(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| Установка для сварки трубных заготовок | 1985 |
|
SU1321603A1 |
| Индукционно-нагревательное устройство | 1990 |
|
SU1712102A1 |
| Устройство для контактной сварки труб из термопластов | 1989 |
|
SU1598389A1 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| Устройство для неразъемного соединения труб с концевой арматурой | 1989 |
|
SU1742012A1 |
| Устройство для контактной стыковой сварки деталей из термопластов | 1990 |
|
SU1713829A1 |
| Нагреватель для стыковой сварки труб из термопластов | 1986 |
|
SU1419909A1 |
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
Использование: изобретение относится к сварке пластмасс и может найти применение при строительстве трубопроводов для повышения производительности процесса. Сущность изобретения: нагреватель для стыковой сварки труб из термопластов снабжен закрепленными на неподвижной плите параллельными направляющими, на которых установлены с возможностью перемещения корпуса с нагревательными элементами. Направляющие снабжены ограничителями хода корпусов. Корпусы связаны между собой при помощи рычагов разной длины. Одни концы рычагов шарнир- но закреплены на корпусах, а другие шар- нирно соединены друг с другом. Длина меньшего из рычагов равна величине хода корпусов. Кроме этого, корпусы выполнены с глухим кольцевым пазом на наружном торце. Нагревательные элементы установлены в корпусах по обе стороны кольцевого паза и с его торца. 1 з.п ф-лы, 5 ил
Изобретение относится к области сварки пластмасс и может найти применение при строительстве трубопроводов.
Известен нагреватель для стыковой сварки труб из термопластов, содержащий нагревательную плиту, размещенные по обе стороны от нее кольцевые нагреватели в виде конических оправок, выполненных из теплопроводного материала, и кольцевые ножи (авт.св. СССР № 1419909, кл. В 20 С 65/18, 1986).
Недостатком известного нагревателя является длительное вспомогательное время сварки.
Наиболее близким по технической сущности к изобретению является нагреватель для стыковой сварки труб из термопластов, содержащий неподвижную плиту, с двух сторон которой расположены соосные корпуса с нагревательными элементами (авт СЕ СССР № 1502398, кл. В 29 С 65/18 1987)
Недостаток известного нагревг геля заключается в низкой производительности цикла сварки, т.к после нагрева коньовтруб необходимо их развести чтобы извлечь нагреватель, а затем производить сварку Это увеличивает вспомогательное время цикла сварки.
Целью изобретения является повышение производительности
Указанная цель достигается тем что нагреватель для стыковой сварки труб из термопластов снабжен закрепленными на неподвижной плите параллельными направляющими, на которых установлены с возможностью перемещения корпуса с нагревательными элементами при1 ем направляющие снабжены ограничителйми
XI VI
О
Ј
4
хода корпусов, связанных между собой при помощи рычагов разной длины, одни концы которых шарнирно закреплены на корпусах, а другие шарнирно соединены друг с другом, при этом длина меньшего из рычагов равна величине хода корпусов. Кроме того, корпуса выполнены с глухим кольцевым пазом на наружном торце, а нагревательные элементы установлены в корпусах по обе стороны кольцевого газа и с его торца.
