Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки металлоконструкций.
Целью изобретения является повышение качества путем улучшения удобства работы на конвейере.
На фиг. 1 изображен конвейер, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Горизонтально замкнутый конвейер поточной линии для сборки и сварки металлоконструкций содержит смонтированные на основании тележки 1, соединенные между собой приводной тяговой цепью 2. Тележки 1 снабжены поворотными столами 3 с ложементами для изделий (не показаны).
На основании расположены направляющие 4 для тележек 2 конвейера. Каждая тележка 1 оснащена двумя свободно вращающимися роликами 5, оси вращения которых установлены перпендикулярно основанию и закреплены на двух противоположных углах тележки 1. На основании выполнены дополнительные направляющие 6 и 7, повторяющие контур конвейера и смещенные относительно друг друга на расстояние, равное расстоянию между роликами каждой тележки 1 в направлении, параллельном прямой, соединяющей оси роликов при ее перемещении. Ролики 5 тележек 1 размещены в дополнительных направляющих 6 и 7.
О( и Oj - центры поворота тяговой цепи 2; (, - центры поворота соответственно дополнительных напра ляющих 6и7;а,б,в,г,д, е- точки направляющих 4, 6 и 7.
Горизонтально замкнутый конвейер работает следующим образом.
Тележки 1, закрепленные по двум точкам на цепи 2, перемещаясь по основанию с помощью колес цепи 2, уст навливаются своими боковыми сторонами параллельно направляющей 4. с цен рами поворота 0( и 0.
Для того, чтобы к четьфем сторонам изделия, установленного на стол 3, бьш свободный доступ при сварке необходимо стол 3, вращающийся на оси тележки 1, ориентировать боковыми поверхностями соответственно их первоначальному положению.
Это достигается следующим образом: ролики 5, жестко закрепленные на столах 3, перемещаются по направляющим 6 и 7. Направляющие 6 и 7 сделаны замкнутыми с радиусами закругления из центров 0, 0 для направляющих 6 под ролики 5 и из центров Oj, 0 для направлянлцих 7 под ролики 5.
Пересечение пазов 4, 6 и 7 в точках а, б, в, г, диене влияет ни на работу конвейера, ни на ориентацию столов 3, так как в данных точках столы 3 удерживаются в нужном положении по двум элементам роликами 5.
Дополнительные направляющие 6 и 7 повторяют контур конвейера и смещены относительно друг друга на расстояние, равное расстоянию между роликами 5 каждой тележки 1 в направлении, параллельном прямой, соединяющей оси роликов одной из тележек, закрепленных на двух противоположных углах тележки.
При перемещении тележек 1 по направляющим 4, 6 и 7 тележки перемещаются таким образом, что каждая сторона изделия оказывается с внешней стороны конвейера. Это создает удобство в работе и повышает качество сварки, так как последовательно обеспечивается свободньй доступ к каждой стороне изделия.
