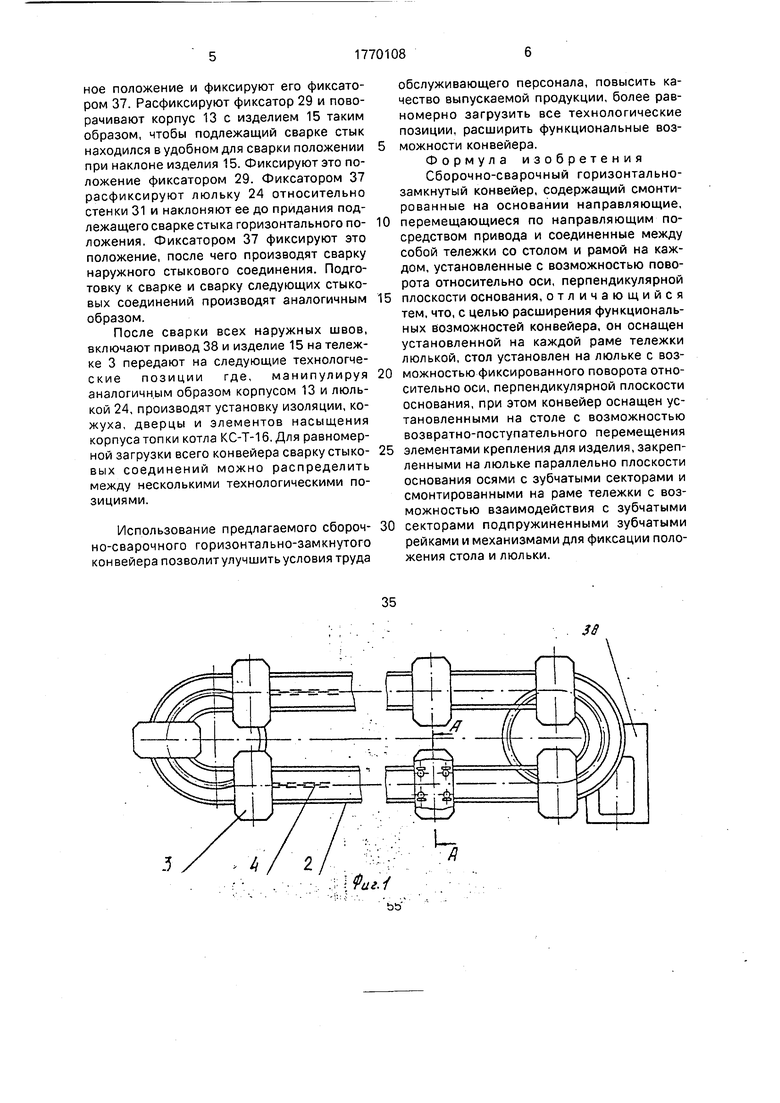
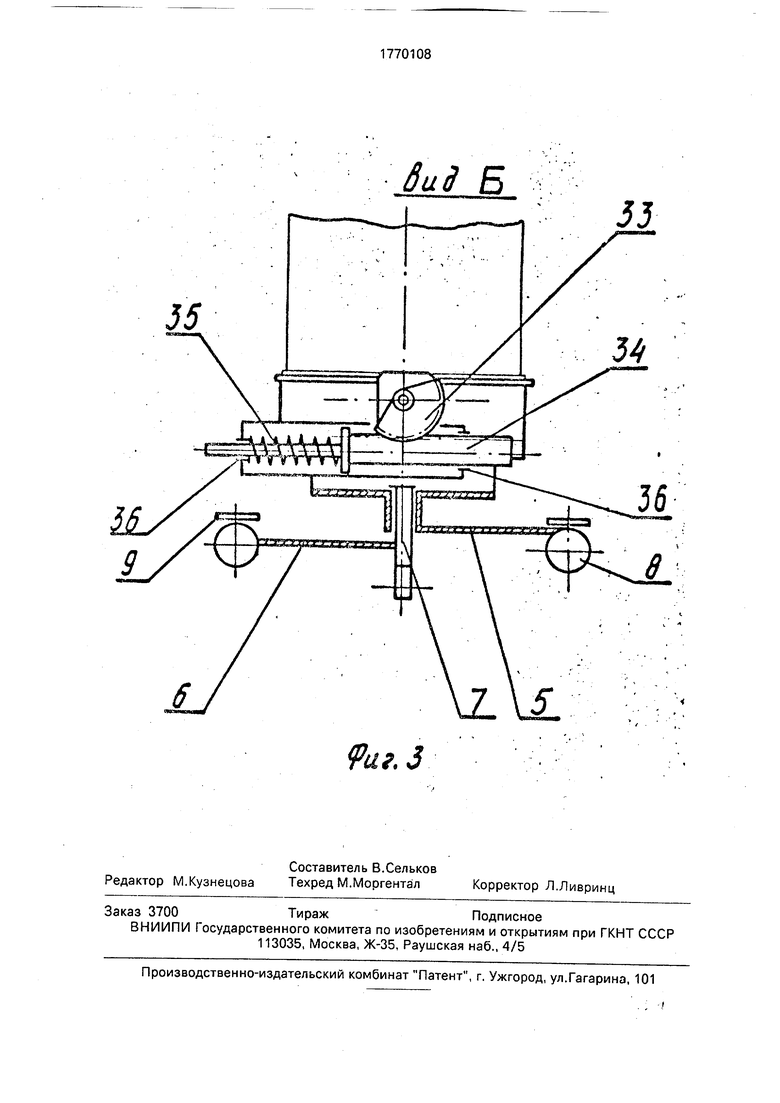
На фиг.1 изображен общий вид сбороч- но-сварочного горизонтально-замкнутого конвейера; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2,. ;
Сборочно-сварочный Уоризонтально- замкнутый конвейер содержит основание
1,на котором установлены направляющие
2.Тележки 3 соединены между собой цепью 4. Каждая из тележек 3 выполнена из двух частей 5 и 6, шарнирно соединенных между собой. Одна из частей 6 жестко закреплена на стержне 7, а другая часть 5 выполнена с отверстием, взаимодействующим с этим стержнем 7. Тележки 3 снабжены основными роликоопорами 8 и дополнительными роликоопорами 9. Ось 10 дополнительных роликоопор 9 расположена вертикально, а сама роликоопора 9 перемещается по ответным направляющим 11, расположенным на направляющих 2.
Стол 12 тележки 3 закреплен на корпусе 13 и снабжен винтовым приводом 14 для крепления изделий 15. Привод 14 выполнен в виде приводных рукояток - штурвалов 16, жестко соединенных с винтом 17 с левой и правой резьбой. Каждая часть резьбового участка винта 17 оснащена гайкой 18, снабженной планкой 19, оснащеннойй двумя расположенными в горизонтальной плоскости выступами 20.
Гладкая верхняя поверхность планки 19 при контакте с нижней поверхностью стола
12не позволяет гайке 18 провернуться. Выступы 20 планки 19 гайки 18 предназначены для крепления изделия 15 за нижние ножки, выполненные в виде карманов. Нижняя поверхность корпуса 13 оперта посредством
. колец 21 и 22 и шариков 23 на дно люльки 24. Для предупреждения смещения корпуса
13относительно кольца, размещенного на дне люльки 24, по оси 25 вращения корпуса 13 к нижней стороне дна его жестко прикреплен вал 26, установленный с возможностью поворота в отверстии 27 дна люльки 24. В боковых стенках корпуса 13, расположенных ниже дна его, выполнены отверстия 