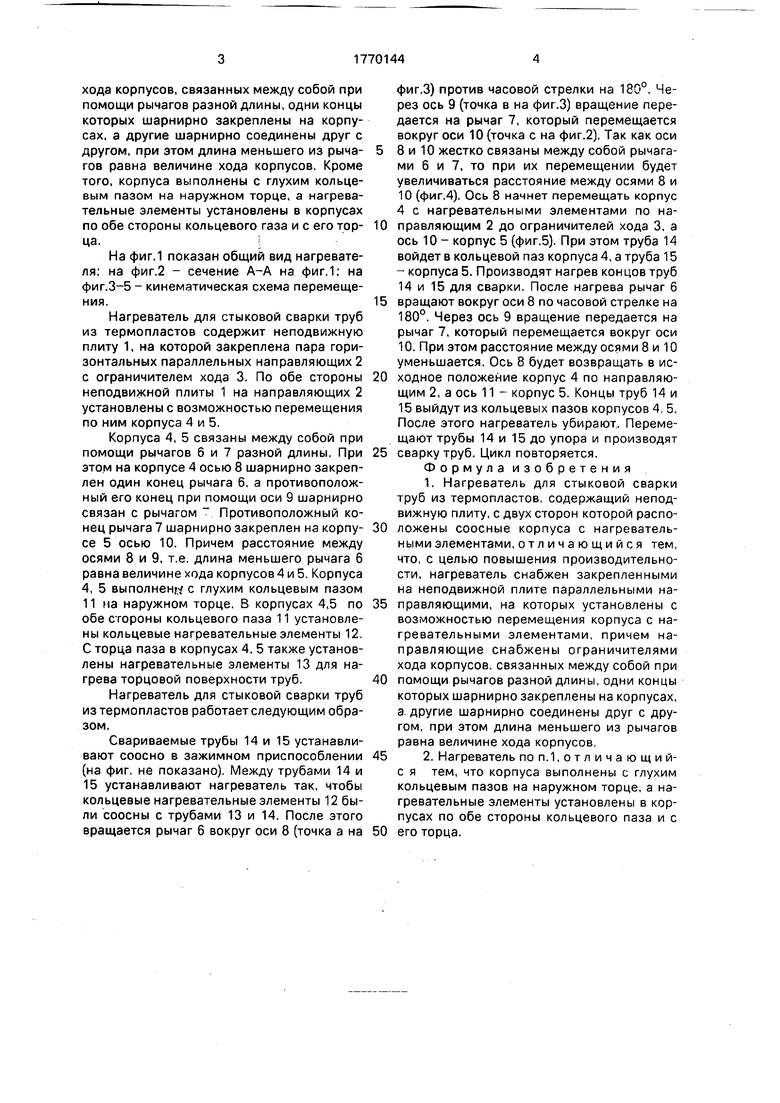
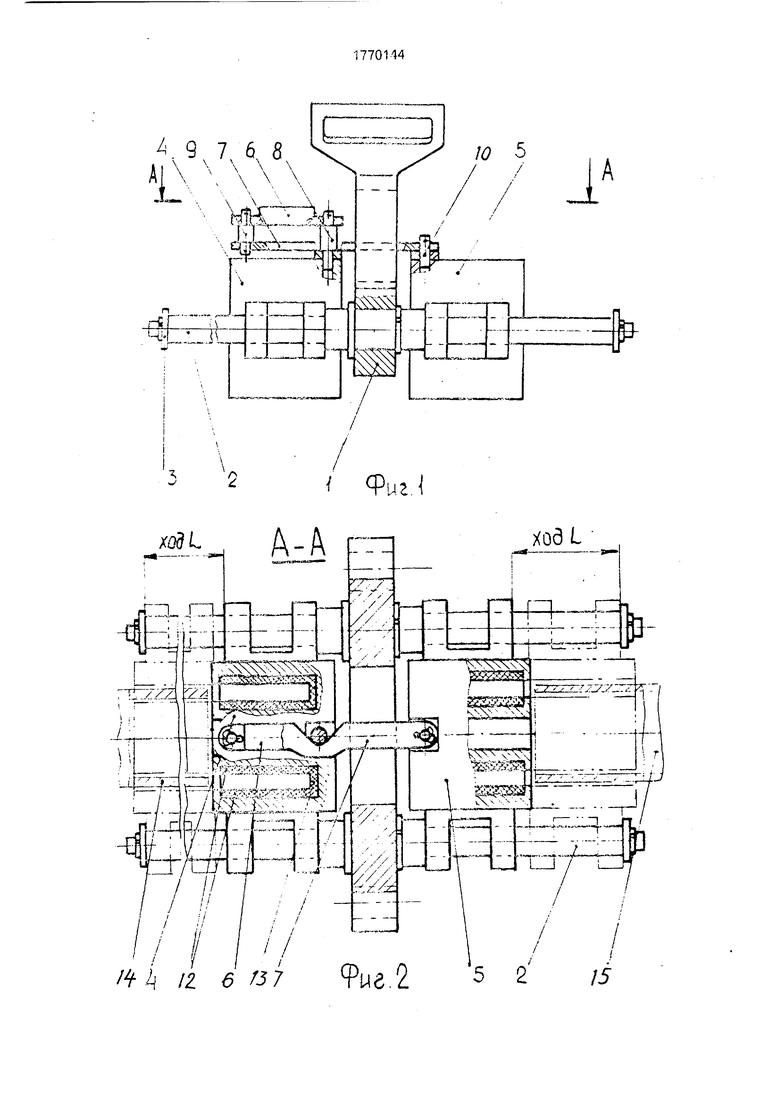
На фиг.1 показан общий вид нагревателя; на фиг.2 - сечение А-А на фиг.1; на фиг.3-5 - кинематическая схема перемещения.