35
40
45
50
55
Формула изобретения
Горизонтально замкнутый конвейер поточной линии для сборки и сварки металлоконструкций, содержащий соединенные между собой приводной тяговой цепью тележки, снабженные поворотными столами с ложементами для изделий, а также расположенные на основании направляющие для тележек конвейера, отличающийся тем, что, с целью повьшения качества металлоконструкций путем улучшения удобства работы на конвейере, каждая тележка оснащена двумя свободно вращающимися роликами, оси вращения которых установлены перпендикулярно основанию и закреплены на двух противоположных углах тележки, а на основании выполнены дополнительные направляющие, повторяющие контур основных направляющих и смещенные относительно друг друга на расстояние, равное расстоянию между роликами каждой тележки в направлении, параллельном прямой, соединяющей оси роликов одной из тележек, при этом ролики
/} - А
тележек размещены в дополнительных направляю1цих.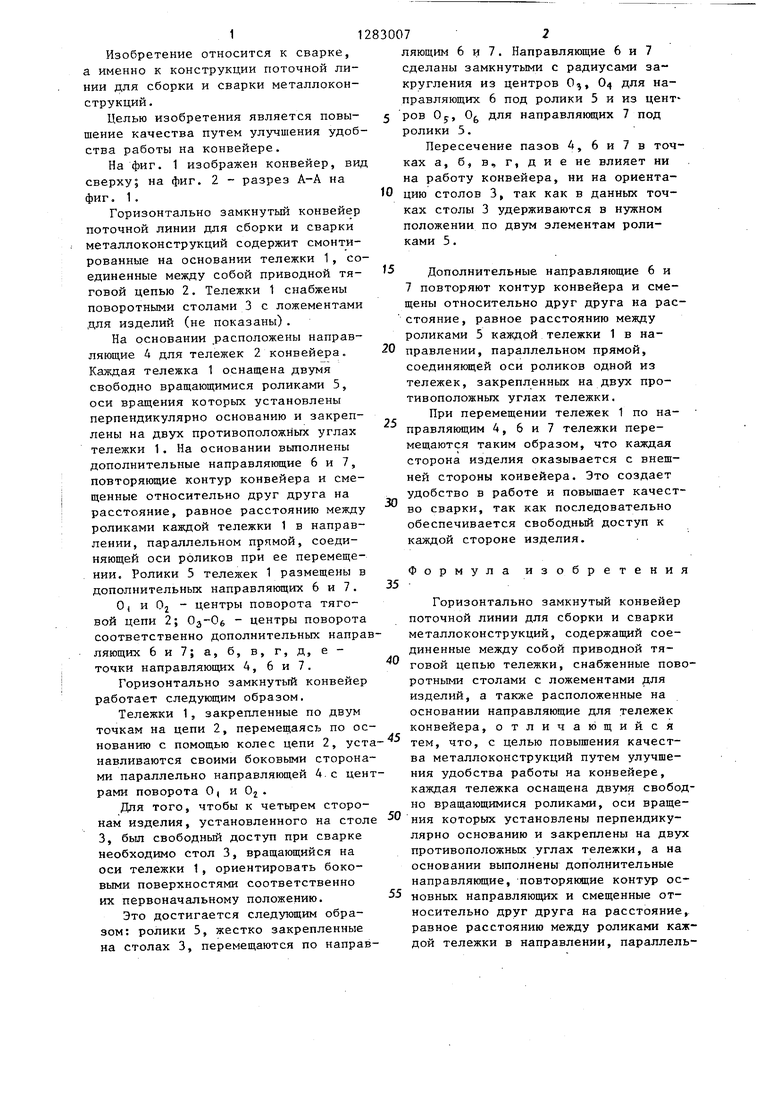
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1970 |
|
SU358906A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Устройство для кантовки и продольного перемещения металлоконструкций при сборке и сварке | 1976 |
|
SU649534A1 |
| Поточно-механизированная линия для сборки и сварки металлоконструкций | 1978 |
|
SU776829A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |

Изобретение касается сварки, в частности оборудования для сборки и .сварки металлоконструкций. Цель изобретения - повьш1ение качества путем обеспечения доступа к каждой стороне изделия с внешней стороны конвейера. Конвейер содержит тележки 1 с поворотными столами и закрепленными на двух противоположных углах тележки роликами 5. Ролики 5 тележек размещены в направляющих 6 и 7, смещенных относительно друг друга на расстояние, равное расстоянию между роликами тележки в направлении, . параллельном прямой, соединяющей оси роликов 5. При перемещении каждой тележки 1 по направляющим 4, 6 и 7 ролики 5, расположенные в направляющих 6 и 7, поворачивают стол тележки с изделием, располагая последовательно каждую из сторон изделия с внешней стороны конвейера, что создает удобство в работе и повышает ка- честно. 2 ил. € (Л с: J & а Фиг. /
Редактор Т. Парфенова
Составитель Е. Крюкова
Техред И.Попович Корректор М. Самборская
Заказ 7337/10Тираж 972 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Новиков М.П | |||
| Основы технологии сборки машин и механизмов | |||
| М.: Машиностроение, 1980, с | |||
| Гальванический элемент | 1922 |
|
SU540A1 |
| Способ выделения сульфокислот из нефтяных масел | 1913 |
|
SU508A1 |