28, а на дне люльки 24 установлен подпружиненный фиксатор 29, установленный с возможностью периодического взаимодействия с отверстиями 28 корпуса 13. Боковые поверхности люльки 24 снабжены двумя осями 30, закрепленными параллельно плоскости ее основания и шарнирно размещенными в стенках 31 платформы 32 тележки 3, оси 30 оснащены зубчатыми секторами 33,
взаимодействующими с рейками 34, подпружиненными с одной стороны амортизационными пружинами 35 и установленными в направляющих 36. Стенка 31 платформы
32 снабжена фиксатором 37 наклона люльки 24. Конвейер перемещается под действием привода 38.
Сборочно-сварочный горизонтально- замкнутый конвейер работает следующим
образом.
В исходном положении конвейер находится в состоянии покоя. Рабочий орган подпружиненного фиксатора 29 находится в отверстии 28 корпуса 13, фиксируя его от
проворота по дну люльки 24. Гайки 18 с планками 19 сведены к центру корпуса 13. Люлька 24 зафиксирована от наклона фиксатором 37 так, чтобы стол 12 корпуса 13 находилась в горизонтальном положении.
Собранный на специальном сборочном приспособлении корпус топки котла КС-Т-16 весом 60 кг. устанавливают своим основанием на стол 12 тележки 3 таким образом, что его ножки, выполненные в виде карманов, опускаются в отверстия стола 12. Начинают вращать одну из рукояток-штурвалов 16 таким образом, чтобы гайки 18 с планками 19 расходились от оси 25 корпуса 13. Выступы 20 планок 19 гаек 18 заходят в карманы
изделия 15 до упора, фиксируя его на столе 12 корпуса 13. Расфиксируют фиксатор 29 и поворачивают корпус 13 с изделием 15 на шариках 23 таким образом, чтобы при наклоне изделия 15 один из швов изделия находился в удобном для сварки положении в лодочку. Фиксатором 29 фиксируют корпус 13с изделием 15 в этом положении. Фиксатором 37 расфиксируют люльку 24 относительно стенки 31 платформы 32 тележки 3.