Нагреватель для стыковой сварки труб из термопластов содержит неподвижную плиту 1, на которой закреплена пара горизонтальных параллельных направляющих 2 с ограничителем хода 3. По обе стороны неподвижной плиты 1 на направляющих 2 установлены с возможностью перемещения по ним корпуса 4 и 5.
Корпуса 4, 5 связаны между собой при помощи рычагов б и 7 разной длины. При этом на корпусе 4 осью 8 шарнирно закреплен один конец рычага 6, а противоположный его конец при помощи оси 9 шарнирно связан с рычагом Противоположный конец рычага 7 шарнирно закреплен на корпусе 5 осью 10. Причем расстояние между осями 8 и 9, т.е. длина меньшего рычага 6 равна величине хода корпусов 4 и 5. Корпуса 4, 5 выполнен с глухим кольцевым пазом 11 на наружном торце. В корпусах 4,5 по обе стороны кольцевого паза 11 установлены кольцевые нагревательные элементы 12. С торца паза в корпусах 4, 5 также установлены нагревательные элементы 13 для нагрева торцовой поверхности труб.
Нагреватель для стыковой сварки труб из термопластов работает следующим образом.
Свариваемые трубы 14 и 15 устанавливают соосно в зажимном приспособлении (на фиг. не показано). Между трубами 14 и 15 устанавливают нагреватель так, чтобы кольцевые нагревательные элементы 12 были соосны с трубами 13 и 14. После этого вращается рычаг 6 вокруг оси 8 (точка а на
фиг.З) против часовой стрелки на 180°. Через ось 9 (точка в на фиг.З) вращение передается на рычаг 7, который перемещается вокруг оси 10 (точка с на фиг.2). Так как оси
8 и 10 жестко связаны между собой рычагами 6 и 7, то при их перемещении будет увеличиваться расстояние между осями 8 и 10 (фиг.4). Ось 8 начнет перемещать корпус 4 с нагревательными элементами по направляющим 2 до ограничителей хода 3, а ось 10 - корпус 5 (фиг.5). При этом труба 14 войдет в кольцевой паз корпуса 4, а труба 15 - корпуса 5. Производят нагрев концов труб
14и 15 для сварки. После нагрева рычаг 6 вращают вокруг оси 8 по часовой стрелке на
180°. Через ось 9 вращение передается на рычаг 7, который перемещается вокруг оси 10. При этом расстояние между осями 8 и 10 уменьшается. Ось 8 будет возвращать в ис- ходное положение корпус 4 по направляющим 2, а ось 11 - корпус 5. Концы труб 14 и
15выйдут из кольцевых пазов корпусов 4. 5. После этого нагреватель убирают. Перемещают трубы 14 и 15 до упора и производят
сварку труб. Цикл повторяется.
Формула изобретения 1. Нагреватель для стыковой сварки труб из термопластов, содержащий неподвижную плиту, с двух сторон которой расположены соосные корпуса с нагревательными элементами, отличающийся тем, что, с целью повышения производительности, нагреватель снабжен закрепленными на неподвижной плите параллельными направляющими, на которых установлены с возможностью перемещения корпуса с нагревательными элементами, причем направляющие снабжены ограничителями хода корпусов, связанных между собой при
помощи рычагов разной длины, одни концы которых шарнирно закреплены на корпусах, а другие шарнирно соединены друг с другом, при этом длина меньшего из рычагов равна величине хода корпусов.
его торца,
190X
5 ° .-.-..- 8 9 Ј 6 V
LSI 9 II ty 4/
ЧЈОХ
} Г16
3,
/
г.
HlOiil
| Нагреватель для стыковой сварки труб из термопластов | 1986 |
|
SU1419909A1 |
| Электронагреватель для контактной сварки труб из термопластов | 1987 |
|
SU1502398A1 |
| Солесос | 1922 |
|
SU29A1 |