Наклоняют люльку 24 с базовой плитой 12 и изделием 15 и устанавливают подлежащий сварке стык в горизонтальное положение. При этом секторы 33, закрепленные на осях 30, перемещают рейку 34 в направляющих
36. Амортизационные пружины 35 сжимаются. Во время наклона изделия в удобное положение для сварки, центр его тяжести смещается от оси 25 тележки 3 и стремится опрокинуть корпус 13 люльки 24. Сжатая
амортизационная пружина 35 компенсирует опрокидывающий момент от веса наклоненного изделия 15 и тем самым позволяет обрабатывать изделия относительно большого веса и габаритов. Затем фиксатором
37 фиксируют люльку 24 с изделием 15 в горизонтальном положении и производят сварку выставленного наружного стыкового соединения. Для сварки следующего стыкового соединения расфиксирывают фиксатор
37,устанавливают изделие 15 в вертикальное положение и фиксируют его фиксатором 37. Расфиксируют фиксатор 29 и поворачивают корпус 13 с изделием 15 таким образом, чтобы подлежащий сварке стык находился в удобном для сварки положении при наклоне изделия 15. Фиксируют это положение фиксатором 29. Фиксатором 37 расфиксируют люльку 24 относительно стенки 31 и наклоняют ее до придания подлежащего сварке стыка горизонтального положения. Фиксатором 37 фиксируют это положение, после чего производят сварку наружного стыкового соединения. Подготовку к сварке и сварку следующих стыковых соединений производят аналогичным образом.
После сварки всех наружных швов, включают привод 38 и изделие 15 на тележке 3 передают на следующие технологче- ские позиции где, манипулируя аналогичным образом корпусом 13 и люлькой 24, производят установку изоляции, кожуха, дверцы и элементов насыщения корпуса топки котла КС-Т-16. Для равномерной загрузки всего конвейера сварку стыковых соединений можно распределить между несколькими технологическими позициями.
Использование предлагаемого сбороч- но-сварочного горизонтально-замкнутого конвейера позволит улучшить условия труда
обслуживающего персонала, повысить качество выпускаемой продукции, более равномерно загрузить все технологические позиции, расширить функциональные возможности конвейера.
Формула изобретения Сборочно-сварочный горизонтально- замкнутый конвейер, содержащий смонтированные на основании направляющие,
перемещающиеся по направляющим посредством привода и соединенные между собой тележки со столом и рамой на каждом, установленные с возможностью поворота относительно оси, перпендикулярной
плоскости основания, отличающийся тем, что, с целью расширения функциональных возможностей конвейера, он оснащен установленной на каждой раме тележки люлькой, стол установлен на люльке с возможностью фиксированного поворота относительно оси, перпендикулярной плоскости основания, при этом конвейер оснащен установленными на столе с возможностью возвратно-поступательного перемещения
элементами крепления для изделия, закрепленными на люльке параллельно плоскости основания осями с зубчатыми секторами и смонтированными на раме тележки с возможностью взаимодействия с зубчатыми
секторами подпружиненными зубчатыми рейками и механизмами для фиксации положения стола и люльки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
| Сборочно-сварочный агрегат | 1990 |
|
SU1812035A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
Изобретение относится к сварке, в частности к оборудованию для сборки и сварки металлоконструкции. Цель изобретения - расширение функциональных возможностей конвейера. Конвейер содержит основание 1 с направляющими 2 для тележки. Каждая тележка выполнена из двух частей. Стол 12 тележки закреплен на корпусе 13 и снабжен винтовым приводом 14. Нижняя поверхность корпуса 13 оперта посредством колец 21 и 22 и шариков 23 на дно люльки 24, оснащенной осями 30, которые размещены в стенках 31 платформы 32 тележки. Для сварки стыкового соединения расфиксируют фиксатор 37, устанавливают изделие 15 в вертикальное положение и фиксируют его фиксатором 37. Расфиксируют фиксатор 29 и поворачивают корпус 13 с изделием 15 таким образом, чтобы подлежащий сварке стык находился в удобном для сварки положении при наклоне изделия 15. Фиксируют это положение фиксатором 29. Фиксатором 37 расфиксируют люльку 24 и наклоняют ее до придания подлежащего сварке стыка горизонтального положения. Фиксатором 37 фиксируют это положение, после чего производят сварку наружного стыкового соединения. Благодаря такой конструкции повышается производительность. 3 ил. СО С
3
. Pui.i
X
ЬлжзажогтТГ
8ui Б
зв
.:
Фиг.З
| Горизонтально замкнутый конвейер поточной линии для сборки и сварки металлоконструкций | 1985 |
|
SU1283007A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
